
Yenilikçi Ekstrüzyon Şişirme Çözümleri
UPlasTech'in yenilikçi ekstrüzyon şişirme hizmetlerini keşfedin. Dayanıklı, yüksek kaliteli plastik ürünler için uzman çözümler.
Özel Ekstrüzyon Şişirme Çözümü Kılavuzu
Ekstrüzyon Şişirme Kalıplama Nedir?
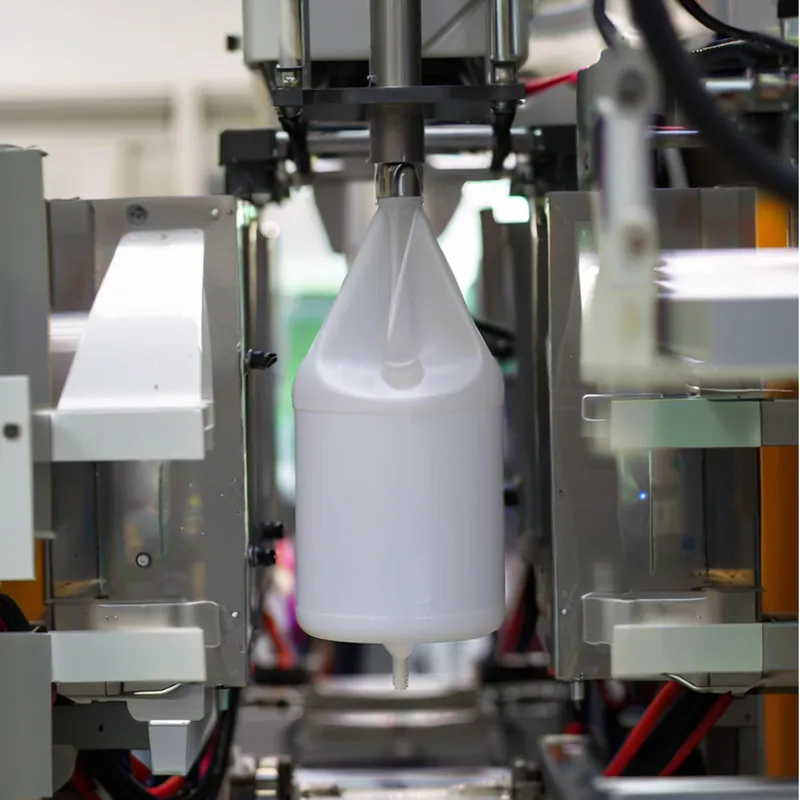
Ekstrüzyon Şişirme (EBM), bir kalıp içinde parison olarak bilinen erimiş bir plastik tüpü şişirerek içi boş plastik nesneler oluşturmak için tasarlanmış bir üretim sürecidir. Cam üflemeye benzer tekniklerden ortaya çıkan EBM, 20. yüzyılın başlarındaki gelişiminden bu yana plastik endüstrisinde temel bir unsur haline gelmiştir. Süreç, termoplastik reçinenin eritilmesiyle başlar ve bu reçine daha sonra bir parison içine ekstrüde edilir. Bu parison soğutulmuş bir metal kalıp tarafından yakalanır ve içine basınçlı hava üflenerek plastiğin genişlemesi ve kalıbın şekline uyması sağlanır. Soğuduktan sonra kalıp açılır ve bitmiş parça dışarı atılır, genellikle fazla malzemeyi veya parlamayı gidermek için kırpma gerektirir.
EBM, nispeten düşük bir maliyetle büyük miktarlarda hafif, dayanıklı ürünler üretme kabiliyetiyle öne çıkmaktadır ve bu da onu seri üretim için ideal hale getirmektedir. Su şişeleri ve şampuan kapları gibi ürünler için ambalajlama ve hava kanalları ve yakıt depoları gibi bileşenler için otomotiv gibi sektörlerde yaygın olarak kullanılmaktadır. Çeşitli şekil ve boyutlara uyarlanabilirliği, diğer yöntemlere kıyasla daha düşük kalıp maliyetleriyle birleşerek modern üretimdeki rolünü sağlamlaştırmıştır.
Ekstrüzyon Şişirme Kalıplama Nasıl Çalışır?
Ekstrüzyon Şişirme Kalıplama (EBM), şişeler, kaplar ve otomotiv bileşenleri gibi içi boş plastik parçalar oluşturmak için kullanılan bir üretim sürecidir. Plastik reçinenin eritilmesini, parison adı verilen tüp benzeri bir yapı haline getirilmesini, istenen şekli elde etmek için basınçlı hava ile bir kalıp içinde şişirilmesini, soğutulmasını ve ardından bitmiş parçanın çıkarılmasını içerir. Aşağıda sürecin nasıl işlediğine dair temel aşamalara ayrılmış ayrıntılı bir açıklama yer almaktadır.
1. Adım Adım Süreç:
① Plastik Eritme ve Ekstrüzyon:
- Malzeme Besleme: Süreç, tipik olarak Yüksek Yoğunluklu Polietilen (HDPE), Polipropilen (PP) veya Polietilen Tereftalat (PET) gibi termoplastikler olan plastik peletlerin bir hazne aracılığıyla bir ekstrüdere beslenmesiyle başlar.
- Eritme: Ekstrüderin içinde, dönen bir vida peletleri ısıtılmış bir varil boyunca hareket ettirir. Isı ve mekanik hareket plastiği eriterek homojen bir eriyik haline getirir.
- Ekstrüzyon: Erimiş plastik bir kalıptan geçirilerek parison adı verilen sürekli içi boş bir tüp oluşturulur. Kalıp, nihai ürün için kritik olan parisonun çapını ve duvar kalınlığını şekillendirir.
② Parison Oluşumu: Parison, daha sonra havanın geçmesine izin veren merkezi bir açıklığa sahip içi boş bir tüptür. Basit parçalar için parison tek tip kalınlığa sahiptir, ancak karmaşık şekiller için bir parison programcısı, parison ekstrüde edilirken kalınlığı dinamik olarak değiştirmek için kalıp boşluğunu ayarlayabilir.
③ Kalıp Kapatma: Parison, termal iletkenliği nedeniyle genellikle alüminyumdan yapılan soğutulmuş bir metal kalıbın iki yarısı arasına yerleştirilir. Kalıp parisonun etrafını kapatır, plastiği hapsetmek ve şişirmeye hazırlamak için alttan (ve bazen üstten) sızdırmaz hale getirir.
Üfleme: Basınçlı hava, bir üfleme pimi veya iğnesi aracılığıyla parisonun içine üflenir. Hava basıncı parisonu şişirerek genişlemesine ve kalıbın iç şekline uymasına neden olur. Plastiğin patlamadan veya ince noktalar bırakmadan kalıbı doldurmasını sağlamak için basınç dikkatlice kontrol edilmelidir.
⑤ Soğutma: Soğutma kanalları (genellikle soğutulmuş su dolaştıran) ile donatılmış kalıp, şişirilmiş plastiği katılaştırmak için hızla soğutur. Bu adım, parçanın şeklini korumasını ve deforme olmadan taşınabilmesini sağlar. Soğutma süresi parçanın kalınlığına ve kullanılan malzemeye bağlıdır.
Fırlatma: Plastik sertleştikten sonra kalıp açılır ve bitmiş parça genellikle hava veya mekanik ejektörler yardımıyla çıkarılır. Bu aşamada, parçada flaş olarak bilinen fazla malzeme hala bağlı olabilir.
⑦ Kırpma: Flaş - kalıbın ayırma çizgisinden veya sıkıştırma alanlarından fazla plastik - aletlerle manuel olarak veya bıçaklar veya diğer ekipmanlar kullanılarak otomatik olarak çıkarılır. Bu adım parçanın şeklini tamamlar ve uygulamaya bağlı olarak ek son işlemler (etiketleme gibi) yapılabilir.

