 Перейти к содержанию
Перейти к содержанию 

Экструзия пластмасс часто используется для производства труб, профилей, пленок, листов и других материалов. Но в процессе экструзии могут возникать дефекты, которые портят внешний вид и работу изделия. Это приводит к росту затрат и замедляет производство.
В процессе экструзии пластика возникают такие проблемы, как пузырьки воздуха, трещины, неравномерная толщина и цветовые различия. Выявив причины и внедрив целенаправленные решения, мы можем снизить затраты и повысить эффективность производства.
Дефекты экструзии пластмасс в первую очередь связаны с неправильным температурным режимом.Правда
Колебания температуры в процессе экструзии могут привести к различным дефектам, таким как неравномерная подача материала, неполное формование или дефекты поверхности.
Дефекты при экструзии пластмасс всегда вызваны низким качеством материала.Ложь
Хотя качество материала может способствовать возникновению дефектов при экструзии, такие факторы, как неправильная температура, скорость, конструкция фильеры и параметры процесса, также играют важную роль в возникновении таких проблем, как коробление, пузыри и изменение цвета.
- 1. Каковы дефекты и решения, связанные с пузырьками при экструзии пластмассы?
- 2. Что такое дефекты и решения, связанные с трещинами при экструзии пластмасс?
- 3. Какие существуют дефекты и способы решения проблемы коробления при экструзии пластмасс?
- 4. Что такое дефекты и решения неравномерности толщины пластика при экструзии?
- 5. Что такое дефекты и решения, связанные с царапинами при экструзии пластмассы?
- 6. Что такое дефекты и решения, связанные с различием цветов при экструзии пластмасс?
- 7. Что такое дефект усадки при экструзии пластмассы и как его решить?
- 8. Заключение
Каковы дефекты и решения, связанные с пузырьками при экструзии пластмассы?
Пузырьковые дефекты обычно характеризуются наличием пузырьков воздуха на поверхности или внутри изделия, что влияет на внешний вид и механические свойства изделия.
Чтобы решить проблему воздушных пузырьков, можно контролировать влажность сырья, оптимизировать температуру расплава, повысить эффективность вытяжной системы и обеспечить герметичность оборудования.

Высокая влажность сырья
Пузырьки воздуха часто возникают из-за влаги в сырье. При слишком высокой влажности вода быстро испаряется при высоких температурах, и образуются пузырьки. Вы должны строго контролировать влажность сырья и при необходимости высушивать его.
Плохая вытяжка
Еще одна причина появления пузырьков воздуха - плохо продуманная или недостаточно эффективная система выпуска экструдера. Оптимизация выпускного канала для обеспечения быстрого отвода газа, содержащегося в расплаве, позволяет эффективно снизить появление пузырьков газа.
Температура расплава
Слишком высокая температура может привести к термической деградации, а слишком низкая - к образованию слишком вязкого расплава, из которого трудно выпустить воздух. Точный контроль температуры расплава позволяет свести к минимуму дефекты в виде пузырьков.
Пузыри - распространенный дефект при экструзии пластика.Правда
Пузыри могут образовываться при экструзии пластика из-за попадания воздуха или влаги в материал, неправильного температурного контроля или чрезмерной скорости шнека. Эти пузырьки влияют на качество и внешний вид экструдированного продукта.
Пузырьков при экструзии пластика можно полностью избежать.Ложь
Хотя полностью избавиться от пузырьков сложно, тщательный контроль влажности материала, температурных режимов и скорости экструзии может значительно снизить их появление. В некоторых случаях для минимизации пузырьков могут потребоваться методы дегазации или более тщательное кондиционирование материала.
