
Soluções inovadoras de moldagem por extrusão e sopro
Descubra os serviços inovadores de moldagem por extrusão e sopro da UPlasTech. Soluções especializadas para produtos plásticos duráveis e de alta qualidade.
Guia para soluções personalizadas de moldagem por extrusão e sopro
O que é a moldagem por extrusão e sopro?
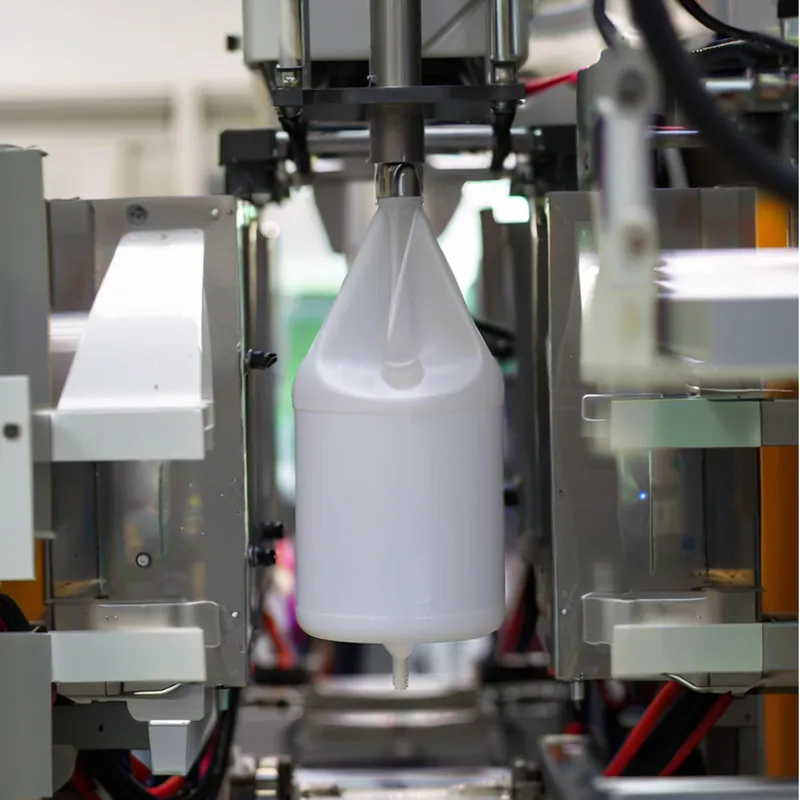
A moldagem por extrusão e sopro (EBM) é um processo de fabrico concebido para criar objectos de plástico ocos através da insuflação de um tubo de plástico fundido, conhecido como parison, dentro de um molde. Com origem em técnicas semelhantes às do sopro de vidro, a moldagem por extrusão e sopro tornou-se um elemento básico na indústria dos plásticos desde o seu desenvolvimento no início do século XX. O processo começa com a fusão da resina termoplástica, que é depois extrudida num parison. Este parison é capturado por um molde metálico arrefecido e é-lhe soprado ar comprimido, forçando o plástico a expandir-se e a adaptar-se à forma do molde. Após o arrefecimento, o molde abre-se e a peça acabada é ejectada, necessitando muitas vezes de ser aparada para remover o excesso de material, ou flash.
O EBM destaca-se pela sua capacidade de produzir grandes quantidades de artigos leves e duradouros a um custo relativamente baixo, o que o torna ideal para a produção em massa. É normalmente utilizada em indústrias como a das embalagens - para artigos como garrafas de água e recipientes de champô - e a automóvel, para componentes como condutas de ar e depósitos de combustível. A sua adaptabilidade a várias formas e tamanhos, combinada com custos de molde mais baixos em comparação com outros métodos, solidificou o seu papel no fabrico moderno.
Como funciona a moldagem por extrusão e sopro?
A moldagem por extrusão e sopro (EBM) é um processo de fabrico utilizado para criar peças de plástico ocas, tais como garrafas, recipientes e componentes automóveis. Envolve a fusão de resina plástica, a sua formação numa estrutura em forma de tubo chamada parison, a sua insuflação dentro de um molde com ar comprimido para obter a forma pretendida, o seu arrefecimento e, em seguida, a ejeção da peça acabada. Segue-se uma explicação pormenorizada do funcionamento do processo, dividido nas suas principais fases.
1. Processo passo a passo:
① Fusão e extrusão de plásticos:
- Alimentação de material: O processo começa com pellets de plástico, normalmente termoplásticos como o polietileno de alta densidade (HDPE), o polipropileno (PP) ou o politereftalato de etileno (PET), que são introduzidos numa extrusora através de uma tremonha.
- Fusão: No interior da extrusora, um parafuso rotativo move os granulados através de um cilindro aquecido. O calor e a ação mecânica fundem o plástico num estado fundido uniforme.
- Extrusão: O plástico fundido é forçado através de uma matriz, formando um tubo oco contínuo chamado parison. A matriz molda o diâmetro e a espessura da parede do parison, que são fundamentais para o produto final.
② Formação Parison: O parison é um tubo oco com uma abertura central que permite a passagem de ar posteriormente. Para peças simples, o parison tem uma espessura uniforme, mas para formas complexas, um programador de parison pode ajustar a abertura da matriz para variar a espessura dinamicamente à medida que o parison é extrudido.
③ Fecho do molde: O parison é posicionado entre duas metades de um molde de metal arrefecido, muitas vezes feito de alumínio devido à sua condutividade térmica. O molde fecha-se à volta do parison, selando-o na parte inferior (e por vezes na parte superior) para prender o plástico e prepará-lo para a insuflação.
④ Soprar: O ar comprimido é soprado para dentro do parison através de um pino de sopro ou agulha. A pressão do ar insufla o parison, fazendo com que este se expanda e se adapte à forma interior do molde. A pressão tem de ser cuidadosamente controlada para garantir que o plástico preenche o molde sem rebentar ou deixar pontos finos.
⑤ Arrefecimento: O molde, equipado com canais de arrefecimento (normalmente com circulação de água gelada), arrefece rapidamente o plástico insuflado para o solidificar. Este passo assegura que a peça mantém a sua forma e pode ser manuseada sem se deformar. O tempo de arrefecimento depende da espessura da peça e do material utilizado.
⑥ Ejeção: Depois de o plástico endurecer, o molde abre-se e a peça acabada é ejectada, muitas vezes com a ajuda de ejectores de ar ou mecânicos. Nesta fase, a peça pode ter excesso de material, conhecido como flash, ainda preso.
⑦ Aparar: O excesso de plástico da linha de separação do molde ou das áreas de pinçamento é removido manualmente com ferramentas ou automaticamente com lâminas ou outro equipamento. Este passo finaliza a forma da peça, podendo seguir-se outros acabamentos (como a etiquetagem), dependendo da aplicação.