2. Başarı için Temel Faktörler:
① Sıcaklık Kontrolü: Çarpılma veya eşit olmayan kalınlık gibi kusurları önlemek için plastik eşit şekilde eritilmeli ve kalıp verimli bir şekilde soğutulmalıdır.
② Parison Kontrolü: Parisonun kalınlığı ve stabilitesi, özellikle karmaşık şekiller için nihai üründe eşit duvar kalınlığı için hayati önem taşır.
③ Hava Basıncı: Uygun basınç, parisonun patlamadan veya eksik kalıplama olmadan tamamen şişmesini sağlar.
④ Kalıp Tasarımı: Kalıp, parçanın geometrisine uygun olmalı ve kolay fırlatmaya izin vermelidir.
3. Sürecin Varyasyonları:
① Sürekli Ekstrüzyon: Parison sabit bir şekilde ekstrüde edilir ve kalıplar hareket ettikçe bunun bölümlerini yakalar. Bu, içecek şişeleri gibi daha küçük parçaların yüksek hacimli üretimi için idealdir.
② Aralıklı Ekstrüzyon: Ekstrüzyon, genellikle daha büyük veya karmaşık parçalar için kullanılan daha hassas kontrol için döngüler arasında duraklar. Buna şunlar dahildir:
③ Pistonlu Vida Yöntemi: Vida, erimiş plastiği toplamak için geri hareket eder, ardından parisonu ekstrüde etmek için ileri hareket eder.
④ Akümülatör Yöntemi: Erimiş plastik bir akümülatörde depolanır ve hızla ekstrüde edilir, yakıt tankları gibi büyük parçalar için uygundur.
Ekstrüzyon Şişirme Kalıplamanın Farklı Türleri Nelerdir?
Ekstrüzyon şişirme, erimiş plastikten bir tüpü (parison olarak adlandırılır) ekstrüde ederek ve bir kalıbın içinde şişirerek şişeler, kaplar ve otomotiv bileşenleri gibi içi boş plastik parçalar üretmek için kullanılan bir üretim sürecidir. Her biri farklı üretim ihtiyaçlarına ve parça gereksinimlerine uygun olan birkaç farklı ekstrüzyon şişirme tipi vardır. Aşağıda ana tipler verilmiştir:
1. Sürekli Ekstrüzyon Şişirme Kalıplama:
Bu tipte, parison makineden sürekli olarak ekstrüde edilir ve kalıplar parçaları oluşturmak için bölümlerini yakalar. Bu yöntem, hızı ve verimliliği nedeniyle plastik şişeler ve kaplar gibi küçük ve orta ölçekli ürünlerin yüksek hacimli üretimi için idealdir. Sürekli ekstrüzyon içindeki varyasyonlar şunları içerir:
- Mekik Şişirme Kalıplama: Kalıplar, parisonu yakalamak için ileri geri hareket ederek (mekik) üretimde esneklik sağlar.
- Döner Tekerlek Şişirme Kalıplama: Birden fazla kalıp dönen bir çark üzerine monte edilerek yüksek hızlı, otomatik üretim sağlanır.

