
Инновационные решения для экструзионно-выдувного формования
Откройте для себя инновационные услуги компании UPlasTech по экструзионно-выдувному формованию. Экспертные решения для прочных, высококачественных пластиковых изделий.
Руководство по индивидуальному решению для экструзионно-выдувного формования
Что такое экструзионно-выдувное формование?
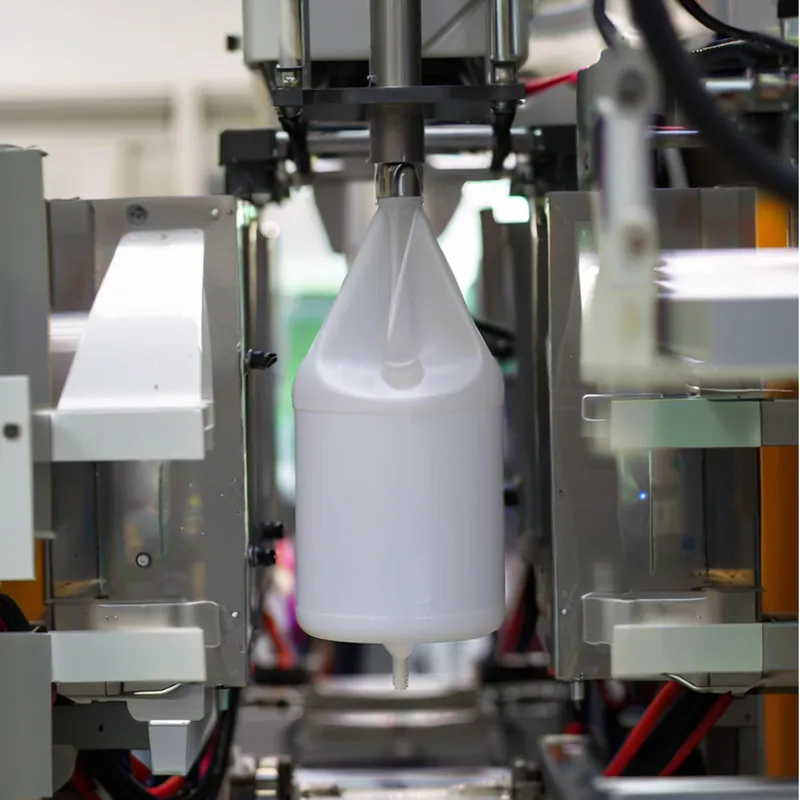
Экструзионно-выдувное формование (ЭВФ) - это производственный процесс, предназначенный для создания полых пластиковых объектов путем раздувания расплавленной пластиковой трубки, известной как паризон, внутри формы. Возникнув на основе техники, схожей с выдуванием стекла, EBM стал основным направлением в индустрии пластмасс с момента его разработки в начале 20-го века. Процесс начинается с расплавления термопластичной смолы, которая затем экструдируется в паролон. Этот отсек захватывается охлажденной металлической формой, и в него вдувается сжатый воздух, заставляя пластик расширяться и соответствовать форме формы. После охлаждения форма открывается, и готовая деталь выбрасывается наружу, часто требуя обрезки для удаления лишнего материала, или флэша.
EBM отличается своей способностью производить большое количество легких и прочных изделий по относительно низкой цене, что делает его идеальным для массового производства. Он широко используется в таких отраслях, как упаковка - для изготовления бутылок для воды и контейнеров для шампуня, и автомобилестроение - для изготовления таких компонентов, как воздуховоды и топливные баки. Приспособляемость к различным формам и размерам в сочетании с более низкой стоимостью пресс-формы по сравнению с другими методами закрепили ее роль в современном производстве.
Как работает экструзионно-выдувное формование?
Экструзионно-выдувное формование (ЭВФ) - это производственный процесс, используемый для создания полых пластиковых деталей, таких как бутылки, контейнеры и автомобильные компоненты. Он включает в себя расплавление пластиковой смолы, формирование ее в трубкоподобную структуру, называемую паронитом, раздувание ее внутри формы сжатым воздухом для достижения желаемой формы, охлаждение и последующее выталкивание готовой детали. Ниже приводится подробное описание процесса с разбивкой на основные этапы.
1. Пошаговый процесс:
① Плавление и экструзия пластмасс:
- Подача материала: Процесс начинается с подачи пластиковых гранул, обычно термопластов, таких как полиэтилен высокой плотности (HDPE), полипропилен (PP) или полиэтилентерефталат (PET), в экструдер через бункер.
- Плавление: Внутри экструдера вращающийся шнек перемещает гранулы через нагретый ствол. Тепло и механическое воздействие расплавляют пластик до однородного расплавленного состояния.
- Экструзия: Расплавленный пластик продавливается через фильеру, образуя непрерывную полую трубку, называемую паролоном. Фильера формирует диаметр и толщину стенок, которые имеют решающее значение для конечного продукта.
② Формация Паризон: Паризон представляет собой полую трубку с центральным отверстием, через которое впоследствии проходит воздух. Для простых деталей паризон имеет одинаковую толщину, но для сложных форм программист паризона может регулировать зазор между матрицами, чтобы динамически изменять толщину по мере выдавливания паризона.
③ Закрытие формы: Парсон помещается между двумя половинами охлаждаемой металлической формы, часто изготовленной из алюминия благодаря его теплопроводности. Форма закрывается вокруг паролона, уплотняя его снизу (а иногда и сверху), чтобы задержать пластик и подготовить его к надуванию.
④ Дуновение: Сжатый воздух нагнетается в паролон через штифт или иглу. Давление воздуха надувает паризон, заставляя его расширяться и соответствовать внутренней форме формы. Давление необходимо тщательно контролировать, чтобы пластик заполнил форму, не лопнув и не оставив тонких участков.
⑤ Охлаждение: В пресс-форме, оснащенной каналами охлаждения (обычно в них циркулирует охлажденная вода), происходит быстрое охлаждение раздутого пластика для его застывания. Благодаря этому деталь сохраняет свою форму и может быть обработана без деформации. Время охлаждения зависит от толщины детали и используемого материала.
⑥ Выброс: После затвердевания пластика форма открывается, и готовая деталь извлекается, часто с помощью воздушных или механических выталкивателей. На этом этапе на детали могут оставаться излишки материала, называемые флэшем.
⑦ Отделка: Вспышка - излишки пластика на линии разъема формы или в местах защемления - удаляется вручную с помощью инструментов или автоматически с помощью ножей или другого оборудования. На этом этапе деталь приобретает окончательную форму, после чего в зависимости от области применения может быть выполнена дополнительная отделка (например, маркировка).