2. Factores-chave para o sucesso:
① Controlo da temperatura: O plástico deve ser derretido uniformemente e o molde arrefecido de forma eficiente para evitar defeitos como deformações ou espessuras irregulares.
② Controlo de parison: A espessura e a estabilidade do parison são vitais para uma espessura de parede uniforme no produto final, especialmente para formas complexas.
③ Pressão do ar: Uma pressão adequada garante que o parison se insufla completamente sem rebentar ou moldar de forma incompleta.
④ Conceção de moldes: O molde deve corresponder à geometria da peça e permitir uma fácil ejeção.
3. Variações do processo:
① Extrusão contínua: O parison é extrudido de forma constante e os moldes capturam secções do mesmo à medida que se movem. Isto é ideal para a produção de grande volume de peças mais pequenas, como garrafas de bebidas.
② Extrusão intermitente: A extrusão faz pausas entre ciclos para um controlo mais preciso, frequentemente utilizado para peças maiores ou complexas. Isto inclui:
③ Método de parafuso alternativo: O parafuso move-se para trás para recolher o plástico fundido e depois para a frente para extrudir o parison.
④ Método do acumulador: O plástico fundido é armazenado num acumulador e extrudido rapidamente, adequado para artigos de grandes dimensões, como depósitos de combustível.
Quais são os diferentes tipos de moldagem por extrusão e sopro?
A moldagem por extrusão e sopro é um processo de fabrico utilizado para produzir peças de plástico ocas, tais como garrafas, recipientes e componentes automóveis, através da extrusão de um tubo de plástico fundido (denominado parison) e da sua insuflação no interior de um molde. Existem vários tipos distintos de moldagem por extrusão e sopro, cada um deles adequado a diferentes necessidades de produção e requisitos das peças. Apresentamos de seguida os principais tipos:
1. Moldagem por sopro com extrusão contínua:
Neste tipo, o parison é extrudido continuamente da máquina, e os moldes capturam secções do mesmo para formar as peças. Este método é ideal para a produção de grande volume de artigos de pequena e média dimensão, como garrafas e recipientes de plástico, devido à sua rapidez e eficiência. As variações da extrusão contínua incluem:
- Moldagem por sopro de vaivém: Os moldes movem-se para a frente e para trás (shuttle) para capturar o parison, permitindo flexibilidade na produção.
- Moldagem por sopro com roda giratória: Vários moldes são montados numa roda rotativa, permitindo uma produção automatizada e de alta velocidade.

