 Перейти к содержанию
Перейти к содержанию 
Решения для вакуумной формовки тонких стенок
Изучите эффективные решения для тонкостенного вакуумного формования. Откройте для себя инновации и точность для ваших потребностей в области инжекции пластмасс.

Руководство по вакуумной формовке тонкостенных изделий на заказ
Введение в тонкостенную вакуумную формовку
Тонкостенная вакуумная формовка - это производственный процесс, при котором нагретый пластиковый лист формируется над формой с помощью вакуумного давления, в результате чего получаются детали с относительно тонкими стенками. Этот метод особенно подходит для создания прототипов и мало- и среднесерийного производства, предлагая баланс между стоимостью и скоростью.
Вакуумная формовка, часто называемая тонкостенной вакуумной формовкой, когда речь идет о производстве деталей с тонкими стенками, - это метод термоформовки, при котором пластиковый лист нагревается до тех пор, пока не станет податливым, а затем с помощью вакуума плотно притягивается к поверхности формы. Этот процесс ценится за простоту и доступность, он позволяет создавать легкие детали с одинаковой толщиной, которые могут быть прозрачными или непрозрачными в зависимости от материала. Это отличный выбор для производителей, которым требуется эффективное производство тонкостенных изделий, таких как упаковочные лотки, автомобильные панели или крышки для медицинских приборов, особенно когда сложное оборудование или инструменты высокого давления нецелесообразны.

В отличие от более сложных методов, таких как литье под давлением, вакуумная формовка отличается более низкими входными барьерами, требуя менее дорогостоящей оснастки и более простого оборудования. Это делает ее идеальной для малого бизнеса, стартапов или тех, кто создает прототипы новых конструкций, не принимая на себя обязательств по крупномасштабному производству.
Как обрабатывать тонкостенную вакуумную формовку шаг за шагом?
Процесс вакуумной формовки тонких стенок - это упорядоченная, но точная последовательность действий, направленная на изготовление деталей с тонкими, однородными стенками. Вот подробная схема:
1. Отопление:
Тонкий пластиковый лист, например ABS или полистирол, нагревается при температуре от 120 до 180 °C, в результате чего он становится мягким и гибким.
2. Позиционирование пресс-формы:
Нагретый лист аккуратно помещается на форму, изготовленную из алюминия или 3D-печатных полимеров, что обеспечивает точность.
3. Вакуумное применение:
Вакуум плотно притягивает пластик к форме, придавая ему форму и предотвращая чрезмерное растяжение, которое может ослабить деталь.

5. Отделка:
Излишки материала удаляются с помощью фрезеров с ЧПУ или ручной резки, после чего выполняется шлифовка для придания гладкости и полировки.
4. Охлаждение:
Вентиляторы или туман быстро охлаждают пластик, обеспечивая правильное формирование формы и сводя к минимуму любые проблемы с деформацией.
Этот процесс эффективен, часто занимает всего несколько минут на цикл, но требует тщательного соблюдения этапов нагрева и вакуума, чтобы сохранить желаемую тонкость и прочность. Вот таблица с кратким описанием этапов:
| Шаг | Описание |
|---|---|
| Отопление | Тонкий пластиковый лист нагревается до податливого состояния (120°C-180°C). |
| Позиционирование пресс-формы | Нагретый лист выравнивается над формой (алюминиевой или напечатанной на 3D-принтере). |
| Применение вакуума | Вакуум притягивает лист к форме, формируя тонкие стенки (0,5-2 мм). |
| Охлаждение | Деталь охлаждается вентиляторами или туманом для затвердевания тонкостенной структуры. |
| Обрезка | Излишки материала удаляются, а края обрабатываются для получения окончательной тонкостенной детали. |
Преимущества и ограничения тонкостенной вакуумной формовки
Тонкостенная вакуумная формовка обладает определенными преимуществами, но при этом сталкивается с трудностями, которые необходимо учитывать. Представляем подробный обзор:
1. Преимущества:
① Эффективность затрат: Стоимость оснастки относительно невелика, что делает ее доступной для производства тонкостенных деталей в малых и средних количествах (250-3000 штук).
② Легкие детали: Благодаря использованию минимального количества материала, этот процесс позволяет создавать исключительно легкие компоненты, идеально подходящие для тех областей применения, где снижение веса повышает эффективность, например, для автомобильных приборных панелей или деталей аэрокосмических кабин.
③ Быстрое производство: Циклы выполняются быстро - часто менее 10 минут от нагрева до обрезки, что позволяет быстро создавать прототипы или выполнять срочные производственные задачи.
④ Эффективность материала: Тонкостенная вакуумная формовка минимизирует использование пластика, снижая как затраты, так и отходы, причем отходы часто могут быть переработаны.
2. Ограничения:
① Консистенция толщины стенок: Поддержание равномерной толщины на глубоких участках может быть затруднено, что при отсутствии тщательного контроля может привести к появлению тонких участков или структурных недостатков.
② Только простые геометрии: Этот процесс отлично справляется с базовыми формами, но со сложными, например, с подрезами или замысловатыми деталями, что ограничивает его универсальность.
③ Не для больших объемов: Хотя этот метод экономичен для небольших партий, он становится менее конкурентоспособным для крупносерийного производства по сравнению с такими методами, как литье под давлением, из-за необходимости ручной отделки.
④ Вторичная отделка: Обрезка и выравнивание тонкостенных деталей часто требуют дополнительных трудозатрат, что увеличивает общее время и стоимость.