2. Aralıklı Ekstrüzyon Şişirme Kalıplama:
Aralıklı ekstrüzyonda, parison sürekli olarak değil ayrı döngüler halinde ekstrüde edilir ve oluşumu üzerinde daha fazla kontrol sağlanır. Bu tür, daha büyük veya daha karmaşık parçalar için çok uygundur. Ayrıca iki yönteme ayrılabilir:
Pistonlu Vida Yöntemi: Ekstrüderdeki vida, erimiş plastiği biriktirmek için geri hareket eder ve ardından parisonu ekstrüde etmek için ileri hareket eder. Bu yöntem genellikle orta ölçekli parçalar için kullanılır ve iyi bir hassasiyet sunar.
- Akümülatör Yöntemi: Erimiş plastik bir akümülatörde depolanır ve ardından parisonu oluşturmak için hızla ekstrüde edilir. Bu, otomotiv yakıt depoları gibi çok büyük veya karmaşık parçalar için idealdir ve hızlı bir şekilde önemli miktarda malzemeye ihtiyaç duyulur.

3. Ko-Ekstrüzyon Şişirme Kalıplama:
Ko-ekstrüzyon şişirme kalıplama, farklı malzemelerden oluşan birkaç katmana sahip bir parison oluşturmak için birden fazla ekstrüderin kullanılmasını içerir. Bu tür, bariyer direncini artırmak (örneğin gıda ambalajı için) veya estetiği mukavemetle birleştirmek gibi nihai ürünün özelliklerini geliştirir. Ko-ekstrüzyon hem sürekli hem de aralıklı ekstrüzyon süreçlerine uygulanabilir, bu da onu tamamen ayrı bir kategoriden ziyade çok yönlü bir varyasyon haline getirir, ancak önemi nedeniyle genellikle ayrı bir tür olarak listelenir.

Ekstrüzyon Şişirme Kalıplamada Hangi Malzemeler Kullanılır?
Ekstrüzyon Şişirme Kalıplama (EBM), şişeler, kaplar ve otomotiv bileşenleri gibi içi boş plastik parçalar oluşturmak için kullanılan bir üretim sürecidir. Bu süreçte plastik reçine eritilir, parison adı verilen tüp benzeri bir yapıya ekstrüde edilir ve ardından istenen şekli oluşturmak için bir kalıp içinde şişirilir. EBM'de kullanılan malzemeler öncelikle termoplastiklerdir - önemli kimyasal bozulma olmaksızın tekrar tekrar eritilebilen, şekillendirilebilen ve soğutulabilen plastikler.
1. Ekstrüzyon Şişirme Kalıplamada Yaygın Malzemeler:
Aşağıdaki termoplastikler, çok yönlülükleri ve prosesle uyumlulukları nedeniyle EBM'de yaygın olarak kullanılmaktadır:
① Yüksek Yoğunluklu Polietilen (HDPE): Dayanıklılığı ve kimyasal direnci ile bilinen HDPE, EBM'deki en popüler malzemedir. Genellikle süt sürahileri, deterjan şişeleri ve yakıt tankları için kullanılır. Geri dönüştürülebilirliği de onu sürdürülebilir bir seçim haline getirir.
② Polipropilen (PP): PP, ısı direnci ve esneklik sunarak hava kanalları gibi otomotiv parçalarının yanı sıra yeniden kullanılabilir kaplar için de idealdir. Tekrarlanan strese dayanma kabiliyeti önemli bir avantajdır.
③ Polietilen Tereftalat (PET): Enjeksiyon şişirme kalıplamada daha tipik olsa da PET, EBM'de şeffaf, güçlü içecek şişeleri ve gıda ambalajları için kullanılır. İşleme sırasında bozulmayı önlemek için ön kurutma gerektirir.
④ Polivinil Klorür (PVC): PVC sert ve kimyasallara dayanıklıdır, genellikle borular, bağlantı parçaları ve kablo yalıtımı için kullanılır. Tıbbi hortum gibi uygulamalar için esnek hale de getirilebilir.
⑤ Polistiren (PS): Hafif ve kalıplanması kolay olan PS, bardaklar ve yemek tepsileri gibi tek kullanımlık ürünler için kullanılır. Uygun maliyetlidir ancak diğer seçeneklere göre daha az dayanıklıdır.
2. Uzmanlaşmış ve Gelişmekte Olan Malzemeler:
EBM, yaygın malzemelerin ötesinde, özel ihtiyaçlar için özel termoplastikler ve sürdürülebilir alternatifler de kullanmaktadır:
① Polikarbonat (PC): Yüksek darbe dayanımı ve şeffaflığa sahip PC, su soğutucu şişeleri gibi büyük kaplar ve otomotiv parçaları için kullanılır. Daha pahalıdır ancak zorlu uygulamalarda üstünlük sağlar.
② Naylon (Poliamid): Naylon, güç ve sıcaklık direnci sağlayarak endüstriyel ortamlarda yakıt hatları ve hava emme manifoldları için uygun hale getirir. Kullanımı maliyet ile sınırlıdır.
③ Biyoplastikler: Polilaktik asit (PLA) veya biyo-bazlı polietilen gibi gelişmekte olan malzemeler biyolojik olarak parçalanabilir ve çevre dostu ambalajlar için kullanılır. Sürdürülebilir seçenekler olarak ilgi çekiyorlar.

