 Перейти к содержанию
Перейти к содержанию 
Efficient Injection Blow Molding Solutions
Discover top-tier injection blow molding techniques at Uplastech. Enhance production efficiency with our innovative solutions for diverse applications.

Guide to Custom Injection Blow Molding Solution
What is Injection Blow Molding?
Injection blow molding (IBM) is a manufacturing technique used to produce hollow plastic objects, such as bottles and containers, by integrating injection molding and blow molding. The process starts with injecting molten plastic into a mold to form a preform—a small, tube-like shape with a closed end. This preform is then transferred to a blow molding station, where it is inflated with compressed air to take the shape of the final mold. After cooling, the product is ejected, ready for use. IBM is prized for its ability to create thin-walled, high-quality products with uniform thickness and clarity, making it a go-to choice for industries like packaging and pharmaceuticals.
IBM operates in two main variations: the one-stage process, where the preform is molded and blown in a single continuous cycle, and the two-stage process, where preforms are molded, cooled, and stored before being reheated and blown later. This flexibility makes IBM suitable for both small and large production runs. The process excels at producing fully finished products with no excess material (flash), offering a clean and efficient solution for items requiring precision, such as beverage bottles, cosmetic jars, and medical containers.

How Does Injection Blow Molding Work? A Step by Step Guide
Injection blow molding (IBM) is a manufacturing process that combines the precision of injection molding with the efficiency of blow molding to produce high-quality, hollow plastic products such as bottles, jars, and containers. This method is widely used in industries like pharmaceuticals, cosmetics, and food packaging due to its ability to create small, complex parts with excellent consistency and minimal waste. Below is a detailed, step-by-step guide to how injection blow molding works.
Step 1: Injection Molding (Preform Creation):
The process starts with injection molding. Plastic pellets, such as polyethylene terephthalate (PET) or high-density polyethylene (HDPE), are fed into an injection molding machine. The plastic is heated until it melts and is then injected under high pressure into a mold cavity. This mold shapes the molten plastic into a preform—a small, tube-like structure with a finished neck (e.g., threads for a bottle cap) and a thick wall that will later be stretched during the blowing stage.
• The preform contains the exact amount of plastic needed for the final product, reducing waste.
• The neck finish is fully formed at this stage and remains unchanged throughout the process.
Step 2: Transfer to Blow Molding Station:
Once the preform is created, it is transferred to the blow molding station. This can happen manually or automatically, depending on the setup. In automated systems, a rotary table or gripper moves the preform efficiently while maintaining its shape.
• In a one-stage process, the preform is transferred immediately while still warm.
• In a two-stage process, preforms are cooled, stored, and reheated later for blowing.
Step 3: Heating the Preform:
At the blow molding station, the preform is heated to a precise temperature where it becomes soft and pliable, but not fully molten. This prepares the plastic for stretching during the blowing step.
• For example, PET preforms are typically heated to 90-110°C.
• Uniform heating is critical to ensure even stretching and avoid defects like uneven wall thickness.
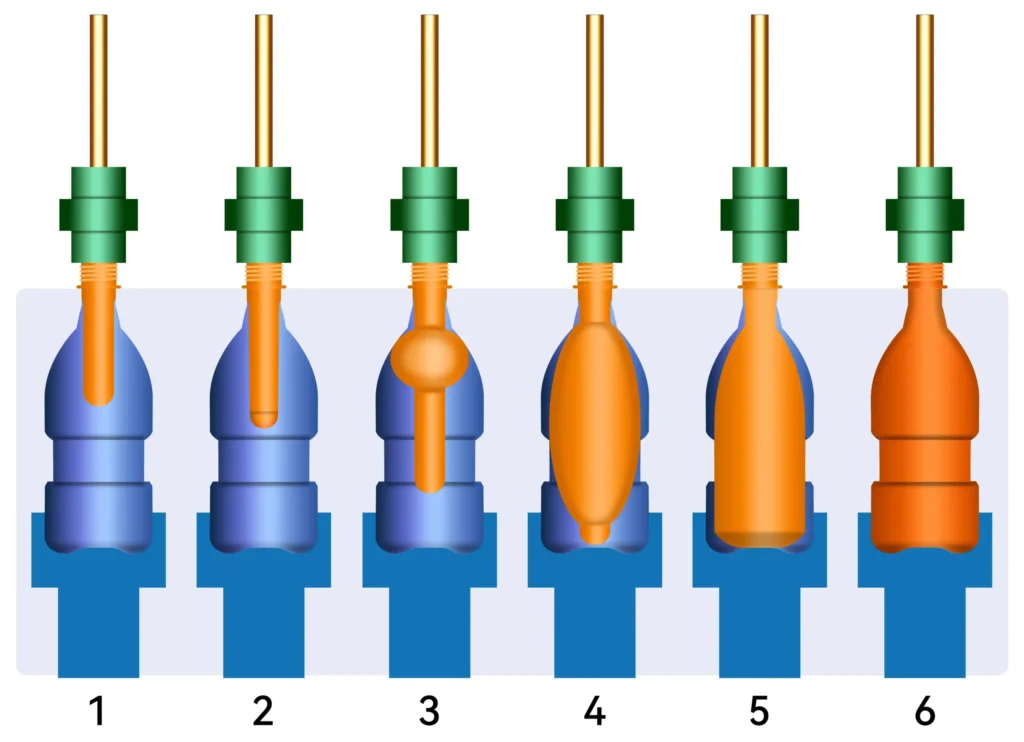
Step 4: Blowing the Preform:
The heated preform is clamped into a blow mold that matches the shape of the final product. A blow pin or needle is inserted, and compressed air (usually at 2-4 MPa or 290-580 psi) is blown into the preform. This air pressure causes the preform to expand and stretch, conforming to the mold’s interior walls.
• The plastic stretches biaxially (radially and axially), thinning out to form the walls of the product.
• The neck, already finished, remains unchanged.
Step 5: Cooling the Mold:
After the preform takes the mold’s shape, the mold is cooled to solidify the plastic. Cold water is typically circulated through channels in the mold to achieve this.
• Uniform cooling prevents warping or distortion.
• Cooling time depends on the material and wall thickness but is optimized for efficiency.
Step 6: Ejection of the Finished Product:
Once the plastic has hardened, the mold opens, and the finished product is ejected. It’s now ready for packaging or additional processing like labeling or filling.
• IBM produces fully finished products with no excess material, eliminating trimming steps.
• The process ensures high repeatability for consistent quality.