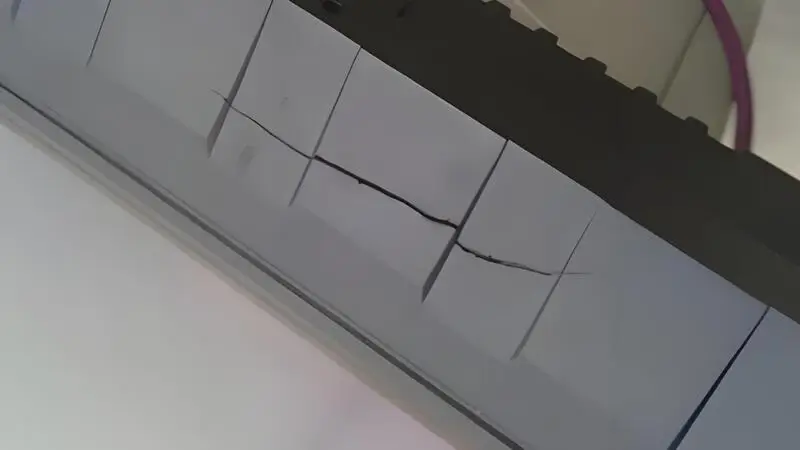
Что такое дефекты и решения, связанные с трещинами при экструзии пластмасс?
Дефекты растрескивания обычно представляют собой трещины на поверхности или внутри экструдированный пластикчто может снизить прочность изделия, а в тяжелых случаях даже повлиять на его эксплуатационные характеристики.
Чтобы уменьшить растрескивание, мы можем регулировать давление, температуру и скорость охлаждения при экструзии. Оптимизация этих параметров помогает минимизировать растрескивание и улучшить качество продукции.
Регулировка давления экструзии
Чрезмерное давление экструзии может легко вызвать трещины при вытягивании. Соответствующее снижение давления экструзии уменьшит количество трещин на поверхности и внутри изделия.
Контроль температуры
Если температура слишком высокая или слишком низкая, это повлияет на текучесть материала. Разумный контроль температуры может улучшить текучесть материала и избежать трещин.
Метод охлаждения
Если охлаждать слишком быстро, в материале могут возникнуть большие тепловые напряжения. Если охлаждать слишком медленно, можно замедлить процесс полимеризации на поверхности и получить трещины. Нужно охлаждать правильно и равномерно.
В том же формате приведены требования к "трещине при экструзии пластика":
Трещины - распространенный дефект при экструзии пластика.Правда
Трещины при экструзии пластика могут возникать из-за таких факторов, как неправильное охлаждение, неверные температурные настройки, напряжение материала или высокая скорость экструзии. Эти трещины могут нарушить прочность и целостность конечного продукта.
Трещин при экструзии пластика можно полностью избежать.Ложь
Хотя полностью исключить появление трещин сложно, правильный контроль скорости охлаждения, температурных режимов и скорости экструзии может снизить вероятность образования трещин. В некоторых случаях оптимизация свойств материала и условий экструзии может помочь смягчить проблему.
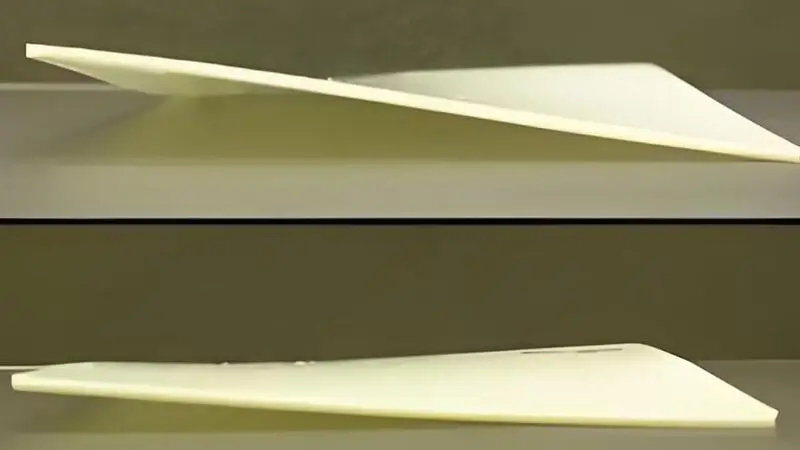
Какие существуют дефекты и способы решения проблемы коробления при экструзии пластмасс?