3. Сравнение:
| Преимущества | Ограничения |
|---|---|
| Низкие затраты на оснастку | Сложность обеспечения равномерной толщины стенок |
| Легкие компоненты | Ограничивается простыми формами |
| Быстрые производственные циклы | Менее эффективен при больших объемах производства |
| Сокращение отходов материалов | Требуется дополнительная обрезка и отделка |
Какие материалы используются при вакуумной формовке тонких стенок?
При вакуумной формовке тонких стенок обычно используются различные термопластичные материалы благодаря их способности нагреваться, растягиваться и формировать точные формы. К основным материалам относятся:
| Материалы | Свойства и применение |
|---|---|
| ABS (акрилонитрил-бутадиен-стирол) | Прочный, ударостойкий и легко поддается формовке. Идеально подходит для автомобильных деталей, потребительских товаров и электронных корпусов. |
| HIPS (полистирол высокой ударной вязкости) | Легкий, экономичный, хорошо подходит для упаковки, одноразовых контейнеров и прототипов. Менее термостойкий, чем ABS. |
| ПВХ (поливинилхлорид) | Жесткие или гибкие варианты. Химически стойкие и огнестойкие; используются в медицинском оборудовании, вывесках и строительстве. |
| PETG (полиэтилентерефталат гликоля) | Сочетает в себе прозрачность, прочность и химическую стойкость. Используется для упаковки пищевых продуктов, медицинских приборов и дисплеев. |
| Поликарбонат (PC) | Высокая прочность, прозрачность и термостойкость. Используется для изготовления защитных крышек, осветительных приборов и аэрокосмических компонентов. |
| Полипропилен (PP) | Гибкий, химически стойкий и усталостный. Подходит для живых петель, контейнеров и автомобильных деталей. |
| Акрил (PMMA) | Отличная оптическая прозрачность и устойчивость к УФ-излучению. Идеально подходит для дисплеев, линз и декоративных элементов. |
| ПНД (полиэтилен высокой плотности) | Жесткая, химически стойкая и влагонепроницаемая. Используется для изготовления промышленных контейнеров и технических деталей. |
Факторы отбора:
Выбор материала зависит от таких требований, как прочность, гибкость, термостойкость, химическая стойкость и стоимость. При тонкостенном формовании часто предпочтение отдается материалам с хорошими характеристиками текучести (например, PETG, ABS) для получения точных, легких деталей без разрывов.
Основные конструктивные соображения при вакуумной формовке тонких стенок
Проектирование для вакуумной формовки тонких стенок требует особых рекомендаций, чтобы тонкостенные детали были функциональными и пригодными для производства:
① Черновые углы: Углы наклона 5°-10° для женских форм и 3°-5° для мужских форм позволяют легко извлекать их, не повреждая тонкие стенки.