2. Ключевые факторы успеха:
① Контроль температуры: Пластик должен быть расплавлен равномерно, а форма должна эффективно охлаждаться, чтобы избежать таких дефектов, как коробление или неравномерная толщина.
② Контроль за парами: Толщина и стабильность паролона очень важны для обеспечения равномерной толщины стенок конечного продукта, особенно для сложных форм.
③ Давление воздуха: Правильное давление обеспечивает полное раздувание парасона без сдувания или неполной формовки.
④ Дизайн пресс-форм: Форма должна соответствовать геометрии детали и обеспечивать легкое выталкивание.
3. Вариации процесса:
① Непрерывная экструзия: Паризон экструдируется непрерывно, а формы захватывают его участки по мере движения. Это идеальный вариант для крупносерийного производства небольших деталей, например бутылок для напитков.
② Прерывистое экструдирование: Экструзия делает паузы между циклами для более точного контроля, что часто используется для больших или сложных деталей. К ним относятся:
③ Метод винтовой передачи: Шнек движется назад, чтобы собрать расплавленный пластик, а затем вперед, чтобы выдавить парсон.
④ Метод накопления: Расплавленный пластик хранится в аккумуляторе и быстро выдавливается, что подходит для изготовления таких крупных изделий, как топливные баки.
Каковы различные типы экструзионно-выдувного формования?
Экструзионно-выдувное формование - это производственный процесс, используемый для изготовления полых пластиковых деталей, таких как бутылки, контейнеры и автомобильные компоненты, путем выдавливания трубки из расплавленного пластика (так называемого паризона) и раздувания ее внутри формы. Существует несколько различных типов экструзионно-выдувного формования, каждый из которых подходит для различных производственных нужд и требований к деталям. Ниже приведены основные типы:
1. Непрерывное экструзионно-выдувное формование:
В этом типе парсон непрерывно выдавливается из машины, а пресс-формы захватывают его участки для формирования деталей. Этот метод идеально подходит для крупносерийного производства мелких и средних изделий, таких как пластиковые бутылки и контейнеры, благодаря своей скорости и эффективности. Разновидности непрерывной экструзии включают:
- Выдувное формование с челноком: Формы перемещаются вперед-назад (челнок), чтобы захватить паризон, что обеспечивает гибкость производства.
- Выдувное формование с вращающимся колесом: Несколько пресс-форм устанавливаются на вращающееся колесо, что обеспечивает высокоскоростное автоматизированное производство.