Деформация - это неравномерная усадка пластикового изделия при охлаждении, в результате чего оно становится неровным. Такое часто случается с тонкостенными изделиями и сложными формами.
Для борьбы с дефектами коробления необходимо оптимизировать скорость охлаждения, оптимизировать конструкцию пресс-формы и выбрать правильное сырье.
Оптимизация скорости охлаждения
Одной из основных причин возникновения дефектов коробления является неравномерное охлаждение. Равномерно регулируя скорость охлаждения и избегая слишком быстрого или слишком медленного охлаждения, можно эффективно уменьшить коробление.
Оптимизация конструкции пресс-формы
Конструкция пресс-формы также оказывает большое влияние на дефекты коробления. Продуманная конструкция системы охлаждения пресс-формы и конструкция бегунков может уменьшить неравномерность охлаждения и предотвратить коробление.
Выбор подходящего сырья
Различные пластиковые материалы по-разному сжимаются при охлаждении. Правильный выбор сырья поможет вам избежать проблем с деформацией, особенно при изготовлении тонкостенных изделий или изделий сложной формы.
Деформация - распространенный дефект при экструзии пластика.Правда
Деформация при экструзии пластика возникает, когда материал охлаждается неравномерно или испытывает внутренние напряжения, что приводит к размерным искажениям конечного продукта. Это может повлиять на качество и функциональность экструдированных изделий.
Коробление при экструзии пластика можно полностью исключить.Ложь
Хотя деформации не всегда можно полностью избежать, регулирование скорости охлаждения, скорости экструзии и свойств материала может значительно уменьшить ее возникновение. Регулировка этих факторов помогает обеспечить стабильность размеров.
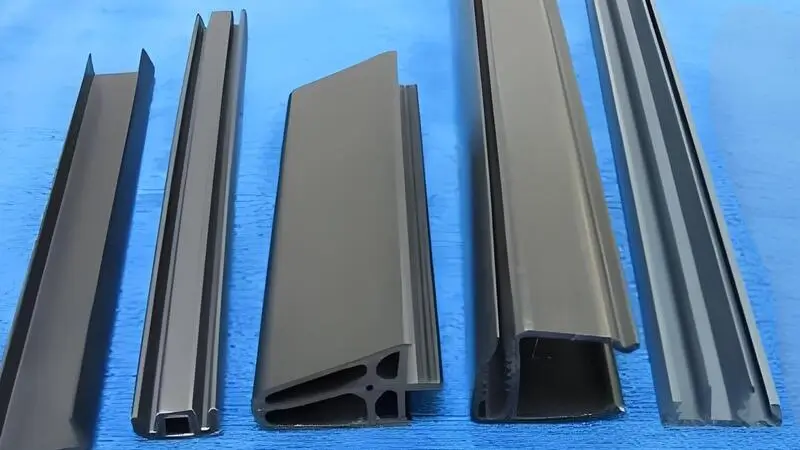
Что такое дефекты и решения неравномерности толщины пластика при экструзии?
Производство труб и профилей часто приводит к неравномерной толщине изделий. Эта проблема может привести к нестабильным механическим свойствам продукта и даже испортить его дальнейшую обработку.
Чтобы решить проблему неравномерной толщины стенок, можно отрегулировать скорость экструдера, улучшить конструкцию фильеры и убедиться, что сырье хорошо перемешано.

Регулировка скорости буксировки
Если вы измените скорость тянущего устройства, это изменит толщину стенок изделия. Регулируя скорость тянущего устройства на экструдере, вы можете контролировать равномерность растяжения материала и не допускать, чтобы экструдированный продукт был толще в одних местах, чем в других.
Оптимизация конструкции пресс-формы
Неравномерная толщина стенок часто связана с дефектами конструкции пресс-формы. Рационально спроектировав бегунок и выходную форму пресс-формы, мы можем улучшить распределение толщины стенок и обеспечить однородность изделия.
