İçeriğe geç
İçeriğe geç 

Termoform, plastik levhalardan karmaşık şekiller oluşturmak için ambalaj, otomotiv ve tıbbi cihazlar gibi sektörlerde kullanılan çok yönlü bir üretim sürecidir. Bununla birlikte, termoformda süregelen bir zorluk kalınlık değişiklikleri1-Nihai ürünün et kalınlığında mukavemetini, görünümünü ve işlevselliğini etkileyebilecek farklılıklar. Bu blog yazısı, bu kalınlık varyasyonlarının temel nedenlerini araştırmakta ve ürün kalitesini optimize etmek için bunların nasıl kontrol edilebileceğine dair içgörüler sunmaktadır.
Isıl şekillendirilmiş ürünlerdeki kalınlık değişiklikleri temel olarak kalıp tasarımı, şekillendirme yöntemleri, proses parametreleri ve malzeme özelliklerinden etkilenen şekillendirme işlemi sırasında gerilmeden kaynaklanır.
Üreticiler bu faktörleri inceleyerek kalınlık değişimlerini daha iyi anlayabilir ve azaltabilir, böylece tutarlı ve yüksek performanslı ürünler elde edebilirler.
Termoformda kalınlık değişiklikleri kaçınılmazdır ancak yönetilebilir.Doğru
Esneme doğası gereği bir miktar varyasyona neden olsa da, stratejik tasarım ve süreç ayarlamaları bunun etkisini en aza indirebilir.
Kalınlık değişiklikleri sadece kalıp tasarımına bağlı olarak meydana gelir.Yanlış
Kalıp tasarımı önemli bir faktördür, ancak malzeme özellikleri ve proses ayarları da kalınlık değişimlerine önemli ölçüde katkıda bulunur.
- 1. Termoform Nedir ve Kalınlık Değişimleri Neden Oluşur?
- 2. Farklı Şekillendirme Yöntemleri Kalınlık Değişimlerini Nasıl Etkiler?
- 3. Kalınlık Değişimlerinde Proses Parametreleri Nasıl Bir Rol Oynar?
- 4. Malzeme Özellikleri Kalınlık Değişimlerini Nasıl Etkiliyor?
- 5. Kalınlık Değişimlerini Yönetmek İçin Pratik Yollar Nelerdir?
- 6. Sonuç
Termoform Nedir ve Kalınlık Değişimleri Neden Oluşur?
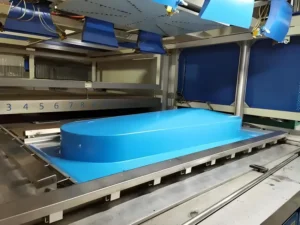
Isıl şekillendirme, plastik bir tabakanın esnek bir duruma ısıtılmasını, bir kalıp üzerinde şekillendirilmesini ve nihai bir ürün haline getirilmesini içerir. Plastik şekillendirme sırasında esnedikçe kalınlık değişiklikleri ortaya çıkar ve bazı bölgelerde daha ince, bazılarında ise daha kalın duvarlara yol açar. Bu varyasyonlar kalıp tasarımı, şekillendirme teknikleri, proses koşulları ve kullanılan plastiğin özellikleri gibi birçok faktörden etkilenir.
Termoform plastik bir levhayı ısıtır ve kalıp karmaşıklığı, malzeme davranışı ve süreç kontrolleri tarafından yönlendirilen esnemeden kaynaklanan kalınlık değişiklikleri ile kalıplar.