2. Выдувное формование с прерывистой экструзией:
При прерывистом экструдировании паризон экструдируется не непрерывно, а отдельными циклами, что обеспечивает больший контроль над его формированием. Этот тип хорошо подходит для больших или более сложных деталей. Далее его можно разделить на два метода:
Метод рециркулирующего винта: Шнек в экструдере движется назад, накапливая расплавленный пластик, а затем вперед, выдавливая парсон. Этот метод обычно используется для изготовления деталей среднего размера и обеспечивает высокую точность.
- Аккумуляторный метод: Расплавленный пластик хранится в аккумуляторе, а затем быстро экструдируется, формируя парсон. Это идеальный вариант для очень больших или сложных деталей, таких как автомобильные топливные баки, где требуется быстро получить значительный объем материала.

3. Коэкструзионное выдувное формование:
Соэкструзионное выдувное формование подразумевает использование нескольких экструдеров для создания парсона с несколькими слоями различных материалов. Этот тип улучшает свойства конечного продукта, например, повышает барьерную стойкость (например, для упаковки пищевых продуктов) или сочетает эстетику с прочностью. Соэкструзия может применяться как к процессам непрерывной, так и прерывистой экструзии, что делает ее универсальной разновидностью, а не полностью отдельной категорией, хотя она часто указывается как отдельный тип из-за своей значимости.

Какие материалы используются при экструзионно-выдувном формовании?
Экструзионно-выдувное формование (ЭВФ) - это производственный процесс, используемый для создания полых пластиковых деталей, таких как бутылки, контейнеры и автомобильные компоненты. В этом процессе пластиковая смола расплавляется, экструдируется в трубкоподобную структуру, называемую паризон, а затем раздувается в пресс-форме, чтобы сформировать желаемую форму. Материалы, используемые в EBM, в основном термопласты - пластмассы, которые можно плавить, формовать и охлаждать многократно без значительного химического разрушения.
1. Распространенные материалы для экструзионно-выдувного формования:
Следующие термопласты широко используются в EBM благодаря своей универсальности и совместимости с процессом:
① Полиэтилен высокой плотности (HDPE): Известный своей прочностью и химической стойкостью, ПЭВП является самым популярным материалом в EBM. Он обычно используется для изготовления молочных кувшинов, бутылок для моющих средств и топливных баков. Возможность вторичной переработки также делает его экологичным выбором.
② Полипропилен (PP): ПП обладает термостойкостью и гибкостью, что делает его идеальным для изготовления автомобильных деталей, таких как воздуховоды, а также многоразовых контейнеров. Его способность выдерживать многократные нагрузки является ключевым преимуществом.
③ Полиэтилентерефталат (ПЭТ): Хотя ПЭТ более характерен для литья под давлением, он используется в EBM для изготовления прозрачных, прочных бутылок для напитков и упаковки для пищевых продуктов. Он требует предварительной сушки, чтобы избежать разрушения в процессе обработки.
④ Поливинилхлорид (ПВХ): Жесткий и химически стойкий ПВХ часто используется для изготовления труб, фитингов и изоляции кабелей. Его также можно сделать гибким для таких применений, как медицинские трубки.
⑤ Полистирол (PS): Легкий и простой в формовке, PS используется для изготовления одноразовых предметов, таких как стаканчики и подносы для еды. Он экономичен, но менее долговечен, чем другие варианты.
2. Специализированные и новые материалы:
Помимо обычных материалов, EBM также использует специализированные термопласты и экологичные альтернативы для решения конкретных задач:
① Поликарбонат (PC): Обладая высокой ударной прочностью и прозрачностью, ПК используется для изготовления больших контейнеров и автомобильных деталей, например бутылок для охлаждения воды. Он дороже, но отлично подходит для сложных задач.
② Нейлон (полиамид): Нейлон обеспечивает прочность и термостойкость, что делает его подходящим для топливопроводов и коллекторов воздухозаборников в промышленных условиях. Его применение ограничено стоимостью.
③ Биопластики: Новые материалы, такие как полимолочная кислота (PLA) или полиэтилен на биооснове, являются биоразлагаемыми и используются для экологичной упаковки. Они набирают популярность как экологичные варианты.