Однородность сырья
Одинаковость сырья влияет на толщину стенок. Если вы хорошо перемешаете сырье, то сможете избежать неравномерного распределения материала при его выдавливании, а значит, и неодинаковой толщины стенок.
Неравномерная толщина - распространенная проблема при экструзии пластика.Правда
Неравномерная толщина при экструзии пластика возникает, когда материал неравномерно проходит через фильеру, что приводит к несоответствию размеров изделия. Это может быть вызвано такими факторами, как конструкция фильеры, вязкость материала и колебания температуры.
Неравномерная толщина не является серьезной проблемой при экструзии пластика.Ложь
Неравномерная толщина - серьезная проблема при экструзии пластика, которая может повлиять на производительность, внешний вид и функциональность конечного продукта. Чтобы свести эту проблему к минимуму, необходимо правильно контролировать параметры экструзии.
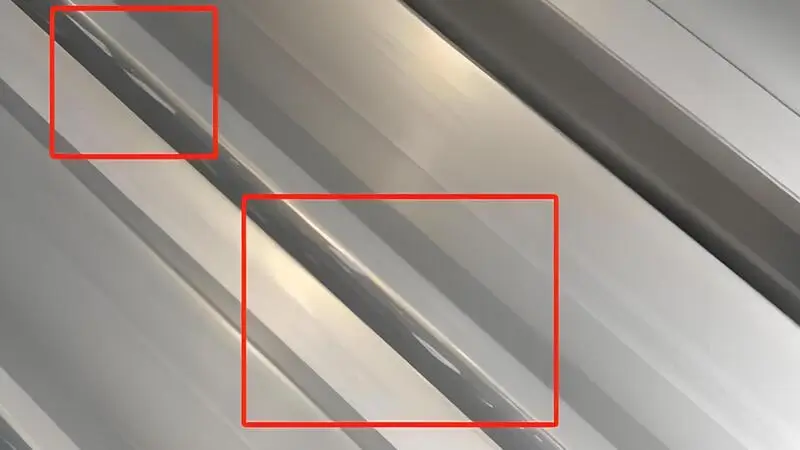
Что такое дефекты и решения, связанные с царапинами при экструзии пластмассы?
Царапины на поверхности изделия не только придают ему плохой вид, но и могут испортить его работу.
Чтобы устранить царапины, можно отремонтировать или заменить форму и ролик, отрегулировать скорость протяжки и убедиться, что система охлаждения работает правильно.
Негладкие, изношенные поверхности пресс-форм или роликов
Регулярно проверяйте и очищайте поверхности формы и валика. При необходимости почините или замените все изношенные детали.
Регулировка скорости буксировки
Если вы будете действовать слишком быстро или не будете правильно нажимать, вы можете поцарапать поверхность изделия. Убедитесь в правильном давлении и скорости, чтобы съемник соприкасался с изделием.
Оптимизация системы охлаждения
Если температура охлаждающей воды слишком высока или слишком низка, это может привести к неравномерному охлаждению или появлению царапин на поверхности изделия. Убедитесь, что система охлаждения работает без сбоев и поддерживает нужную температуру и скорость потока.
Устойчивость к царапинам - важное свойство при экструзии пластика.Правда
Устойчивость к царапинам - важнейшая характеристика для многих пластиковых экструзий, особенно в таких областях применения, как автомобильные детали, бытовая электроника и упаковка, где долговечность поверхности важна для сохранения эстетики и функциональности.
Устойчивость к царапинам не имеет значения для экструзии пластика.Ложь
Хотя не все пластиковые экструзии требуют устойчивости к царапинам, для многих применений полезны материалы, способные противостоять износу, обеспечивая долговечность и сохраняя свой внешний вид и эксплуатационные характеристики в течение длительного времени.
Что такое дефекты и решения, связанные с различием цветов при экструзии пластмасс?
Различия в цвете дефектов не только влияют на внешний вид продукта, но и сказываются на восприятии продукта потребителем и его рыночном признании.
Для устранения цветовых различий, обеспечения стабильности сырья, оптимизации процесса экструзии и улучшения контроля производственной среды.