3. Malzeme Tablosu:
| Malzeme | Yaygın Uygulamalar | Anahtar Özellikler |
|---|---|---|
| HDPE | Şişeler, yakıt depoları | Dayanıklı, kimyasallara dirençli |
| PP | Otomotiv parçaları, konteynerler | Isıya dayanıklı, esnek |
| PET | İçecek şişeleri | Net, güçlü |
| PVC | Borular, bağlantı parçaları | Sert, kimyasallara dayanıklı |
| PS | Tek kullanımlık bardaklar, tepsiler | Hafif, kalıplanması kolay |
| Polikarbonat | Su soğutucu şişeleri | Yüksek darbe dayanımı, şeffaf |
| Naylon | Yakıt hatları, manifoldlar | Güçlü, sıcaklığa dayanıklı |
| Biyoplastikler | Sürdürülebilir ambalajlama | Biyolojik olarak parçalanabilir, çevre dostu |
Ekstrüzyon Şişirme Kalıplamanın Başlıca Uygulamaları Nelerdir?
Ekstrüzyon Şişirme Kalıplama (EBM), bir kalıp içinde parison olarak bilinen erimiş bir plastik tüpü şişirerek içi boş plastik parçalar oluşturan yaygın olarak kullanılan bir üretim sürecidir. Bu teknik, çok yönlülüğü, maliyet etkinliği ve hafif, dayanıklı ve karmaşık şekilli ürünler üretme kabiliyeti nedeniyle ödüllendirilmektedir. EBM, su şişeleri gibi günlük ürünlerden özel endüstriyel bileşenlere kadar birçok sektörde modern üretimin temel taşı haline gelmiştir.
1. Yiyecek ve İçecek Sektörü:
Gıda ve içecek sektörü güvenli, pratik ve uygun maliyetli ambalaj çözümleri üretmek için büyük ölçüde EBM'ye güvenmektedir.
- Şişeler ve Kaplar: EBM su şişeleri, süt sürahileri, meyve suyu kapları ve çeşni şişeleri yapımında kullanılır. Bu ürünler hafiftir, kırılmaya karşı dayanıklıdır ve içeriği korumak ve raf ömrünü uzatmak için tasarlanmıştır.
- Gıda Ambalajı: Yoğurt kapları, margarin küvetleri ve saklama kapları gibi ürünler EBM ile üretilir ve genellikle kullanıcı rahatlığı için ergonomik şekillere veya kulplara sahiptir.
Kullanılan Malzemeler:
- Yüksek Yoğunluklu Polietilen (HDPE) ve Polipropilen (PP) gıdalar için güvenli özellikleri, kimyasal dirençleri ve geri dönüştürülebilirlikleri nedeniyle popüler seçeneklerdir.
Neden EBM?
- Hava geçirmez, sızdırmaz ambalajları büyük ölçekte üretme kabiliyeti, onu bozulabilir ürünler için ideal kılmaktadır. Ayrıca EBM, geri dönüştürülmüş plastiklerin kullanılmasını sağlayarak sürdürülebilirlik trendlerini desteklemektedir.

2. Ev ve Kişisel Bakım Ürünleri:
EBM, ev ve kişisel bakım ürünleri için işlevsel ve görsel olarak çekici kaplar oluşturmak için başvurulan bir süreçtir.
- Deterjan ve Temizlik Ürünü Şişeleri: Çamaşır deterjanları, ağartıcılar ve temizlik spreyleri için sağlam, kimyasallara dayanıklı şişeler EBM ile üretilir ve genellikle kolay kullanım için kulplar içerir.
- Kozmetik ve Kişisel Bakım Kapları: Şampuan şişeleri, losyon dispenserleri, deodorant çubukları ve kozmetik kavanozları, EBM'nin kabartmalı logolar veya dokulu yüzeyler gibi karmaşık tasarımlar oluşturma becerisinden yararlanır.
Kullanılan Malzemeler:
HDPE ve Düşük Yoğunluklu Polietilen (LDPE) esneklik ve dayanıklılık sunarken, Polietilen Tereftalat (PET) birinci sınıf ürünler için netlik sağlar.
Neden EBM?
Süreç, karmaşık şekillerin ve marka özelliklerinin doğrudan kalıplanmasına olanak tanıyarak ürün cazibesini artırır. Çok katmanlı ko-ekstrüzyon seçenekleri de bariyer özelliklerini iyileştirerek raf ömrünü uzatır.