2. Moldagem por sopro com extrusão intermitente:
Na extrusão intermitente, o parison é extrudido em ciclos discretos em vez de continuamente, proporcionando um maior controlo sobre a sua formação. Este tipo é adequado para peças maiores ou mais complexas. Pode ainda ser dividido em dois métodos:
Método de parafuso recíproco: O parafuso na extrusora move-se para trás para acumular plástico fundido e depois para a frente para extrudir o parison. Este método é normalmente utilizado para peças de tamanho médio e oferece uma boa precisão.
- Método de acumulação: O plástico fundido é armazenado num acumulador e depois rapidamente extrudido para formar o parison. Este processo é ideal para peças muito grandes ou complexas, como os depósitos de combustível para automóveis, onde é necessário um volume significativo de material rapidamente.

3. Moldagem por sopro com coextrusão:
A moldagem por sopro com coextrusão envolve a utilização de múltiplas extrusoras para criar um parison com várias camadas de materiais diferentes. Este tipo melhora as propriedades do produto final, como a melhoria da resistência à barreira (por exemplo, para embalagens de alimentos) ou a combinação de estética com resistência. A co-extrusão pode ser aplicada a processos de extrusão contínuos e intermitentes, o que a torna uma variação versátil e não uma categoria completamente separada, embora seja frequentemente listada como um tipo distinto devido à sua importância.

Que materiais são utilizados na moldagem por extrusão e sopro?
A moldagem por extrusão e sopro (EBM) é um processo de fabrico utilizado para criar peças de plástico ocas, tais como garrafas, recipientes e componentes automóveis. Neste processo, a resina plástica é derretida, extrudida numa estrutura semelhante a um tubo, chamada parison, e depois insuflada dentro de um molde para formar a forma desejada. Os materiais utilizados na EBM são principalmente termoplásticos - plásticos que podem ser fundidos, moldados e arrefecidos repetidamente sem degradação química significativa.
1. Materiais comuns na moldagem por extrusão e sopro:
Os seguintes termoplásticos são amplamente utilizados em EBM devido à sua versatilidade e compatibilidade com o processo:
① Polietileno de alta densidade (HDPE): Conhecido pela sua durabilidade e resistência química, o PEAD é o material mais popular na EBM. É normalmente utilizado para jarros de leite, garrafas de detergente e depósitos de combustível. A sua capacidade de reciclagem também o torna uma escolha sustentável.
② Polipropileno (PP): O PP oferece resistência ao calor e flexibilidade, o que o torna ideal para peças automóveis, como condutas de ar, bem como para recipientes reutilizáveis. A sua capacidade de resistir a tensões repetidas é uma vantagem fundamental.
③ Tereftalato de polietileno (PET): Embora seja mais comum na moldagem por sopro e injeção, o PET é utilizado em EBM para garrafas de bebidas e embalagens de alimentos transparentes e resistentes. Requer uma pré-secagem para evitar a degradação durante o processamento.
④ Cloreto de polivinilo (PVC): O PVC é rígido e resistente a produtos químicos, sendo frequentemente utilizado para tubos, acessórios e isolamento de cabos. Também pode ser flexibilizado para aplicações como tubos médicos.
⑤ Poliestireno (PS): Leve e fácil de moldar, o PS é utilizado para artigos descartáveis como copos e tabuleiros de comida. É económico, mas menos durável do que outras opções.
2. Materiais especializados e emergentes:
Para além dos materiais comuns, a EBM também utiliza termoplásticos especializados e alternativas sustentáveis para necessidades específicas:
① Policarbonato (PC): Com elevada resistência ao impacto e transparência, o PC é utilizado para grandes recipientes e peças automóveis, como garrafas de refrigeradores de água. É mais caro, mas destaca-se em aplicações exigentes.
② Nylon (poliamida): O nylon proporciona força e resistência à temperatura, tornando-o adequado para linhas de combustível e colectores de admissão de ar em ambientes industriais. A sua utilização é limitada pelo custo.
③ Bioplásticos: Materiais emergentes como o ácido poliláctico (PLA) ou o polietileno de base biológica são biodegradáveis e utilizados em embalagens ecológicas. Estão a ganhar força como opções sustentáveis.