② Толщина стенок: Стремитесь к равномерной толщине (0,5-2 мм), чтобы избежать слабых мест; при отсутствии тщательного планирования может произойти неравномерное растяжение.
③ Избегайте глубоких втягиваний: Во избежание чрезмерного истончения или разрыва детали глубину вытяжки следует делать небольшой - в идеале менее 75% от наименьшей ширины детали.
④ Закругленные черты: Используйте большие радиусы (минимум 3 мм) и сглаженные углы, чтобы уменьшить напряжение и трещины в тонких стенках.
⑤ Предельные подрезы: Сведите к минимуму подрезы и выступы, так как они затрудняют освобождение формы и могут потребовать дополнительной оснастки.
Области применения тонкостенной вакуумной формовки
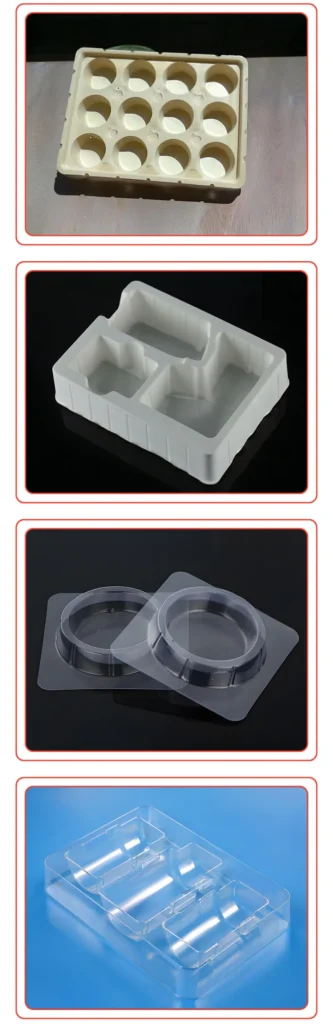
Тонкостенная вакуумная формовка - это универсальный и экономически эффективный производственный процесс, используемый для изготовления легких, прочных и точных пластиковых деталей. Он применяется в различных отраслях промышленности благодаря своей эффективности в создании сложных форм с минимальными отходами материала. Основные области применения включают:
1. Упаковка:
① Упаковка для пищевых продуктов: Подносы, контейнеры с крышкой и одноразовые стаканчики.
② Блистерные упаковки: Для фармацевтических препаратов, электроники или потребительских товаров.
③ Упаковка для розничной торговли: Контейнеры нестандартной формы для косметики, игрушек или электроники.
2. Потребительские товары:
① Одноразовая посуда: Тарелки, миски и столовые приборы.
② Предметы домашнего обихода: Контейнеры для хранения, вкладыши для холодильников или душевые панели.
③ Косметические контейнеры: Тонкостенные баночки, крышки и контейнеры.
3. Медицина и здравоохранение:
① Стерильные лотки: Для упаковки хирургических инструментов или медицинских изделий.
② Одноразовые компоненты: Стаканчики для образцов, органайзеры для таблеток или защитные крышки.
4. Сельское хозяйство:
① Лотки для рассады: Тонкостенные, многоразовые лотки для размножения растений.
② Защитные покрытия: Для оборудования или культур.




Решения для вакуумной формовки тонких стенок
Откройте для себя долговечные, высокоточные решения для термоформования с поддержкой индивидуального проектирования и универсальностью материалов. Запросите цену сегодня!

Руководство по вакуумной формовке тонкостенных изделий на заказ
- Автоматизация вакуумной формовки тонких стенок
- Проблемы и решения в области вакуумной формовки тонких стенок
- Как расширить производство с помощью тонкостенной вакуумной формовки?
- Вакуумная формовка тонких калибров в сравнении с вакуумной формовкой толстых калибров
- Высококачественные, стабильные тонкостенные формы для термоформования
- Каковы различные типы тонкостенных термоформовочных форм?
Автоматизация вакуумной формовки тонких стенок
Автоматизация преобразует тонкостенную вакуумную формовку, повышая эффективность и последовательность. Вот как современные технологии интегрированы в этот процесс:
① Роботизированная обработка материалов: Роботы загружают пластиковые листы в машину и извлекают готовые детали, сокращая ручной труд и ускоряя время цикла.
② Отделка с ЧПУ: После формовки станки с числовым программным управлением (ЧПУ) точно обрезают излишки материала с тонкостенных деталей, обеспечивая чистоту краев и повторяемость.
③ Проверки качества на линии: Автоматические датчики контролируют температуру листа, вакуумное давление и размеры деталей в режиме реального времени, выявляя проблемы до их возникновения.
④ Программируемые логические контроллеры (ПЛК): Эти системы управляют всем процессом нагрева, формовки и охлаждения с помощью заранее заданных параметров, сводя к минимуму человеческий фактор.
При среднем тираже в 1000 деталей автоматизация позволяет сократить время производства на 20-30% при одновременном повышении однородности, что делает ее революционным решением для отраслей с высоким спросом.