3. İlaç ve Sağlık Sektörü:
EBM, sağlık hizmetlerinde katı standartları karşılayan güvenli, hassas ve steril ambalajlar ve bileşenler sunar.
- İlaç Şişeleri: Haplar, şuruplar ve sıvı ilaçlar için şişeler EBM ile üretilir ve genellikle kurcalanmayı önleyen kapaklar veya çocuklara dayanıklı kapaklar içerir.
- Tıbbi Cihaz Bileşenleri: Körükler, sıkma ampulleri ve solunum maskeleri gibi esnek, içi boş parçalar tıbbi uygulamalar için EBM kullanılarak yapılır.
Kullanılan Malzemeler:
PP ve HDPE sterilite ve kimyasal direnç sağlarken, Termoplastik Elastomerler (TPE) hortum ve contalar için esneklik sağlar.
Neden EBM?
Hassasiyeti, mevzuata uygunluk için kritik olan tutarlı kaliteyi sağlar ve doğru dozajlama için dereceli işaretler gibi özellikleri destekler.

4. Otomotiv Endüstrisi:
EBM hafif, dayanıklı bileşenler üreterek araç verimliliğine ve performansına katkıda bulunur.
- Hava Kanalları ve HVAC Bileşenleri: Araçların içindeki havayı yönlendiren karmaşık, içi boş parçalar EBM ile yapılır, ağırlığı azaltır ve yakıt verimliliğini artırır.
- Yakıt Depoları ve Sıvı Rezervuarları: Küçük yakıt depoları (örneğin motosikletler için) ve ön cam yıkama sıvısı veya soğutma sıvısı rezervuarları, sızdırmaz dayanıklılık için EBM ile üretilmiştir.
Kullanılan Malzemeler:
HDPE ve PP ısı direnci sunarken, çok katmanlı ko-ekstrüzyon yakıt geçirgenliğini önlemek için bariyerler ekler.
Neden EBM?
Montaj noktaları gibi entegre özelliklere sahip büyük, karmaşık şekiller üreterek montaj maliyetlerini düşürür ve sektörün hafifletmeye odaklanmasını destekler.

5. Endüstriyel ve Tarımsal Uygulamalar:
EBM, endüstriyel ve tarımsal kullanım için sağlam, büyük ölçekli konteynerler ve bileşenler oluşturmada mükemmeldir.
- Endüstriyel Variller ve Tanklar: Kimyasallar veya yağlayıcılar için 55 galonluk variller gibi büyük kaplar, zorlu koşullara dayanması için EBM ile yapılır.
- Tarım Ürünleri: Sulama kutuları, böcek ilacı püskürtücüleri ve gübre kapları EBM tarafından sağlanan ergonomik tasarımlara sahiptir.
Kullanılan Malzemeler:
HDPE darbe direnci ve kimyasal stabilite sağlarken, PVC özel ihtiyaçlar için sertlik sunar.
Neden EBM?
Kalın duvarlı, tek tip parçalar üretme kabiliyeti dayanıklılık sağlar ve dişli boyunlar gibi entegre özellikler işlevselliği artırır.

6. Oyuncaklar ve Eğlence Ürünleri:
EBM, çocuklar ve açık hava etkinlikleri için güvenli, dayanıklı ve eğlenceli ürünler oluşturmak için yaygın olarak kullanılmaktadır.
- Oyuncaklar: Toplar, oyun evleri ve binek araçlar gibi içi boş plastik oyuncaklar EBM ile üretilir ve pürüzsüz, güvenli kenarlar ve canlı renkler sağlar.
- Spor malzemeleri: Kanolar, kızaklar ve oyun alanı ekipmanları EBM'nin büyük, kesintisiz ve hafif yapılar üretme becerisinden yararlanır.
Kullanılan Malzemeler:
LDPE ve HDPE esneklik, güvenlik ve darbe direnci sağlar.
Neden EBM?
Tasarım esnekliği, entegre özelliklere sahip yaratıcı şekillere olanak tanır ve toksik olmayan, geri dönüştürülebilir malzemelerin kullanımı güvenlik ve çevre standartlarını karşılar.

7. İnşaat ve Altyapı:
EBM, dayanıklı, hava koşullarına dayanıklı bileşenler üreterek inşaatı destekler.
- Borular ve Kanallar: Havalandırma kanalları, drenaj boruları ve koruyucu kapaklar hafif mukavemet için EBM ile yapılmıştır.
- Bariyerler ve Güvenlik Ekipmanları: Trafik konileri, güvenlik bariyerleri ve portatif tuvalet tankları EBM'nin büyük ölçekli yeteneklerinden yararlanır.
Kullanılan Malzemeler:
HDPE ve PVC hava koşullarına dayanıklılık ve uzun ömür sağlar.
Neden EBM?
İnşaat projelerinin yüksek talep ve yapısal ihtiyaçlarını karşılayarak hızlı bir şekilde sorunsuz, tutarlı parçalar sunar.

Ekstrüzyon Şişirme Kalıplamanın Avantajları ve Sınırlamaları
Avantajlar:
① Maliyet Etkinliği: Düşük kalıp ve ekipman maliyetleri sayesinde büyük ölçekli üretim için idealdir.
② Tasarım Esnekliği: Kalıpları veya parison ayarlarını ayarlayarak karmaşık şekilleri kolayca üretir.
③ Malzeme Çok Yönlülüğü: Özel özellikler için çeşitli termoplastiklerle çalışır.
④ Hafif Ürünler: Dayanıklı, hafif ürünler yaratarak malzeme ve nakliye maliyetlerini azaltır.
Sınırlamalar:
① Malzeme İsrafı: Diğer yöntemlere göre daha fazla hurda (flaş) üretir ve verimliliği etkiler.
② İkincil İşlemler: Kırpma gerektirir, zaman ve maliyet ekler.
③ Köşe Doldurma Sorunları: İnce parizonlar keskin köşelerle mücadele eder ve kusur riski taşır.
④ Yetenekli Operasyon: Süreç değişkenlerini yönetmek için eğitimli personele ihtiyaç duyar.
Ekstrüzyon Şişirme Çözümleri
Özel plastik ürünler için uzman ekstrüzyon şişirme çözümlerini keşfedin. Üretim ihtiyaçlarınızı karşılamak için malzemeler, süreçler, tasarım hususları ve sürdürülebilir üretim yöntemleri hakkında bilgi edinin.