3. Tabela de materiais:
| Material | Aplicações comuns | Propriedades principais |
|---|---|---|
| PEAD | Garrafas, depósitos de combustível | Durável, resistente a produtos químicos |
| PP | Peças para automóveis, contentores | Resistente ao calor, flexível |
| PET | Garrafas de bebidas | Claro, forte |
| PVC | Tubos, acessórios | Rígido, resistente a produtos químicos |
| PS | Copos e tabuleiros descartáveis | Leve, fácil de moldar |
| Policarbonato | Garrafas de refrigerador de água | Alta resistência ao impacto, transparente |
| Nylon | Linhas de combustível, colectores | Forte, resistente à temperatura |
| Bioplásticos | Embalagem sustentável | Biodegradável, amigo do ambiente |
Quais são as principais aplicações da moldagem por extrusão e sopro?
A moldagem por extrusão e sopro (EBM) é um processo de fabrico amplamente utilizado que cria peças de plástico ocas através da insuflação de um tubo de plástico fundido, conhecido como parison, dentro de um molde. Esta técnica é apreciada pela sua versatilidade, rentabilidade e capacidade de produzir produtos leves, duráveis e com formas complexas. Desde artigos do quotidiano, como garrafas de água, a componentes industriais especializados, a EBM tornou-se uma pedra angular do fabrico moderno em várias indústrias.
1. Indústria alimentar e das bebidas:
O sector alimentar e de bebidas depende fortemente da EBM para produzir soluções de embalagem seguras, práticas e económicas.
- Garrafas e recipientes: O EBM é utilizado para fabricar garrafas de água, jarros de leite, recipientes para sumos e frascos de condimentos. Estes produtos são leves, resistentes a estilhaços e concebidos para preservar o conteúdo e prolongar o prazo de validade.
- Embalagem de alimentos: Artigos como copos de iogurte, margarinas e recipientes de armazenamento são fabricados com EBM, muitas vezes com formas ergonómicas ou pegas para maior comodidade do utilizador.
Materiais utilizados:
- O polietileno de alta densidade (HDPE) e o polipropileno (PP) são escolhas populares devido às suas propriedades de segurança alimentar, resistência química e capacidade de reciclagem.
Porquê a MBE?
- A sua capacidade de produzir embalagens herméticas e estanques à escala torna-as ideais para bens perecíveis. Para além disso, o EBM apoia as tendências de sustentabilidade ao permitir a utilização de plásticos reciclados.

2. Produtos para uso doméstico e de cuidados pessoais:
A EBM é um processo de referência para a criação de recipientes funcionais e visualmente apelativos para artigos domésticos e de cuidados pessoais.
- Frascos de detergentes e produtos de limpeza: As garrafas robustas e resistentes a produtos químicos para detergentes da roupa, lixívias e sprays de limpeza são fabricadas com EBM, incluindo frequentemente pegas para uma utilização fácil.
- Recipientes para cosméticos e cuidados pessoais: Frascos de champô, dispensadores de loção, desodorizantes e frascos de cosméticos beneficiam da capacidade da EBM para criar designs complexos, como logótipos em relevo ou superfícies texturadas.
Materiais utilizados:
O HDPE e o Polietileno de Baixa Densidade (LDPE) oferecem flexibilidade e durabilidade, enquanto o Politereftalato de Etileno (PET) proporciona clareza para produtos de qualidade superior.
Porquê a MBE?
O processo permite que formas complexas e caraterísticas de marca sejam moldadas diretamente, aumentando a atratividade do produto. As opções de co-extrusão de várias camadas também melhoram as propriedades de barreira, prolongando o prazo de validade.