Проблемы и решения в области вакуумной формовки тонких стенок
Тонкостенная вакуумная формовка имеет множество преимуществ, но в то же время она сопряжена с проблемами, которые производители должны решать:
1. Неравномерное прореживание:
① Вызов: Глубокая вытяжка может слишком сильно растягивать материал, ослабляя некоторые участки.
② Решение: Используйте вспомогательные инструменты, которые предварительно равномерно растягивают лист перед тем, как вакуум втянет его в форму.
2. Искривление:
① Проблема: тонкие детали могут деформироваться при охлаждении из-за внутренних напряжений.
② Решение: Оптимизируйте скорость охлаждения с помощью вентиляторов или водяного тумана и используйте приспособления для фиксации формы детали во время охлаждения.
3. Ограниченная деталь:
① Вызов: По сравнению с литьем под давлением вакуумная формовка не справляется со сложными элементами.
② Решение: Сочетание с формованием под давлением или последующей обработкой для получения более тонких деталей.
Как расширить производство с помощью тонкостенной вакуумной формовки?
Масштабирование от прототипа до полного производства при вакуумной формовке тонких стенок требует стратегического планирования. Вот как производители могут осуществить плавный переход:
① Создание прототипов: Начните с недорогих 3D-печатных или деревянных форм для тестирования дизайна. Одна форма для прототипа может стоить всего $150.
② Маленькие пробеги: Перейдите на алюминиевые формы для партий 100-500 штук. Эти формы долговечны и в то же время доступны по цене, обеспечивая баланс между стоимостью и качеством.
③ Крупносерийное производство: При производстве более 1000 изделий многогнездные пресс-формы (формирующие несколько деталей одновременно) увеличивают производительность. Затраты на оснастку возрастают, но стоимость каждой детали значительно снижается.
④ Оптимизация процессов: Точная настройка времени нагрева, силы вакуума и обрезки для максимальной производительности без снижения качества.

Вакуумная формовка тонких калибров в сравнении с вакуумной формовкой толстых калибров
Тонкостенная вакуумная формовка и толстостенная вакуумная формовка - это две разновидности процесса термоформовки, отличающиеся, прежде всего, толщиной используемых пластиковых листов и областью применения.
1. Толщина материала:
① Тонкий калибр: Пластиковые листы толщиной менее 0,060 дюйма (1,5 мм), часто поставляемые в рулонах для непрерывной обработки.
② Тяжелый калибр: Используются листы толщиной от 0,060 дюйма (1,5 мм) до 0,500 дюйма (12,7 мм) и более, обычно нарезанные по размеру и подаваемые по отдельности.
2. Приложения:
① Тонкий калибр: Обычно используется для изготовления легких одноразовых изделий большого объема, таких как упаковочные лотки, раковины, блистерные упаковки и пищевые контейнеры.
② Тяжелый калибр: Используется для изготовления прочных конструкционных деталей, таких как автомобильные компоненты (например, приборные панели), корпуса медицинских приборов и промышленные крышки.
3. Характеристики процесса:
① Тонкий калибр: Ускоренное время цикла благодаря быстрому нагреву и охлаждению тонкого материала. Для повышения эффективности часто используется автоматическая обрезка и укладка.
② Тяжелый калибр: Требует более длительных периодов нагрева и охлаждения, что приводит к замедлению производства, но позволяет создавать более сложные формы и повышать прочность деталей.
4. Преимущества и недостатки:
① Тонкий калибр:
- Преимущества: Экономичность при массовом производстве, малый вес и минимальное количество отходов.
- Недостатки: Ограничены более простыми конструкциями и менее прочными деталями.
② Тяжелый калибр:
- Преимущества: Производство прочных, долговечных деталей с большей гибкостью дизайна (например, подрезы, детальная текстура).
- Недостатки: Более высокие затраты на материалы и оснастку, более низкие темпы производства.
Высококачественные, стабильные тонкостенные формы для термоформования
Получение высококачественных и стабильных форм для термоформования тонколистового металла имеет решающее значение для производства однородных деталей, особенно при больших объемах производства. Ключевые факторы, влияющие на качество пресс-форм, включают:
1. Выбор материала:
① Алюминий: Предпочитается для производства пресс-форм благодаря своей долговечности, отличной теплопроводности и способности сохранять жесткие допуски в течение тысяч циклов.
② Композит/эпоксидная смола: Используется для прототипов или коротких серий, предлагая менее прочную, но более доступную альтернативу.
2. Точность конструкции:
① Инструменты CAD/CAM: Формы разрабатываются с помощью автоматизированного проектирования (CAD) и обрабатываются с помощью автоматизированного производства (CAM) для обеспечения точности и повторяемости.
② Черновые углы и радиусы: Углы вытяжки (3-5 градусов) и плавные радиусы обеспечивают легкий выход детали и предотвращают истончение материала.
3. Системы охлаждения:
① Каналы охлаждения: Встроенные каналы обеспечивают равномерный температурный контроль, сокращая время цикла и обеспечивая стабильное качество деталей.
② Тепловое управление: Эффективное охлаждение предотвращает коробление и сохраняет стабильность размеров тонколистовых деталей.
4. Отделка поверхности:
① Полированная/текстурированная: Полированная форма позволяет получить глянцевые детали, а текстурированные поверхности - матовые или узорчатые.
② Вентиляция: Стратегически расположенные вентиляционные отверстия позволяют воздуху выходить, обеспечивая полное прилегание пластика к форме без дефектов.
5. Технологии производства:
① Обработка с ЧПУ: Высокоточная обработка обеспечивает точность форм, что очень важно для стабильности при больших партиях.
② Модульные конструкции: Сменные вставки позволяют быстро менять конструкцию без замены всей пресс-формы.