Özel Ekstrüzyon Şişirme Çözümü Kılavuzu
- Ekstrüzyon Şişirme Kalıplama Makine ve Ekipmanları
- Ekstrüzyon Şişirme Kalıplamada Temel Tasarım Hususları
- Ekstrüzyon Şişirme Kalıplamanın Diğer Kalıplama Prosesleriyle Karşılaştırılması
- Ekstrüzyon Şişirme Kalıplamada Sık Karşılaşılan Kusurlar Nelerdir?
- EBM'de Prototipleme ve Küçük Seri Üretim
- Ekstrüzyon Şişirme Kalıplamada Sürdürülebilirlik ve Geri Dönüşüm
Ekstrüzyon Şişirme Kalıplamada Hangi Makine ve Ekipmanlar Kullanılır?
Ekstrüzyon şişirme (EBM), plastiği eriterek, bir tüp (parison) haline getirerek, bir kalıp içinde şişirerek ve son şekline soğutarak şişe ve kaplar gibi içi boş plastik parçalar oluşturan bir üretim sürecidir. İlgili makine ve ekipman, bu adımları verimli bir şekilde gerçekleştirmek için uzmanlaşmıştır. İşte ayrıntılı bir döküm:
1. Ekstrüder:
Ekstrüder, plastik peletlerin (örn. HDPE, PP) bir hazneye beslendiği, eritildiği ve karıştırıldığı temel bileşendir. Plastiği eriten ve kalıba doğru iten ısıtılmış bir varilin içinde dönen bir vidaya sahiptir. Modern ekstrüderler genellikle tutarlı bir eriyik sağlamak için hassas sıcaklık ve hız kontrolleri içerir.
2. Ekstrüzyon Kalıbı:
Kalıp, erimiş plastiği parison adı verilen içi boş bir tüp haline getirir. Tasarımı, nihai ürünün kalitesi için kritik öneme sahip olan parisonun çapını ve duvar kalınlığını kontrol eder. Ayarlanabilir kalıplar veya parison programlama sistemleri, özellikle karmaşık parçalarda gerçek zamanlı kalınlık ayarlamalarına olanak sağlar.
3. Şişirme Kalıbı:
Maliyet etkinliği ve ısı iletkenliği nedeniyle tipik olarak alüminyumdan yapılan kalıp, parçanın nihai şeklini oluşturmak için parisonun etrafına kapanan iki yarıdan oluşur. Kalıplar genellikle şişirme sırasında uygun katılaşmayı ve hava çıkışını sağlamak için entegre soğutma kanallarına ve havalandırma deliklerine sahiptir.
4. Üfleme Pimi:
Üfleme pimi, parisonun içine basınçlı hava vererek onu kalıp duvarlarına karşı şişirir. Eşit olmayan kalınlık veya patlamalar gibi kusurları önlemek için konumlandırılması ve hava akışı hassas olmalıdır. Bazı kurulumlarda, üfleme pimi fazla malzemenin kırpılmasına da yardımcı olur.
5. Sıkıştırma Ünitesi:
Bu sistem şişirme ve soğutma sırasında kalıp yarımlarını sabitleyerek içerideki hava basıncına karşı koyar. Hidrolik veya mekanik olabilir, parlama veya kusurlu parçalara yol açabilecek sızıntıları veya yanlış hizalamayı önlemek için yeterli kuvvete sahip olabilir.
6. Soğutma Sistemi:
Soğutma, plastiği hızlı bir şekilde katılaştırmak için soğutulmuş suyu dolaştıran kalıp içindeki su kanalları aracılığıyla gerçekleştirilir. Etkili soğutma, döngü sürelerini azaltır ve eğrilmeyi önler, bazı sistemler ek kontrol için hava soğutması içerir.
7. Kırpma İstasyonu:
Fırlatmadan sonra, kalıbın ayırma çizgisinde veya sıkıştırma alanlarında oluşan fazla plastik (flaş) kırpma istasyonunda çıkarılır. Bu işlem, üretim ölçeğine ve hassasiyet ihtiyaçlarına bağlı olarak manuel aletler, otomatik bıçaklar veya lazerler içerebilir.
8. Ek Ekipman:
① Parison Programlama Cihazları: Eşit duvar kalınlığı için kalıp ayarlarını dinamik olarak yapın.
② Akümülatör Kafaları: Aralıklı ekstrüzyon için erimiş plastiği depolar, büyük veya karmaşık parçalar için idealdir.
③ Otomasyon Sistemleri: Robotlar veya konveyörler, yüksek hacimli kurulumlarda parçaları işleyerek verimliliği artırır.
Ekstrüzyon Şişirme Kalıplamada Temel Tasarım Hususları Nelerdir?
EBM için tasarım yapmak, parçanın işlevselliğini, estetiğini ve üretilebilirliğini dengelemeyi gerektirir. İşte ayrıntılı olarak açıklanan temel hususlar:
1. Duvar Kalınlığı Tekdüzeliği:
Tutarlı duvar kalınlığı güç ve performans sağlar. Parisonun yerçekimi altında sarkma eğilimi incelmeye neden olabilir, bu nedenle tasarımcılar ekstrüzyon sırasında kalınlığı ayarlamak için parison programlamayı kullanır ve kritik alanların (örneğin köşeler) yeterli malzemeye sahip olmasını sağlar.
2. Kalıp Tasarımı:
Kalıp, tutamaklar veya alt kesimler gibi karmaşık özellikler de dahil olmak üzere parçanın geometrisine uygun olmalıdır. Sıkışan havayı tahliye etmek için uygun havalandırmaya, homojen katılaşma için soğutma kanallarına ve parçanın hasar görmeden kolayca çıkarılmasını sağlayan bir tasarıma ihtiyaç duyar.
3. Malzeme Seçimi:
Termoplastik seçimi (örneğin, dayanıklılık için HDPE, ısı direnci için PP, netlik için PET) parçanın gereksinimlerine (mekanik güç, kimyasal direnç veya görünüm) bağlıdır. Malzeme viskozitesi de şişirme sırasında nasıl esneyeceğini etkiler.
4. Ayrılma Çizgisi Yerleşimi:
Kalıp yarılarının birleştiği ayırma çizgisi, parlama oluşumunu ve düzeltme kolaylığını etkiler. Kritik olmayan veya daha az görünür alanlara yerleştirilmesi, işlem sonrası süreci azaltır ve estetiği iyileştirirken işlevsel alanların sağlam kalmasını sağlar.
5. Üfleme Oranı:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Çekim Açıları ve Yarıçaplar:
Hafif konikler (çekim açıları) ve yuvarlatılmış kenarlar (radyüsler) parçanın çıkarılmasını kolaylaştırır, gerilim noktalarını azaltır ve şişirme sırasında malzeme akışını iyileştirerek çatlama veya düzensiz duvarlar gibi kusurları en aza indirir.
7. Pinch-Off Tasarımı:
Sıkıştırma, parisonun altını kapatarak bir kaynak hattı oluşturur. Güçlü bir kıstırma, sızıntıları önler, parlamayı azaltır ve hassas kalıp hizalaması ve basıncı gerektiren stabiliteyi (örneğin, ayakta duran şişeler için) sağlar.