What Materials are Commonly Used in Injection Blow Molding?
Injection blow molding commonly uses thermoplastic materials like PET, HDPE, PP, and PVC, each chosen for their specific properties that align with the needs of the final product. PET (Polyethylene Terephthalate) is favored for beverage bottles due to its clarity and gas barrier properties, while HDPE (High-Density Polyethylene) is selected for its durability and chemical resistance, ideal for detergent bottles. PP (Polypropylene) offers heat resistance and flexibility for food containers, and PVC (Polyvinyl Chloride) provides versatility for cosmetic packaging.
The choice of material impacts the product’s performance, cost, and appearance. For instance, PET’s transparency makes it perfect for showcasing contents, while HDPE’s toughness suits industrial applications. Other materials like ABS, polystyrene, or polycarbonate may be used for specialized needs, such as UV resistance or enhanced toughness. Below is a table summarizing these materials and their key attributes:
| Material | Key Properties | Common Uses |
|---|---|---|
| PET | Clarity, gas barrier, lightweight | Beverage bottles |
| HDPE | Durability, chemical resistance | Milk jugs, detergent bottles |
| PP | Heat resistance, flexibility | Food containers, medical devices |
| PVC | Flexibility, clarity | Cosmetic bottles, pipes |

Advantages and Disadvantages of Injection Blow Molding
Injection blow molding offers distinct advantages, including the production of high-quality, thin-walled products with consistent thickness and no flash, making it ideal for small to medium containers like bottles and jars. However, it comes with disadvantages such as higher costs due to complex machinery and slower production rates for some applications compared to alternatives like extrusion blow molding.
Advantages:
① Superior Quality: Produces items with excellent clarity, uniform walls, and precise dimensions.
② No Flash: Eliminates excess material, reducing waste and post-processing.
Versatility: Suitable for both narrow and wide-mouth designs.
Disadvantages:
① Cost: Requires expensive equipment and molds, increasing initial investment.
② Speed: Can be slower than extrusion blow molding for high-volume runs.
Size Limitation: Best for smaller containers, not large industrial parts.
What are the Typical Applications of Injection Blow Molding?
Injection blow molding is widely used to create hollow plastic products like beverage bottles, food containers, pharmaceutical packaging, and cosmetic jars, leveraging its ability to produce lightweight, durable, and visually appealing items. Its precision and quality make it indispensable in industries requiring reliable packaging solutions.