3. Таблица материалов:
| Материал | Общие приложения | Основные свойства |
|---|---|---|
| ПНД | Бутылки, топливные баки | Прочный, химически стойкий |
| PP | Автомобильные детали, контейнеры | Термостойкий, гибкий |
| ПЭТ | Бутылки для напитков | Четкий, сильный |
| ПВХ | Трубы, фитинги | Жесткий, химически стойкий |
| PS | Одноразовые стаканы, подносы | Легкий вес, легко поддается формовке |
| Поликарбонат | Бутылки для охлаждения воды | Высокая ударопрочность, прозрачность |
| Нейлон | Топливопроводы, коллекторы | Прочный, термостойкий |
| Биопластика | Экологичная упаковка | Биоразлагаемый, экологически чистый |
Каковы основные области применения экструзионно-выдувного формования?
Экструзионно-выдувное формование (ЭВФ) - это широко распространенный производственный процесс, при котором полые пластиковые детали создаются путем раздувания расплавленной пластиковой трубки, известной как паризон, внутри пресс-формы. Эта технология ценится за ее универсальность, экономичность и способность производить легкие, прочные и сложные по форме изделия. От повседневных предметов, таких как бутылки для воды, до специализированных промышленных компонентов - EBM стала краеугольным камнем современного производства во многих отраслях.
1. Пищевая промышленность и производство напитков:
Сектор производства продуктов питания и напитков в значительной степени полагается на EBM в производстве безопасных, практичных и экономически эффективных упаковочных решений.
- Бутылки и контейнеры: Из EBM изготавливают бутылки для воды, кувшины для молока, контейнеры для сока и бутылки для приправ. Эти изделия легкие, ударопрочные и предназначены для сохранения содержимого и продления срока годности.
- Упаковка для пищевых продуктов: Такие предметы, как стаканчики для йогурта, ванночки для маргарина и контейнеры для хранения, изготавливаются с использованием EBM, часто с эргономичными формами или ручками для удобства пользователей.
Использованные материалы:
- Полиэтилен высокой плотности (ПЭВП) и полипропилен (ПП) - популярные варианты благодаря своим безопасным для пищевых продуктов свойствам, химической стойкости и возможности переработки.
Почему EBM?
- Способность производить герметичную упаковку в масштабах страны делает ее идеальной для скоропортящихся товаров. Кроме того, EBM поддерживает тенденции устойчивого развития, позволяя использовать переработанные пластики.

2. Товары для дома и личной гигиены:
EBM - это современный процесс создания функциональных и визуально привлекательных контейнеров для предметов быта и личной гигиены.
- Бутылки для моющих и чистящих средств: Прочные, химически стойкие бутылки для стиральных порошков, отбеливателей и чистящих спреев изготавливаются из EBM, часто с ручками для удобства использования.
- Контейнеры для косметики и средств личной гигиены: Флаконы для шампуней, дозаторы для лосьонов, дезодоранты и баночки для косметики выигрывают от способности EBM создавать сложные дизайны, такие как рельефные логотипы или текстурированные поверхности.
Использованные материалы:
ПНД и полиэтилен низкой плотности (ПЭНП) обеспечивают гибкость и долговечность, а полиэтилентерефталат (ПЭТ) - прозрачность для продукции премиум-класса.
Почему EBM?
Этот процесс позволяет напрямую формовать изделия сложной формы и брендировать их, что повышает привлекательность продукции. Многослойные варианты соэкструзии также улучшают барьерные свойства, продлевая срок хранения.

3. Фармацевтическая промышленность и здравоохранение:
В здравоохранении EBM обеспечивает безопасную, точную и стерильную упаковку и компоненты, отвечающие строгим стандартам.
- Фармацевтические бутылки: Бутылки для таблеток, сиропов и жидких лекарств производятся с использованием EBM, часто с крышками с контролем вскрытия или крышками, устойчивыми к воздействию детей.
- Компоненты медицинского оборудования: Гибкие полые детали, такие как сильфоны, колбы и дыхательные маски, изготавливаются с помощью EBM для медицинских целей.
Использованные материалы:
ПП и ПНД обеспечивают стерильность и химическую стойкость, а термопластичные эластомеры (TPE) обеспечивают гибкость трубок и уплотнений.
Почему EBM?
Его точность обеспечивает стабильное качество, что очень важно для соблюдения нормативных требований, и поддерживает такие функции, как градуированная маркировка для точного дозирования.