Ekstrüzyon Şişirme Kalıplamanın Diğer Kalıplama Prosesleriyle Karşılaştırılması
EBM, küçük ve hassas parçalar için uygun olan Enjeksiyon Şişirme Kalıplama (IBM) veya çok büyük parçalar için ideal ancak daha yavaş ve daha maliyetli olan Rotasyonel Kalıplamanın (RM) aksine büyük, içi boş parçalar için mükemmeldir. Aşağıdaki tabloya bakınız:
| Süreç | İçin En İyisi | Avantajlar | Sınırlamalar |
|---|---|---|---|
| EBM | Büyük, içi boş parçalar | Uygun maliyetli, esnek | Atık, ikincil adımlar |
| IBM | Küçük, hassas parçalar | Yüksek hassasiyet | Daha yüksek maliyetler, boyut sınırları |
| RM | Çok büyük parçalar | Tek tip kalınlık | Yavaş, pahalı |
Ekstrüzyon Şişirme Kalıplamada Sık Karşılaşılan Kusurlar Nelerdir
EBM'deki kusurlar kaliteden ödün verebilir, ancak uygun ayarlamalarla yönetilebilirler. İşte yaygın sorunların ve çözümlerinin bir listesi:
1. Eşit Olmayan Duvar Kalınlığı:
Sebep: Parison sarkması, tutarsız kalıp ayarları veya kötü programlama.
Düzelt: Kalınlığı gerektiği gibi değiştirmek için parison programlama uygulayın veya ekstrüzyon sırasında parisonu stabilize etmek için destek sistemleri (örn. hava halkaları) kullanın.
2. Patlamalar:
Sebep: Aşırı hava basıncı veya eşit olmayan ısıtma nedeniyle zayıf parison alanları.
Düzelt: Üfleme basıncını düşürün, eşit eriyik sıcaklığı sağlayın veya şişirmeye dayanması için daha yüksek mukavemetli bir malzemeye geçin.
3. Flaş:
Sebep: Yanlış hizalama veya aşınmış kalıplar nedeniyle ayırma çizgisinde fazla malzeme.
Düzelt: Kalıpları tam olarak hizalayın, aşınmış bileşenlerin bakımını yapın veya değiştirin ve aşırı paketlemeyi önlemek için sıkıştırma kuvvetini ayarlayın.
4. Çarpıtma:
Sebep: Düzensiz soğutma iç gerilimlere ve bozulmaya neden olur.
Düzelt: Su akışını veya kalıp sıcaklığını ayarlayarak soğutmayı optimize edin ve katılaşma oranlarını dengelemek için tutarlı duvar kalınlığı sağlayın.
5. Kaynak Hatları:
Sebep: Düşük basınç veya zayıf malzeme kaynaşması nedeniyle sıkışma noktalarında zayıf dikişler.
Düzelt: Daha iyi akış ve yapıştırma için sıkıştırma tasarımını geliştirin, sıkıştırma kuvvetini artırın veya eriyik sıcaklığını ayarlayın.
6. Yüzey Kusurları (örn. Çizgiler, Kabarcıklar):
Sebep: Kirleticiler, reçinede nem veya yanlış eritme.
Düzelt: Kuru, temiz malzemeler kullanın ve daha pürüzsüz bir erime için ekstrüder ayarlarını (vida hızı, kovan ısısı) değiştirin.