3. Indústria farmacêutica e de cuidados de saúde:
No sector da saúde, a EBM fornece embalagens e componentes seguros, precisos e estéreis que cumprem normas rigorosas.
- Frascos farmacêuticos: Os frascos para comprimidos, xaropes e medicamentos líquidos são produzidos com EBM, incorporando frequentemente tampas invioláveis ou fechos à prova de crianças.
- Componentes de dispositivos médicos: As peças flexíveis e ocas, como foles, bolbos de compressão e máscaras respiratórias, são fabricadas com EBM para aplicações médicas.
Materiais utilizados:
O PP e o HDPE asseguram a esterilidade e a resistência química, enquanto os elastómeros termoplásticos (TPE) proporcionam flexibilidade para tubos e vedantes.
Porquê a MBE?
A sua precisão garante uma qualidade consistente, essencial para a conformidade regulamentar, e suporta caraterísticas como marcações graduadas para uma dosagem exacta.

4. Indústria automóvel:
A EBM contribui para a eficiência e o desempenho dos veículos ao produzir componentes leves e duradouros.
- Condutas de ar e componentes AVAC: As peças complexas e ocas que canalizam o ar dentro dos veículos são fabricadas com EBM, reduzindo o peso e melhorando a eficiência do combustível.
- Depósitos de combustível e reservatórios de fluidos: Os pequenos depósitos de combustível (por exemplo, para motociclos) e os reservatórios para líquido de lavagem do para-brisas ou líquido de refrigeração são fabricados com EBM para uma durabilidade à prova de fugas.
Materiais utilizados:
O HDPE e o PP oferecem resistência ao calor, enquanto a co-extrusão de várias camadas acrescenta barreiras para evitar a permeação de combustível.
Porquê a MBE?
Produz formas grandes e complexas com caraterísticas integradas, tais como pontos de montagem, reduzindo os custos de montagem e apoiando a ênfase da indústria na leveza.

5. Aplicações industriais e agrícolas:
A EBM destaca-se na criação de contentores e componentes robustos e de grande escala para utilização industrial e agrícola.
- Tambores e tanques industriais: Os grandes contentores, como os tambores de 55 galões para produtos químicos ou lubrificantes, são fabricados com EBM para resistirem a condições adversas.
- Produtos agrícolas: Os regadores, os pulverizadores de pesticidas e os recipientes para fertilizantes apresentam um design ergonómico possibilitado pela EBM.
Materiais utilizados:
O HDPE oferece resistência ao impacto e estabilidade química, enquanto o PVC oferece rigidez para necessidades específicas.
Porquê a MBE?
A sua capacidade de produzir peças uniformes e de paredes espessas garante a durabilidade e as caraterísticas integradas, como os pescoços roscados, aumentam a funcionalidade.

6. Brinquedos e produtos recreativos:
A EBM é amplamente utilizada para criar produtos seguros, duradouros e divertidos para crianças e actividades ao ar livre.
- Brinquedos: Os brinquedos de plástico ocos, como bolas, casas de brincar e veículos de montar, são fabricados com EBM, garantindo arestas suaves e seguras e cores vibrantes.
- Artigos de desporto: Caiaques, trenós e equipamentos para parques infantis tiram partido da capacidade da EBM para produzir estruturas grandes, sem costuras e leves.
Materiais utilizados:
O LDPE e o HDPE garantem flexibilidade, segurança e resistência ao impacto.
Porquê a MBE?
A flexibilidade do design permite formas criativas com caraterísticas integradas, e a utilização de materiais não tóxicos e recicláveis cumpre as normas de segurança e ambientais.