| Faktör | Kalınlık Üzerindeki Etkisi |
|---|---|
| Kalıp Tasarımı2 | Keskin açılar ve derin çekişler esnemeyi artırır |
| Malzeme Özellikleri3 | Esneme direnci plastik türüne göre değişir |
| Süreç Parametreleri | Sıcaklık ve basınç malzeme akışını etkiler |
Kalıp Tasarımı ve Karmaşıklığı
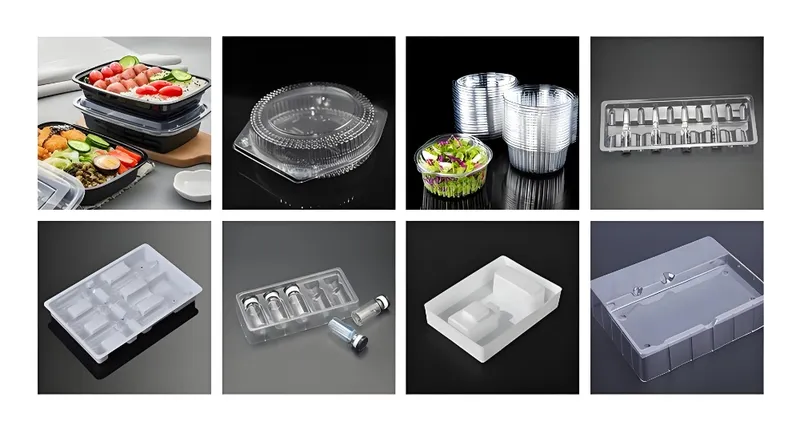
Derin boşluklara veya karmaşık şekillere sahip kalıplar, plastiğin belirli alanlarda daha fazla esnemesini ve duvarların incelmesini gerektirir. Örneğin, derin bir tepsinin kenarları ve tabanı daha düz bölümlere kıyasla daha ince olacaktır.
Şekillendirme Yöntemi
Vakumlu şekillendirme, basınçlı şekillendirme ve tapa destekli şekillendirme gibi teknikler plastiğin ne kadar eşit şekilde esneyeceğini etkiler. Vakum şekillendirme4Örneğin, derin kesitleri basınçlı şekillendirmeden daha fazla inceltebilir.

Süreç Parametreleri
Sıcaklık, ısıtma süresi ve basınç ayarları plastiğin nasıl akacağını belirler. Düzensiz ısıtma tutarsız esnemeye neden olabilirken, uygun olmayan basınç incelmeyi abartabilir.
Malzeme Özellikleri
PET, PVC ve polistiren gibi termoplastikler5 farklı şekilde esner. PET derin çekimlerde daha fazla incelebilirken, PVC'nin sertliği uygun şekilde ısıtıldığında aşırı gerilmeye karşı koyabilir.
Kalıp tasarımı, termoformdaki kalınlık değişikliklerinin birincil nedenidir.Yanlış
Etkili olmakla birlikte kalıp tasarımı, malzeme seçimi ve proses parametreleri de dahil olmak üzere çeşitli faktörlerden biridir.
Tapa destekli şekillendirme kullanmak kalınlık değişimlerini azaltmaya yardımcı olabilir.Doğru
Tapa destekli şekillendirme, levhayı eşit şekilde ön gerdirerek kalınlık tutarlılığını artırır.
Farklı Şekillendirme Yöntemleri Kalınlık Değişimlerini Nasıl Etkiler?
Plastik levhayı şekillendirmek için kullanılan yöntem, kalınlık dağılımında kritik bir rol oynar. Her teknik, malzemenin nasıl esneyeceğini ve kalıba nasıl uyacağını etkileyerek farklı şekilde kuvvet uygular.
Vakumlu şekillendirme, basınçlı şekillendirme ve tapa destekli şekillendirme6 Her bir darbe kalınlığı farklıdır ve tapa destekli şekillendirme genellikle en düzgün sonuçları verir.

Vakum Şekillendirme
Bu yöntemde ısıtılmış levhayı kalıbın üzerine çekmek için vakum kullanılır. Uygun maliyetlidir ancak özellikle tabanın önemli ölçüde inceldiği derin kısımlarda eşit olmayan kalınlıklara neden olabilir.
Basınçlı Şekillendirme
Bu teknik, pozitif hava basıncı uygulayarak levhayı kalıbın üzerine iter ve özellikle detaylı tasarımlar için daha iyi kontrol ve daha düzgün kalınlık sunar.
Tapa Destekli Şekillendirme
Bir tapa, kalıba temas etmeden önce levhayı önceden gererek malzemeyi daha eşit bir şekilde dağıtır. Bu, karmaşık veya derin parçalardaki incelmeyi azaltır.