Обеспечить постоянство сырья
Чтобы избежать разницы в цвете, важно иметь однородное сырье. Разные партии сырья могут иметь разный цвет и качество, что может привести к расхождению цветов при экструзии. Строго контролируя источник сырья и процесс смешивания, чтобы убедиться, что используемое сырье соответствует по цвету, вы можете значительно уменьшить дефекты цветового различия.
Оптимизация процесса экструзии
На цвет вашего продукта могут влиять температура, давление и скорость процесса экструзии. Чтобы избежать проблем с цветом, вызванных изменениями в процессе, следите за тем, чтобы температура и давление оставались неизменными во время изготовления продукта. Не запускайте экструдер слишком быстро или слишком медленно. Откалибруйте оборудование и убедитесь, что процесс идет правильно. Это поможет вам каждый раз делать продукт одинакового цвета.
Усиление контроля производственной среды
На цвет пластика могут влиять такие факторы, как влажность и температура в производственных условиях. Обязательно контролируйте температуру и влажность в цехе и регулярно проверяйте чистоту оборудования. Также необходимо строго контролировать дисперсность и стабильность используемых мастербатчей, чтобы уменьшить цветовые различия.
Экструзия пластика может привести к различиям в цвете конечного продукта.Правда
Разница в цвете при экструзии пластика может возникнуть из-за несоответствия состава материала, перепадов температуры или неправильного смешивания пигментов, что приводит к неравномерному окрашиванию экструдированного продукта.
Экструзия пластика не вызывает различий в цвете.Ложь
При экструзии пластмасс действительно могут возникать цветовые различия, часто в результате таких факторов, как несоответствие материалов, перепады температур или недостаточное смешивание добавок или пигментов.
Что такое дефект усадки при экструзии пластмассы и как его решить?
Усадка - распространенная проблема при экструзии, особенно при изготовлении тонкостенных профилей или сложных форм.
Чтобы решить проблему усадки, можно контролировать температуру экструдера, убедиться, что система охлаждения настроена правильно, и контролировать температуру пресс-формы.

Регулирование температуры экструзии
От температуры экструдера зависит, как будет течь и сжиматься материал. Контролируя температуру экструдера, вы можете избежать слишком сильного расплавления материала или слишком быстрого его охлаждения. Это поможет не допустить сильного изменения размера и формы детали.
Оптимизация конструкции системы охлаждения
Скорость и способ охлаждения пластика напрямую влияют на его усадку. Убедившись, что вода, охлаждающая пластик, течет равномерно, а трубы, по которым течет вода, расположены в правильных местах, вы сможете обеспечить равномерное охлаждение пластика и избежать его неравномерной усадки. Таким образом, на нем не останется следов от усадки.
Оптимизация системы контроля температуры пресс-формы
Система температурного контроля пресс-формы играет важную роль в процессе экструзии. Регулируя параметры температурного контроля нагрева и охлаждения пресс-формы, можно обеспечить сохранение формы изделия в процессе производства и уменьшить усадку.
Усадка пластика при экструзии - распространенная проблема в процессе производства.Правда
Усадка происходит при охлаждении и сжатии экструдированного материала, что является нормальным явлением при экструзии пластмасс. На степень усадки могут влиять такие факторы, как тип материала, скорость экструзии и скорость охлаждения.
Усадка пластика при экструзии может быть полностью исключена.Ложь
Хотя усадку можно свести к минимуму путем тщательного контроля параметров процесса, полностью избежать ее невозможно из-за присущих материалам свойств и их реакции на изменение температуры в процессе экструзии.
Заключение
Сайт процесс экструзии пластмассы имеет множество проблем, таких как пузыри, трещины, коробление, неравномерная толщина, царапины, разница в цвете, усадка и т.д. Мы можем улучшить процесс, начиная с сырья, температуры, дизайна формы и процесса и т.д. Благодаря систематическому управлению и постоянной оптимизации мы можем эффективно сократить количество дефектов и повысить качество продукции.