7. Construção e infra-estruturas:
A EBM apoia a construção produzindo componentes duradouros e resistentes às intempéries.
- Tubos e condutas: As condutas de ventilação, os tubos de drenagem e as coberturas de proteção são fabricados com EBM para uma resistência leve.
- Barreiras e equipamento de segurança: Cones de trânsito, barreiras de segurança e tanques portáteis para casas de banho beneficiam das capacidades de grande escala da EBM.
Materiais utilizados:
O PEAD e o PVC proporcionam resistência às intempéries e longevidade.
Porquê a MBE?
Fornece rapidamente peças consistentes e sem falhas, satisfazendo a elevada procura e as necessidades estruturais dos projectos de construção.

Vantagens e limitações da moldagem por extrusão e sopro
Vantagens:
① Custo-eficácia: Os custos mais baixos do molde e do equipamento tornam-no ideal para a produção em grande escala.
② Flexibilidade de design: Produz facilmente formas complexas, ajustando os moldes ou as configurações de parison.
③ Versatilidade de materiais: Funciona com vários termoplásticos para propriedades personalizadas.
④ Produtos leves: Cria itens duráveis e leves, reduzindo os custos de material e de transporte.
Limitações:
① Desperdício de material: Produz mais sucata (flash) do que outros métodos, afectando a eficiência.
② Operações secundárias: Requer aparagem, aumentando o tempo e o custo.
③ Problemas de preenchimento de cantos: Os parisons finos têm dificuldade em preencher os cantos afiados, correndo o risco de apresentar defeitos.
④ Operação especializada: Necessita de pessoal treinado para gerir as variáveis do processo.
Soluções de moldagem por extrusão e sopro
Descubra soluções especializadas de moldagem por extrusão e sopro para produtos de plástico personalizados. Saiba mais sobre materiais, processos, considerações de design e métodos de produção sustentáveis para satisfazer as suas necessidades de fabrico.