4. Автомобильная промышленность:
EBM способствует повышению эффективности и производительности автомобилей за счет производства легких и прочных компонентов.
- Воздуховоды и компоненты систем отопления, вентиляции и кондиционирования воздуха: Сложные полые детали, которые направляют воздух внутри автомобилей, изготавливаются с помощью EBM, что позволяет снизить вес и повысить топливную эффективность.
- Топливные баки и резервуары для жидкостей: Небольшие топливные баки (например, для мотоциклов) и резервуары для жидкости стеклоомывателя или охлаждающей жидкости изготавливаются с применением EBM для защиты от протечек.
Использованные материалы:
ПЭНД и ПП обеспечивают термостойкость, а многослойная соэкструзия добавляет барьеры, препятствующие проникновению топлива.
Почему EBM?
Она позволяет создавать большие сложные формы с интегрированными элементами, такими как точки крепления, что сокращает затраты на сборку и поддерживает стремление отрасли к облегчению веса.

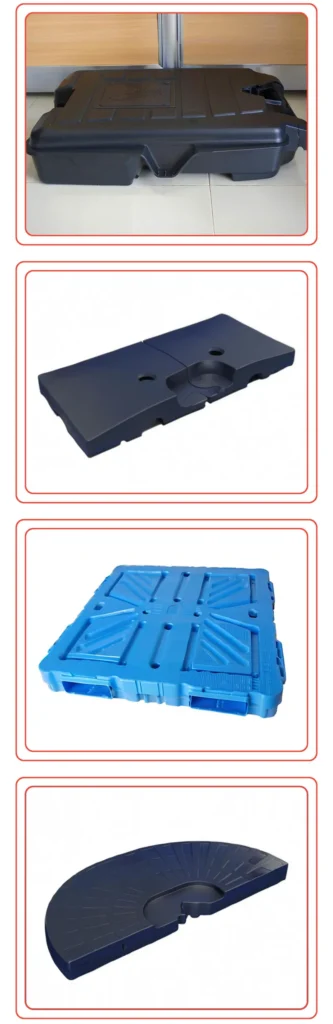
5. Промышленное и сельскохозяйственное применение:
Компания EBM специализируется на создании прочных, крупногабаритных контейнеров и компонентов для промышленного и сельскохозяйственного использования.
- Промышленные барабаны и резервуары: Большие контейнеры, такие как 55-галлонные бочки для химикатов или смазочных материалов, изготавливаются из EBM, чтобы выдерживать суровые условия эксплуатации.
- Сельскохозяйственная продукция: Лейки, распылители пестицидов и контейнеры для удобрений имеют эргономичную конструкцию, созданную с помощью EBM.
Использованные материалы:
ПНД обеспечивает ударопрочность и химическую устойчивость, а ПВХ - жесткость для конкретных нужд.
Почему EBM?
Его способность производить толстостенные, однородные детали обеспечивает долговечность, а встроенные элементы, такие как резьбовые горловины, повышают функциональность.

6. Игрушки и товары для отдыха:
EBM широко используется для создания безопасных, прочных и веселых товаров для детей и активного отдыха.
- Игрушки: Полые пластмассовые игрушки, такие как мячи, игровые домики и машины-каталки, изготавливаются с применением технологии EBM, обеспечивающей гладкие, безопасные края и яркие цвета.
- Спортивные товары: Байдарки, санки и оборудование для детских площадок позволяют EBM создавать большие, бесшовные и легкие конструкции.
Использованные материалы:
LDPE и HDPE обеспечивают гибкость, безопасность и ударопрочность.
Почему EBM?
Гибкость дизайна позволяет создавать креативные формы с интегрированными функциями, а использование нетоксичных, перерабатываемых материалов соответствует стандартам безопасности и экологичности.

7. Строительство и инфраструктура:
EBM поддерживает строительство, производя прочные, устойчивые к атмосферным воздействиям компоненты.
- Трубы и воздуховоды: Вентиляционные каналы, дренажные трубы и защитные кожухи изготовлены из материала EBM, обеспечивающего легкую прочность.
- Барьеры и защитное оборудование: Дорожные конусы, барьеры безопасности и переносные баки для туалетов - все это благодаря крупномасштабным возможностям EBM.
Использованные материалы:
ПНД и ПВХ обеспечивают устойчивость к атмосферным воздействиям и долговечность.
Почему EBM?
Он быстро поставляет бесшовные, согласованные детали, удовлетворяя высокий спрос и структурные потребности строительных проектов.