EBM'de Prototipleme ve Küçük Seri Üretim
EBM'de prototipleme ve küçük seri üretim, maliyet ve esnekliğe odaklanarak süreci düşük hacimlere uyarlar. İşte nasıl başarıldığı:
1. Daha Küçük Makineler:
Tam ölçekli sistemlere göre daha az enerji ve kurulum süresi gerektiren kompakt EBM makineleri kullanılır. Ağır yatırım yapmadan test etmek veya sınırlı sayıda üretim yapmak için idealdirler.
2. 3D Baskılı Kalıplar:
3D baskılı kalıplarla hızlı prototipleme, teslim sürelerini ve maliyetleri azaltır. Metal kalıplardan daha az dayanıklı olsalar da, ilk tasarımlar veya küçük partiler için yeterlidir ve hızlı yinelemelere izin verirler.
3. Aralıklı Ekstrüzyon:
Genellikle akümülatör kafaları kullanan bu yöntem, erimiş plastiği depolar ve gerektiğinde serbest bırakarak parison oluşumu üzerinde hassas kontrol sağlar; küçük, ayrıntılı çalışmalar veya prototipler için mükemmeldir.

4. Basitleştirilmiş Takımlama:
Tek gözlü kalıplar veya temel takımlar, çok gözlü kurulumlara kıyasla masrafları azaltır ve ölçek büyütmeden önce konseptlerin uygun maliyetli bir şekilde test edilmesini sağlar.
5. Esnek Ayarlamalar:
EBM'nin ayarlanabilir parametreleri (örn. sıcaklık, basınç) ve malzeme çok yönlülüğü, prototipleri verimli bir şekilde iyileştirmek için farklı reçineler veya ayarlarla denemeler yapılmasına olanak tanır.
Ekstrüzyon Şişirme Kalıplamada Sürdürülebilirlik ve Geri Dönüşüm
EBM, çevresel etkiyi azaltan yenilikçi uygulamalarla sürdürülebilirliğe ve geri dönüşüme katkıda bulunur. İşte böyle:
1. Geri Dönüştürülmüş Malzemeler:
EBM'de tüketici sonrası geri dönüştürülmüş plastiklerin (örn. rHDPE) kullanılması işlenmemiş reçinelere olan bağımlılığı azaltmaktadır. Ambalaj gibi birçok ürün artık 50%'ye kadar geri dönüştürülmüş içerik içeriyor ve atıkları azaltırken performansı koruyor.
2. Biyobozunur Plastikler:
EBM için biyolojik olarak parçalanabilen termoplastiklerdeki gelişmeler, özellikle tek kullanımlık uygulamalarda doğal olarak parçalanan ve uzun vadeli kirliliği azaltan çevre dostu alternatifler sunmaktadır.
3. Tasarım Optimizasyonları:
Daha ince duvarlar, aerodinamik şekiller ve daha iyi kalıp tasarımı sayesinde daha az parlama, malzeme kullanımını ve israfı azaltarak kaliteden ödün vermeden verimliliği artırır.
4. Enerji Verimli Makineler:
Modern EBM ekipmanı, değişken hızlı sürücüler ve iyileştirilmiş ısıtma gibi enerji tasarrufu sağlayan teknolojilere sahiptir ve sürecin karbon ayak izini azaltır.
5. Kapalı Döngü Geri Dönüşüm:
Üretim hurdası (örn. flaş) yeniden öğütülür ve yerinde yeniden kullanılır, böylece atık en aza indirilir ve üretim sürecinde döngüsel bir ekonomi desteklenir.
6. Hafifletme:
Daha hafif parçalar oluşturmak, performans standartlarını karşılarken sürdürülebilirlik hedefleriyle uyumlu olarak malzeme ve nakliye enerjisini azaltır.

MÜŞTERİ İÇİN SSS
İle Başlarken Uplastech
Sorularınız mı var? Cevaplarımız var.
Ekstrüzyon, vakumlu şekillendirme, şişirme ve hassas kalıp yapımında uzmanlaşarak çeşitli üretim ihtiyaçlarınızı karşılamak için özelleştirilmiş çözümler sunuyoruz.
B2B ortaklıklarına odaklanarak ve ekstrüzyon, termoform, şişirme ve hassas kalıp yapımı alanlarında çözümler sunarak otomotiv, elektronik, tüketim malları ve ambalaj dahil olmak üzere çeşitli sektörlerle çalışıyoruz.
Evet, çözümlerimizi benzersiz gereksinimlerinize uyacak şekilde uyarlıyoruz.
İletişime Geçin
Fiyat teklifi almak için bize e-posta göndermekten veya aşağıdaki formu doldurmaktan çekinmeyin.
E-posta: uplastech@gmail.com