Beverage Bottles:
PET bottles for water and soda benefit from IBM’s strength and clarity.

Food Containers:
Jars for sauces or baby food typically use PP for airtight and safe storage.

Medical Packaging:
Clear, sterile containers for medicines ensure safety and visibility.

Cosmetic Containers:
Stylish bottles for creams and lotions showcase IBM’s design flexibility.
Injection Blow Molding Compare to Other Molding Techniques
Injection blow molding stands out for producing hollow, thin-walled products with high precision, unlike regular injection molding, which is better for solid parts, or extrusion blow molding, which prioritizes speed over accuracy. IBM excels where quality and aesthetics are critical, while alternatives may suit different needs.
1. Vs. Extrusion Blow Molding (EBM): EBM is faster and cheaper for large runs but produces less precise items with flash. IBM offers better quality and no trimming.
2. Vs. Regular Injection Molding: Injection molding is ideal for solid parts but can’t efficiently create hollow designs like IBM.
| Technique | Best For | Pros | Cons |
|---|---|---|---|
| IBM | Hollow, thin-walled parts | High precision, no flash | Higher cost, slower |
| EBM | Large, simple containers | Fast, cost-effective | Less precise, flash |
| Injection Molding | Solid parts | High detail, fast | Limited to solid designs |
Injection Blow Molding: A Comprehensive Guide
Discover injection blow molding: its process, applications, and advantages over other molding techniques. Perfect for manufacturers seeking precision and efficiency.

Guide to Custom Injection Blow Molding Solution
- What Equipment is Required for Injection Blow Molding?
- What are Key Design Tips for Injection Blow Molding?
- What are the Common Defects in Injection Blow Molding?
- How can Injection Blow Molding be Optimized?
- What Environmental Factors Should be Considered?
- How to Choose the Right Mold Material for Injection Blow Molding?
What Equipment is Required for Injection Blow Molding?
Injection Blow Molding (IBM) is a precision manufacturing process that combines injection molding and blow molding to produce high-quality hollow plastic products, such as bottles and containers. To achieve this, several specialized pieces of equipment are required, each playing a critical role in the process. Here’s a detailed look at the essential equipment:
1. Injection Molding Machine:
This is the heart of the IBM process, responsible for creating the preform—a small, tube-like plastic shape that serves as the starting point for the final product. The machine melts plastic resin (e.g., PET or HDPE) and injects it into a mold under high pressure. It consists of an injection unit, which controls the flow of molten plastic, and a clamping system to hold the mold securely. The precision of this machine ensures the preform has consistent dimensions and material distribution, which are vital for uniform blowing later.
2. Blow Molding Station:
After the preform is formed, it is transferred to the blow molding station, where it is inflated into its final shape. This station includes a blow mold that defines the product’s external contours and a system to deliver compressed air (typically 2-4 MPa or 290-580 psi). The air expands the heated preform until it conforms to the mold’s interior, creating a hollow object. The blow molding station must maintain precise pressure and timing to avoid defects like incomplete expansion.
3. Molds:
IBM requires two distinct molds: an injection mold for shaping the preform and a blow mold for forming the final product. These molds are typically made from durable materials like steel or aluminum, engineered to withstand high temperatures and pressures. The injection mold forms critical features like the neck finish, while the blow mold determines the body shape. Mold design and quality directly affect product consistency and production efficiency.
4. Conditioning Equipment (Optional):
In some IBM setups, particularly one-stage processes, a conditioning station is used to adjust the preform’s temperature before blowing. This ensures the plastic is soft enough to stretch evenly but not so hot that it deforms uncontrollably. Conditioning might involve heating or cooling zones, depending on the material and product requirements, and is crucial for achieving clarity and strength in items like PET bottles.
5. Transfer Mechanism:
To move the preform between stations, IBM systems use a transfer mechanism, such as a rotary table, indexing system, or core rods. In multi-station machines, core rods hold the preform as it progresses from injection to conditioning (if applicable) to blowing. This automation ensures a continuous workflow, minimizing delays and maintaining alignment for precision molding.