Преимущества и ограничения экструзионно-выдувного формования
Преимущества:
① Экономичность: Низкая стоимость пресс-формы и оборудования делает ее идеальной для крупномасштабного производства.
② Гибкость конструкции: Легко создает сложные формы, регулируя параметры пресс-форм или паронита.
③ Универсальность материалов: Работает с различными термопластами для получения индивидуальных свойств.
④ Легкие изделия: Создает прочные и легкие изделия, сокращая расходы на материалы и доставку.
Ограничения:
① Отходы материалов: По сравнению с другими методами производит больше лома (флэш), что снижает эффективность.
② Вторичные операции: Требует обрезки, что увеличивает время и затраты.
③ Проблемы с заполнением углов: Тонкие паризончики с трудом справляются с острыми углами, что чревато появлением дефектов.
④ Квалифицированная работа: Требуется обученный персонал для управления переменными процесса.
Решения для экструзионно-выдувного формования
Откройте для себя экспертные решения в области экструзионно-выдувного формования для изготовления изделий из пластмасс на заказ. Узнайте о материалах, процессах, конструкторских решениях и устойчивых методах производства для удовлетворения ваших производственных потребностей.

Руководство по индивидуальному решению для экструзионно-выдувного формования
- Машины и оборудование для экструзионно-выдувного формования
- Ключевые аспекты проектирования при экструзионно-выдувном формовании
- Экструзионно-выдувное формование в сравнении с другими процессами формования
- Какие дефекты часто встречаются при экструзионно-выдувном формовании?
- Прототипирование и мелкосерийное производство в EBM
- Устойчивое развитие и переработка отходов в экструзионно-выдувном формовании
Какие машины и оборудование используются при экструзионно-выдувном формовании?
Экструзионно-выдувное формование (ЭВФ) - это производственный процесс, в ходе которого создаются полые пластиковые детали, такие как бутылки и контейнеры, путем расплавления пластика, формирования его в трубку (parison), раздувания внутри формы и охлаждения для придания конечной формы. Для эффективного выполнения этих этапов используются специализированные машины и оборудование. Вот подробное описание:
1. Экструдер:
Экструдер - это основной компонент, в котором пластиковые гранулы (например, ПЭНД, ПП) подаются в бункер, расплавляются и перемешиваются. Вращающийся шнек внутри нагреваемого ствола расплавляет пластик и направляет его в фильеру. Современные экструдеры часто оснащаются точными регуляторами температуры и скорости для обеспечения равномерного расплава.
2. Экструзионная пресс-форма:
Штамп придает расплавленному пластику форму полой трубки, называемой паризон. Конструкция штампа контролирует диаметр и толщину стенок, которые имеют решающее значение для качества конечного продукта. Регулируемые штампы или системы программирования гарнитуры позволяют регулировать толщину в режиме реального времени, особенно в сложных деталях.
3. Выдувная форма:
Как правило, пресс-форма изготавливается из алюминия, который отличается экономичностью и теплопроводностью, и состоит из двух половин, которые смыкаются вокруг детали для придания ей окончательной формы. Формы часто имеют встроенные охлаждающие каналы и вентиляционные отверстия для обеспечения надлежащего затвердевания и выхода воздуха при надувании.
4. Продувочный штифт:
Выдувной штифт подает сжатый воздух в паризон, раздувая его о стенки формы. Его позиционирование и подача воздуха должны быть точными, чтобы избежать таких дефектов, как неравномерная толщина или выдувание. В некоторых установках выдувной штифт также помогает обрезать излишки материала.
5. Зажимное устройство:
Эта система фиксирует половинки пресс-формы во время надувания и охлаждения, противодействуя давлению воздуха внутри. Она может быть гидравлической или механической, с достаточным усилием для предотвращения утечек или смещения, которые могут привести к вспышкам или дефектам деталей.
6. Система охлаждения:
Охлаждение осуществляется через водяные каналы внутри пресс-формы, по которым циркулирует охлажденная вода для быстрого застывания пластика. Эффективное охлаждение сокращает время цикла и предотвращает коробление, а некоторые системы оснащены воздушным охлаждением для дополнительного контроля.
7. Станция обрезки:
После выталкивания излишки пластика (флэш), образовавшиеся на линии разъема пресс-формы или в зонах защемления, удаляются на станции обрезки. Для этого могут использоваться ручные инструменты, автоматические ножи или лазеры, в зависимости от масштаба производства и требуемой точности.
8. Дополнительное оборудование:
① Устройства программирования Parison: Динамическая настройка параметров штампа для получения равномерной толщины стенок.
② Накопительные головки: Хранят расплавленный пластик для прерывистой экструзии, идеально подходят для больших или сложных деталей.
③ Системы автоматизации: Роботы или конвейеры обрабатывают детали при больших объемах производства, повышая эффективность.
Каковы ключевые аспекты проектирования при экструзионно-выдувном формовании?
Проектирование для EBM требует соблюдения баланса между функциональностью, эстетикой и технологичностью детали. Вот ключевые соображения, которые подробно описаны:
1. Равномерность толщины стенок:
Постоянная толщина стенок обеспечивает прочность и эксплуатационные характеристики. Склонность парисона к провисанию под действием силы тяжести может привести к истончению, поэтому разработчики используют программирование парисона для регулировки толщины в процессе экструзии, обеспечивая достаточное количество материала в критических областях (например, в углах).
2. Дизайн пресс-формы:
Пресс-форма должна соответствовать геометрии детали, включая такие сложные элементы, как ручки или подрезы. Она должна иметь надлежащие вентиляционные отверстия для выпуска воздуха, каналы охлаждения для равномерного затвердевания и конструкцию, позволяющую легко извлекать детали без повреждений.
3. Выбор материала:
Выбор термопластика (например, ПНД для долговечности, ПП для термостойкости, ПЭТ для прозрачности) зависит от требований к детали - механической прочности, химической стойкости или внешнего вида. Вязкость материала также влияет на то, как он растягивается при надувании.
4. Размещение линии пробора:
Линия раздела, где стыкуются половинки пресс-формы, влияет на образование вспышек и легкость обрезки. Ее размещение в некритичных или менее заметных местах сокращает объем постобработки и улучшает эстетику, при этом функциональные зоны остаются нетронутыми.
5. Соотношение ударов:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Черновые углы и радиусы:
Небольшие конусы (углы осадки) и закругленные края (радиусы) облегчают извлечение деталей, уменьшают точки напряжения и улучшают поток материала при надувании, сводя к минимуму такие дефекты, как трещины или неровные стенки.
7. Конструкция Pinch-Off:
Отжим запечатывает дно парсона, образуя линию сварного шва. Сильный отжим предотвращает протечки, уменьшает вспышки и обеспечивает устойчивость (например, для стоячих бутылок), требуя точного выравнивания формы и давления.