Vakumla şekillendirme her zaman eşit olmayan kalınlıkla sonuçlanır.Yanlış
Düzensizliğe yol açabilse de, uygun kalıp tasarımı ve süreç ayarlamaları tutarlılığı artırabilir.
Tapa destekli şekillendirme, homojen kalınlık elde etmek için en iyi yöntemdir.Doğru
Ön gerdirme mekanizması daha eşit malzeme dağılımı sağlar.
Kalınlık Değişimlerinde Proses Parametreleri Nasıl Bir Rol Oynar?
Sıcaklık, ısıtma süresi ve basınç gibi proses parametreleri, plastiğin şekillendirme sırasında nasıl davrandığını doğrudan etkileyerek kalınlık homojenliğini etkiler.
Şekillendirme sıcaklığı, ısıtma süresi ve basınç7 plastiğin akışını ve esnemesini kontrol ederek kalınlık dağılımını etkiler.

Şekillendirme Sıcaklığı
Çok düşük bir sıcaklık esnemeyi bile kısıtlarken, aşırı ısı incelmeye veya yırtılmaya neden olabilir. İdeal aralık malzemeye göre değişir.
Isıtma Süresi
Eşit olmayan veya yetersiz ısıtma, sıcak noktalar oluşturarak parça boyunca tutarsız esneme ve kalınlık değişimlerine yol açar.
Basınç Seviyeleri
Basınçlı şekillendirmede, yüksek basınç kalıp detayını geliştirir ancak belirli alanları daha fazla esnetebilir, düşük basınç ise kalınlığı düzensiz bırakabilir.
Daha yüksek şekillendirme sıcaklıkları her zaman daha ince duvarlara yol açar.Yanlış
Daha yüksek sıcaklıklar akışı artırır, ancak diğer faktörlerle denge aşırı incelmeyi önler.
Tutarlı kalınlık dağılımı için eşit ısıtma şarttır.Doğru
Eşit ısıtma, eşit olmayan esnemeyi azaltarak eşit esneklik sağlar.
Malzeme Özellikleri Kalınlık Değişimlerini Nasıl Etkiliyor?
Termoplastik seçimi, levhanın nasıl esneyeceğini ve dolayısıyla nihai ürünün kalınlığını etkiler. Her malzeme, şekillendirme davranışını etkileyen benzersiz özelliklere sahiptir.
PET, PVC ve polistiren gibi termoplastikler farklı esneme özellikleri sergileyerek termoformda kalınlık sonuçlarını etkiler.

PET (Polietilen Tereftalat)
Ambalajlamada yaygın olarak kullanılan PET, berraklık ve mukavemet sunar, ancak derin çekimlerde daha fazla incelir ve dikkatli kalıp planlaması gerektirir.
PVC (Polivinil Klorür)
PVC'nin sertliği aşırı esnemeye karşı dirençlidir, ancak eşit olmayan ısıtma yine de kalınlık tutarsızlıklarına neden olabilir.
Polistiren
Tek kullanımlık ürünlerde yaygın olarak kullanılan polistiren nispeten eşit şekilde esner ancak aşırı incelmeyi önlemek için hassas sıcaklık kontrolü gerektirir.
Termoformda tüm termoplastikler aynı şekilde davranır.Yanlış
Her malzemenin kendine özgü özellikleri, farklı esneme ve kalınlık modellerine yol açar.
Kalınlık değişimlerini yönetmek için malzeme seçimi çok önemlidir.Doğru
Malzemenin esneme davranışını parçanın ihtiyaçlarıyla eşleştirmek kalınlık kontrolünü iyileştirir.
Kalınlık Değişimlerini Yönetmek İçin Pratik Yollar Nelerdir?
Kalınlık değişimlerini kontrol etmek, akıllı tasarım, hassas proses kontrolü ve bilinçli malzeme seçimlerini birleştiren bütünsel bir yaklaşım gerektirir.
Optimize edilmiş kalıp tasarımı sayesinde kalınlık değişimlerini en aza indirin8eşit ısıtma, uygun şekillendirme yöntemleri ve özel malzeme seçimi.