What are Key Design Tips for Injection Blow Molding?
Designing for Injection Blow Molding requires careful planning to ensure the process runs smoothly and the final product meets quality and functional standards. Key considerations include preform design, material selection, and specific geometric factors. Below are the critical design aspects to address:
1. Preform Design:
The preform is the cornerstone of IBM, and its design determines how the plastic stretches during blowing. It must be tailored to the final product’s shape, with precise control over its length, diameter, and wall thickness. A poorly designed preform can lead to uneven stretching, causing thin spots or excess material. For example, a bottle with a wide body requires a preform with thicker walls in areas that will stretch more, ensuring uniform thickness in the finished product.
2. Neck Finish:
The neck of the product—often including threads, snap-fit features, or sealing surfaces—is formed during the injection stage and remains unchanged during blowing. This demands high precision in the injection mold to ensure the neck aligns with caps or closures. Designers must account for tolerances and shrinkage to avoid leaks or compatibility issues, especially in applications like beverage bottles.
3. Material Selection:
The choice of plastic affects both processability and product performance. Common IBM materials include polyethylene terephthalate (PET), high-density polyethylene (HDPE), and polypropylene (PP), selected for their stretchability and strength. The material must have the right melt flow index and thermal properties to withstand injection and blowing without degrading. For instance, PET is favored for its clarity and barrier properties in packaging.
4. Wall Thickness and Blow Ratio:
Achieving uniform wall thickness is a primary goal in IBM. The blow ratio—the ratio of the final product’s diameter to the preform’s diameter—must be optimized (typically 1.5 to 3) to prevent over-thinning or incomplete expansion. Designers calculate this based on the product’s shape and material properties, adjusting the preform accordingly.
5. Draft Angles and Part Release:
Incorporating slight draft angles (1-2 degrees) into the design facilitates easy removal of the product from the mold. Without these angles, the plastic may stick, leading to surface damage or production delays. This is especially important for deep or complex shapes.

What are the Common Defects in Injection Blow Molding?
Injection Blow Molding can produce exceptional products, but several common defects can arise if the process isn’t carefully controlled. Understanding these issues, their causes, and prevention methods is key to maintaining quality. Here are the most frequent defects:
1. Uneven Wall Thickness:
This occurs when the preform stretches inconsistently, resulting in thin or thick spots. Causes include improper preform design (e.g., incorrect wall thickness distribution), uneven heating, or suboptimal blow pressure. Thin areas weaken the product, while thick areas increase material costs. Regular calibration of temperature and pressure settings can mitigate this.
3. Warping:
Warping happens when the product distorts after ejection, often due to uneven cooling or residual stresses in the plastic. For example, if one side cools faster than another, the product may bend. To prevent this, ensure uniform cooling across the mold and allow adequate cooling time before removal.
3. Incomplete Blowing:
This defect leaves the product misshapen because the preform doesn’t fully expand to fill the mold. It can result from insufficient air pressure, a clogged air channel, or a preform that’s too cold to stretch. Checking air delivery systems and preform temperature can resolve this issue.
4. Surface Imperfections:
Bubbles, streaks, or rough patches on the product’s surface may stem from contaminated resin, excessive moisture, or poor mold venting. These flaws affect aesthetics and, in some cases, functionality. Using clean, dry materials and maintaining molds with proper vents can eliminate surface issues.