Guia para soluções personalizadas de moldagem por extrusão e sopro
- Máquinas e equipamentos de extrusão e sopro
- Principais considerações de design na moldagem por extrusão e sopro
- Comparação da moldagem por extrusão e sopro com outros processos de moldagem
- Quais são os defeitos mais comuns na moldagem por extrusão e sopro?
- Prototipagem e produção de pequenos lotes na EBM
- Sustentabilidade e Reciclagem na Moldagem por Extrusão e Sopro
Que máquinas e equipamentos são utilizados na moldagem por extrusão e sopro?
A moldagem por extrusão e sopro (EBM) é um processo de fabrico que cria peças de plástico ocas, como garrafas e recipientes, através da fusão do plástico, da sua formação num tubo (parison), do seu enchimento dentro de um molde e do seu arrefecimento até à forma final. A maquinaria e o equipamento envolvidos são especializados para gerir estas etapas de forma eficiente. Eis uma descrição pormenorizada:
1. Extrusora:
A extrusora é o componente central onde os pellets de plástico (por exemplo, HDPE, PP) são alimentados numa tremonha, derretidos e misturados. Possui um parafuso rotativo dentro de um barril aquecido que derrete o plástico e o força em direção à matriz. As extrusoras modernas incluem frequentemente controlos precisos da temperatura e da velocidade para garantir uma fusão consistente.
2. Molde de extrusão:
A matriz molda o plástico fundido num tubo oco chamado parison. O seu desenho controla o diâmetro e a espessura da parede do parison, que são críticos para a qualidade do produto final. As matrizes ajustáveis ou os sistemas de programação do parison permitem ajustes de espessura em tempo real, especialmente em peças complexas.
3. Molde de sopro:
Normalmente feito de alumínio devido à sua relação custo-eficácia e condutividade térmica, o molde é constituído por duas metades que se fecham à volta do parison para dar a forma final à peça. Os moldes têm frequentemente canais de arrefecimento e aberturas de ventilação integrados para assegurar a solidificação adequada e a saída de ar durante a insuflação.
4. Pino de sopro:
O pino de sopro fornece ar comprimido ao parison, inflando-o contra as paredes do molde. O seu posicionamento e fluxo de ar devem ser precisos para evitar defeitos como espessuras irregulares ou rebentamentos. Em algumas configurações, o pino de sopro também ajuda a cortar o excesso de material.
5. Unidade de fixação:
Este sistema fixa as metades do molde durante a insuflação e o arrefecimento, contrariando a pressão do ar no interior. Pode ser hidráulico ou mecânico, com força suficiente para evitar fugas ou desalinhamentos que possam levar a peças com falhas ou defeituosas.
6. Sistema de arrefecimento:
O arrefecimento é conseguido através de canais de água no interior do molde, fazendo circular água refrigerada para solidificar rapidamente o plástico. Um arrefecimento eficiente reduz os tempos de ciclo e evita deformações, sendo que alguns sistemas incorporam o arrefecimento a ar para um controlo adicional.
7. Estação de corte:
Após a ejeção, o excesso de plástico (flash) formado na linha de partição do molde ou nas áreas de pinch-off é removido na estação de corte. Isto pode envolver ferramentas manuais, lâminas automatizadas ou lasers, dependendo da escala de produção e das necessidades de precisão.
8. Equipamento adicional:
① Dispositivos de programação de parison: Ajustam as configurações da matriz dinamicamente para obter uma espessura de parede uniforme.
② Cabeças de acumulador: Armazenam plástico fundido para extrusão intermitente, ideal para peças grandes ou complexas.
③ Sistemas de automação: Robôs ou transportadores manipulam peças em configurações de grande volume, melhorando a eficiência.
Quais são as principais considerações de design na moldagem por extrusão e sopro?
O design para EBM requer um equilíbrio entre a funcionalidade, a estética e a capacidade de fabrico da peça. Aqui estão as principais considerações, explicadas em pormenor:
1. Uniformidade da espessura da parede:
Uma espessura de parede consistente assegura a resistência e o desempenho. A tendência do parison para ceder sob a ação da gravidade pode causar desbaste, pelo que os projectistas utilizam a programação do parison para ajustar a espessura durante a extrusão, assegurando que as áreas críticas (por exemplo, os cantos) têm material suficiente.
2. Conceção do molde:
O molde deve corresponder à geometria da peça, incluindo caraterísticas complexas como pegas ou cortes inferiores. Necessita de ventilação adequada para libertar o ar retido, canais de arrefecimento para uma solidificação uniforme e um design que permita uma fácil ejeção da peça sem danos.
3. Seleção de materiais:
A escolha do termoplástico (por exemplo, HDPE para durabilidade, PP para resistência ao calor, PET para clareza) depende dos requisitos da peça - resistência mecânica, resistência química ou aparência. A viscosidade do material também afecta a forma como este se estica durante a insuflação.
4. Colocação da linha de separação:
A linha de separação, onde as metades do molde se encontram, tem impacto na formação de rebarbas e na facilidade de corte. A sua colocação em áreas não críticas ou menos visíveis reduz o pós-processamento e melhora a estética, ao mesmo tempo que assegura que as áreas funcionais permanecem intactas.
5. Rácio de sopro:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Ângulos e raios de tração:
Ligeiros afunilamentos (ângulos de inclinação) e arestas arredondadas (raios) facilitam a remoção de peças, reduzem os pontos de tensão e melhoram o fluxo de material durante a insuflação, minimizando defeitos como fissuras ou paredes irregulares.
7. Conceção de pinch-off:
O pinch-off sela o fundo do parison, formando uma linha de soldadura. Um pinch-off forte evita fugas, reduz o flash e assegura a estabilidade (por exemplo, para garrafas de pé), exigindo um alinhamento e pressão precisos do molde.