Экструзионно-выдувное формование в сравнении с другими процессами формования
В отличие от инжекционно-выдувного формования (IBM), которое подходит для небольших, точных изделий, или ротационного формования (RM), которое идеально подходит для очень больших деталей, но является более медленным и дорогостоящим. См. таблицу ниже:
| Процесс | Лучшее для | Преимущества | Ограничения |
|---|---|---|---|
| EBM | Большие полые детали | Экономичность, гибкость | Отходы, вторичные этапы |
| IBM | Мелкие, точные детали | Высокая точность | Более высокая стоимость, ограничения по размеру |
| RM | Очень крупные детали | Равномерная толщина | Медленно, дорого |
Какие дефекты часто встречаются при экструзионно-выдувном формовании
Дефекты в EBM могут снизить качество, но они устранимы при правильной корректировке. Вот список распространенных проблем и их решений:
1. Неравномерная толщина стенок:
Причина: Провисание паролона, неправильные настройки матрицы или некачественное программирование.
Фикс: Программируйте толщину паролона, чтобы изменять ее по мере необходимости, или используйте вспомогательные системы (например, воздушные кольца) для стабилизации паролона во время экструзии.
2. Удары:
Причина: Чрезмерное давление воздуха или слабые зоны паронита из-за неравномерного нагрева.
Фикс: Уменьшите давление выдува, обеспечьте равномерную температуру расплава или перейдите на более прочный материал, чтобы выдержать надувание.
3. Вспышка:
Причина: Избыток материала на линии раздела из-за несоосности или износа пресс-форм.
Фикс: Точно выравнивайте пресс-формы, обслуживайте или заменяйте изношенные компоненты и регулируйте усилие смыкания, чтобы избежать переполнения.
4. Искривление:
Причина: Неравномерное охлаждение, вызывающее внутренние напряжения и деформации.
Фикс: Оптимизируйте охлаждение, регулируя расход воды или температуру пресс-формы, и обеспечьте постоянную толщину стенок, чтобы сбалансировать скорость затвердевания.
5. Линии сварки:
Причина: Слабые швы в местах защемления из-за низкого давления или плохого сплавления материала.
Фикс: Улучшите конструкцию защемления, увеличьте усилие зажима или отрегулируйте температуру расплава для лучшей текучести и склеивания.
6. Дефекты поверхности (например, разводы, пузыри):
Причина: Загрязнения, влага в смоле или неправильное плавление.
Фикс: Используйте сухие, чистые материалы и регулируйте настройки экструдера (скорость шнека, нагрев ствола) для получения более гладкого расплава.