Каковы различные типы тонкостенных термоформовочных форм?
Существует несколько типов тонколистовых термоформовочных форм, каждая из которых соответствует конкретным производственным потребностям, бюджету и требованиям к деталям:

1. Алюминиевые пресс-формы:
Изготовленные из высококачественного алюминия, они являются лучшим выбором для производственных форм.
- Применение: крупносерийное производство упаковки, лотков и контейнеров.
- Плюсы: Прочность, отличная теплопередача и возможность создания мелких деталей.
- Минусы: Более высокая начальная стоимость.

2. Композитные пресс-формы:
Изготовленные из эпоксидной смолы или стекловолокна, эти формы легче и дешевле.
- Применение: Прототипирование или мелкосерийное производство.
- Плюсы: Доступная цена и быстрое изготовление.
- Минусы: Менее долговечны, обычно служат 100-500 циклов.

3. Деревянные формочки:
Изготавливается из твердых пород дерева или фанеры для базовой формовки.
- Применение: Разовые детали или ранние прототипы.
- Плюсы: Недорогой и быстрый в создании.
- Минусы: Склонны к износу и не подходят для производства.

4. 3D-печатные формы:
Изготавливаются из термостойких полимеров или смол методом 3D-печати.
- Применение: Быстрое изготовление прототипов или малосерийных деталей на заказ.
- Плюсы: Быстрое производство и гибкость дизайна.
- Минусы: Ограниченная прочность и термостойкость.

5. Многопустотные пресс-формы:
Множество полостей для одновременного формирования нескольких деталей из одного листа.
- Применение: крупносерийное производство для повышения эффективности.
- Плюсы: Повышает производительность и снижает стоимость каждой детали.
- Минусы: Сложный и дорогостоящий дизайн.
Вопросы и ответы для клиента
Начало работы с Uplastech
Есть вопросы? У нас есть ответы.
Мы специализируемся на экструзии, вакуумной формовке, выдувном формовании и прецизионном изготовлении пресс-форм, предлагая индивидуальные решения для удовлетворения ваших разнообразных производственных потребностей.
Мы работаем с различными отраслями промышленности, включая автомобилестроение, электронику, производство потребительских товаров и упаковки, ориентируясь на партнерство в формате B2B и предлагая решения в области экструзии, термоформования, выдувного формования и прецизионного литья.
Да, мы адаптируем наши решения к вашим уникальным требованиям.
Свяжитесь с нами
Напишите нам или заполните форму ниже, чтобы получить предложение.
Электронная почта: uplastech@gmail.com