How can Injection Blow Molding be Optimized?
Optimizing Injection Blow Molding enhances efficiency, reduces costs, and improves product quality. This involves fine-tuning process parameters, upgrading equipment, and adopting smart technologies. Here’s how to achieve optimization:
1. Temperature Control:
Precise temperature management is critical at every stage. During injection, the plastic must be melted uniformly, while the preform needs to be at an optimal temperature (e.g., 90-110°C for PET) for blowing. Overheating can degrade the material, while underheating prevents proper stretching. Modern systems with real-time temperature sensors ensure consistency.
2. Blow Pressure Adjustment:
The air pressure used to inflate the preform must match the material and product design. Too high a pressure risks rupturing the preform, while too low a pressure causes incomplete blowing. Fine-tuning pressure (typically 2-4 MPa) based on trial runs can achieve ideal wall thickness and shape.
3. Cycle Time Reduction:
Shortening the time for each stage—injection, transfer, blowing, and cooling—increases production rates. However, this must balance with quality; for instance, reducing cooling time too much can cause warping. Efficient mold cooling systems (e.g., water channels) help maintain quality at faster cycles.
4. Mold Optimization:
Upgrading mold design with enhanced cooling channels, better venting, and durable materials reduces cycle times and defects. For example, molds with beryllium copper inserts improve heat transfer, speeding up cooling without compromising precision.
5. Advanced Technologies:
Implementing process monitoring software or automated quality control systems allows real-time adjustments and early defect detection. These tools analyze data like pressure and temperature trends, optimizing the process dynamically.

What Environmental Factors Should be Considered?
Sustainability is increasingly important in manufacturing, and Injection Blow Molding must address environmental impacts related to materials, energy, and waste. Here are the key factors to consider:
1. Recycled Materials:
Using recycled plastics, such as rPET, reduces reliance on virgin resources and supports sustainability goals. For example, many PET bottles now incorporate 25-50% recycled content without sacrificing quality. Ensuring the recycled material is clean and compatible with IBM is essential for consistent results.
2. Energy Consumption:
IBM equipment, particularly the injection and blowing stations, can be energy-intensive. Switching to energy-efficient machines with variable-speed drives or heat recovery systems lowers power usage. Optimizing cycle times and temperatures also cuts energy demands without affecting output.

3. Waste Management:
IBM produces minimal waste since it creates finished products without excess flash. However, scrap from defective parts or startup can be minimized further by recycling it back into the process. Closed-loop systems collect and reprocess this material, reducing landfill use.
4. Regulatory Compliance:
Adhering to environmental standards, such as ISO 14001 or regional recycling mandates, ensures sustainable practices. These guidelines may dictate material choices, emissions limits, or waste disposal methods, aligning IBM with eco-friendly trends.
How to Choose the Right Mold Material for Injection Blow Molding?
The choice of mold material in IBM affects production efficiency, product quality, and cost. Common options include steel, aluminum, and beryllium copper, each with unique properties suited to different needs. Here’s how to select the right one:
1. Steel:
Steel molds, often hardened stainless or tool steel, are the go-to for high-volume production. They offer unmatched durability, resisting wear over thousands of cycles, and maintain precision for intricate designs. However, they come with a higher initial cost and longer machining times, making them less ideal for small runs.
2. Aluminum:
Aluminum molds are lighter, cheaper, and faster to produce, making them perfect for prototyping or low-volume projects. Their excellent thermal conductivity speeds up cooling, reducing cycle times. However, they wear out faster than steel, limiting their use in long-term production.
3. Beryllium Copper:
This material excels in heat dissipation, often used for mold inserts or cooling channels rather than entire molds. It’s ideal for applications needing rapid cooling to prevent defects like warping. Its higher cost restricts it to specific high-performance areas.

Selection Criteria:
① Production Volume: Choose steel for mass production (e.g., millions of cycles) and aluminum for short runs (e.g., thousands of cycles).
② Budget: Aluminum offers cost savings upfront, while steel’s longevity justifies its expense over time.
③ Product Complexity: Intricate designs or tight tolerances favor steel’s precision; simpler shapes may suit aluminum.
Вопросы и ответы для клиента
Начало работы с Uplastech
Есть вопросы? У нас есть ответы.
Мы специализируемся на экструзии, вакуумной формовке, выдувном формовании и прецизионном изготовлении пресс-форм, предлагая индивидуальные решения для удовлетворения ваших разнообразных производственных потребностей.
Мы работаем с различными отраслями промышленности, включая автомобилестроение, электронику, производство потребительских товаров и упаковки, ориентируясь на партнерство в формате B2B и предлагая решения в области экструзии, термоформования, выдувного формования и прецизионного литья.
Да, мы адаптируем наши решения к вашим уникальным требованиям.
Свяжитесь с нами
Напишите нам или заполните форму ниже, чтобы получить предложение.
Электронная почта: uplastech@gmail.com