Прототипирование и мелкосерийное производство в EBM
Прототипирование и мелкосерийное производство в EBM адаптируют процесс к небольшим объемам, уделяя особое внимание стоимости и гибкости. Вот как это достигается:
1. Малые машины:
Используются компактные машины EBM, требующие меньше энергии и времени на настройку, чем полномасштабные системы. Они идеально подходят для тестирования или производства ограниченных партий продукции без больших инвестиций.
2. 3D-печатные формы:
Быстрое прототипирование с помощью 3D-печатных форм сокращает сроки изготовления и расходы. Хотя они менее прочны, чем металлические формы, их достаточно для первоначального дизайна или небольших партий, что позволяет быстро проводить итерации.
3. Прерывистая экструзия:
Этот метод, часто с использованием аккумуляторных головок, накапливает расплавленный пластик и выпускает его по мере необходимости, обеспечивая точный контроль над формированием паронита - идеальное решение для небольших, детальных партий или прототипов.

4. Упрощенная оснастка:
Одногнездные пресс-формы или базовая оснастка снижают затраты по сравнению с многогнездными установками, позволяя проводить доступные испытания концепций перед масштабированием.
5. Гибкая настройка:
Регулируемые параметры EBM (например, температура, давление) и универсальность материалов позволяют экспериментировать с различными смолами или настройками для эффективной доработки прототипов.
Устойчивое развитие и переработка отходов в экструзионно-выдувном формовании
Компания EBM вносит свой вклад в устойчивое развитие и переработку отходов, применяя инновационные методы, которые снижают воздействие на окружающую среду. Вот как:
1. Переработанные материалы:
Использование переработанного пластика (например, rHDPE) в EBM сокращает потребление первичных смол. Многие продукты, например, упаковка, теперь содержат до 50% переработанного сырья, что позволяет сохранить эксплуатационные характеристики и сократить количество отходов.
2. Биоразлагаемые пластики:
Достижения в области биоразлагаемых термопластов для EBM предлагают экологически чистые альтернативы, разлагающиеся естественным образом и снижающие долгосрочное загрязнение окружающей среды, особенно в одноразовых применениях.
3. Оптимизация дизайна:
Более тонкие стенки, обтекаемые формы и уменьшение вспышек благодаря улучшенной конструкции пресс-формы снижают расход материала и количество отходов, повышая эффективность без снижения качества.
4. Энергоэффективное оборудование:
Современное оборудование EBM оснащено энергосберегающими технологиями, такими как приводы с переменной скоростью и улучшенный нагрев, что снижает "углеродный след" процесса.
5. Переработка по замкнутому циклу:
Производственный лом (например, флэш) перемалывается и повторно используется на месте, что позволяет минимизировать количество отходов и поддерживать круговую экономику в процессе производства.
6. Облегчение:
Создание более легких деталей позволяет сократить расход материалов и энергии на транспортировку, что соответствует целям устойчивого развития и одновременно отвечает стандартам производительности.

Вопросы и ответы для клиента
Начало работы с Uplastech
Есть вопросы? У нас есть ответы.
Мы специализируемся на экструзии, вакуумной формовке, выдувном формовании и прецизионном изготовлении пресс-форм, предлагая индивидуальные решения для удовлетворения ваших разнообразных производственных потребностей.
Мы работаем с различными отраслями промышленности, включая автомобилестроение, электронику, производство потребительских товаров и упаковки, ориентируясь на партнерство в формате B2B и предлагая решения в области экструзии, термоформования, выдувного формования и прецизионного литья.
Да, мы адаптируем наши решения к вашим уникальным требованиям.
Свяжитесь с нами
Напишите нам или заполните форму ниже, чтобы получить предложение.
Электронная почта: uplastech@gmail.com