Kalınlık Yönetimi için Tasarım Kontrol Listesi
-
Kalıp Tasarımı: Kademeli geçişler kullanın ve aşırı gerilmeyi sınırlamak için keskin köşelerden kaçının.
-
Tek Tip Isıtma9: Düzensiz akışı önlemek için tutarlı sac sıcaklığı sağlayın.
-
Şekillendirme Yöntemi: Eşit kalınlık gerektiren karmaşık parçalar için tapa destekli şekillendirmeyi tercih edin.
-
Malzeme Seçimi10: Tasarıma uygun esneme özelliklerine sahip plastikler seçin.
Süreç Seçimi Karar Verme
Termoformu şu durumlarda düşünün:
-
Maliyet-Etkinlik: Düşük-orta ölçekli çalışmalar ve prototipleme için idealdir.
-
Karmaşıklık: Karmaşık şekillerin üstesinden gelir, ancak kalınlığın yönetilmesi gerekir.
-
Malzeme Kullanımı: İnce duvarlı parçalarda mükemmeldir ancak yüksek hacimler için enjeksiyon kalıplamanın hassasiyetinden yoksundur.
Kalınlık değişimleri doğru tekniklerle tamamen ortadan kaldırılabilir.Yanlış
Bir miktar varyasyon doğaldır, ancak önemli ölçüde azaltılabilir.
Dikkatli kalıp tasarımı ve proses kontrolü, kalınlık değişimlerini önemli ölçüde azaltabilir.Doğru
Bu unsurların optimizasyonu kalınlık homojenliğini artırır.
Sonuç
Isıyla şekillendirilmiş ürünlerdeki kalınlık değişiklikleri, kalıp tasarımı, şekillendirme yöntemleri, proses parametreleri ve malzeme özelliklerine bağlı olarak plastik levhanın şekillendirme sırasında gerilmesinden kaynaklanır. Bu varyasyonlar tamamen ortadan kaldırılamasa da, özenli tasarım, hassas proses ayarlamaları ve stratejik malzeme seçimleriyle etkili bir şekilde yönetilebilir. Bu nedenlerin anlaşılması, üreticilerin ürün kalitesini, performansını ve maliyet verimliliğini artırmasını sağlar.
-
Kalınlık değişimlerinin nedenlerinin anlaşılması, üreticilerin termoform süreçlerinde ürün kalitesini ve tutarlılığını artırmasına yardımcı olabilir. ↩
-
Kalıp tasarımının kalınlık üzerindeki etkisinin araştırılması, daha iyi ürün sonuçları ve optimize edilmiş üretim süreçleri sağlayabilir. ↩
-
Malzeme özellikleri hakkında bilgi edinmek, daha iyi ısıyla şekillendirilmiş ürünler için seçim sürecini geliştirebilir ve kusurları azaltabilir. ↩
-
Plastik şekillendirmede önemli bir teknik olan vakumlu şekillendirmenin artılarını ve eksilerini ve kalınlık dağılımını nasıl etkilediğini anlamak için bu bağlantıyı keşfedin. ↩
-
Bu malzemeler hakkında bilgi edinmek, çeşitli şekillendirme tekniklerindeki uygulamaları ve performansları hakkındaki bilginizi artıracaktır. ↩
-
Bu şekillendirme tekniklerini anlamak, projelerinizde eşit kalınlık elde etmek için en iyi yöntemi seçmenize yardımcı olabilir. ↩
-
Bu parametreleri anlamak, plastik şekillendirme proseslerini optimize etmek ve istenen kalınlık homojenliğini elde etmek için çok önemlidir. ↩
-
Kalıp tasarım stratejileri hakkında bilgi edinmek, ısıyla şekillendirilmiş ürünlerin kalitesini ve tutarlılığını önemli ölçüde artırabilir. ↩
-
Tutarlı ürün kalitesi ve performansı sağlamak için termoformda eşit ısıtmanın önemini keşfedin. ↩
-
Malzeme seçimini anlamak, termoform süreçlerini optimize etmek ve istenen ürün özelliklerini elde etmek için çok önemlidir. ↩