Comparação da moldagem por extrusão e sopro com outros processos de moldagem
A EBM é excelente para peças grandes e ocas, ao contrário da Moldagem por Injeção e Sopro (IBM), que se adequa a peças pequenas e precisas, ou da Moldagem por Rotação (RM), ideal para peças muito grandes, mas mais lenta e mais cara. Veja a tabela abaixo:
| Processo | Melhor para | Vantagens | Limitações |
|---|---|---|---|
| EBM | Peças grandes e ocas | Económica e flexível | Resíduos, etapas secundárias |
| IBM | Peças pequenas e precisas | Alta precisão | Custos mais elevados, limites de dimensão |
| RM | Peças muito grandes | Espessura uniforme | Lento, caro |
Quais são os defeitos mais comuns na moldagem por extrusão e sopro
Os defeitos na EBM podem comprometer a qualidade, mas são controláveis com os devidos ajustes. Segue-se uma lista de problemas comuns e respectivas soluções:
1. Espessura irregular da parede:
Causa: A inclinação do parison, definições inconsistentes da matriz ou programação incorrecta.
Fixar: Implementar a programação do parison para variar a espessura conforme necessário, ou utilizar sistemas de suporte (por exemplo, anéis de ar) para estabilizar o parison durante a extrusão.
2. Explosões:
Causa: Pressão de ar excessiva ou áreas de parison fracas devido a um aquecimento desigual.
Fixar: Reduzir a pressão de sopro, assegurar uma temperatura de fusão uniforme ou mudar para um material de maior resistência para suportar a insuflação.
3. Flash:
Causa: Excesso de material na linha de separação devido a desalinhamento ou moldes desgastados.
Fixar: Alinhe os moldes com precisão, mantenha ou substitua os componentes desgastados e ajuste a força de aperto para evitar a sobreembalagem.
4. Deformação:
Causa: O arrefecimento irregular provoca tensões internas e deformações.
Fixar: Optimize o arrefecimento ajustando o fluxo de água ou a temperatura do molde e assegure uma espessura de parede consistente para equilibrar as taxas de solidificação.
5. Linhas de soldadura:
Causa: Costuras fracas nos pontos de aperto devido a baixa pressão ou má fusão do material.
Fixar: Melhore o design de pinch-off, aumente a força de fixação ou ajuste a temperatura da massa fundida para um melhor fluxo e ligação.
6. Defeitos de superfície (por exemplo, estrias, bolhas):
Causa: Contaminantes, humidade na resina ou fusão incorrecta.
Fixar: Utilize materiais secos e limpos e ajuste as definições da extrusora (velocidade do parafuso, calor do cilindro) para obter uma fusão mais suave.

Prototipagem e produção de pequenos lotes na EBM
A prototipagem e a produção de pequenos lotes na EBM adaptam o processo a volumes reduzidos, centrando-se nos custos e na flexibilidade. Eis como isto é conseguido:
1. Máquinas mais pequenas:
São utilizadas máquinas EBM compactas, que requerem menos energia e tempo de configuração do que os sistemas à escala real. São ideais para testar ou produzir séries limitadas sem grandes investimentos.
2. Moldes impressos em 3D:
A prototipagem rápida com moldes impressos em 3D reduz os prazos de entrega e os custos. Embora menos duráveis do que os moldes de metal, são suficientes para projectos iniciais ou pequenos lotes, permitindo iterações rápidas.
3. Extrusão intermitente:
Este método, que utiliza frequentemente cabeças acumuladoras, armazena o plástico fundido e liberta-o conforme necessário, oferecendo um controlo preciso sobre a formação do parison - perfeito para pequenas séries detalhadas ou protótipos.

4. Ferramentas simplificadas:
Os moldes de cavidade única ou as ferramentas básicas reduzem as despesas em comparação com as configurações de múltiplas cavidades, permitindo testar conceitos a preços acessíveis antes de aumentar a escala.
5. Ajustes flexíveis:
Os parâmetros ajustáveis da EBM (por exemplo, temperatura, pressão) e a versatilidade do material permitem a experimentação com diferentes resinas ou configurações para aperfeiçoar os protótipos de forma eficiente.
Sustentabilidade e Reciclagem na Moldagem por Extrusão e Sopro
A EBM contribui para a sustentabilidade e a reciclagem através de práticas inovadoras que reduzem o impacto ambiental. Eis como:
1. Materiais reciclados:
A utilização de plásticos reciclados pós-consumo (por exemplo, rHDPE) em EBM reduz a dependência de resinas virgens. Muitos produtos, como as embalagens, incorporam atualmente até 50% de conteúdo reciclado, mantendo o desempenho e reduzindo os resíduos.
2. Plásticos biodegradáveis:
Os avanços nos termoplásticos biodegradáveis para EBM oferecem alternativas amigas do ambiente, decompondo-se naturalmente e reduzindo a poluição a longo prazo, especialmente em aplicações de utilização única.
3. Optimizações de conceção:
As paredes mais finas, as formas mais simples e a redução do fulgor através de uma melhor conceção do molde reduzem a utilização de material e o desperdício, aumentando a eficiência sem sacrificar a qualidade.
4. Máquinas eficientes do ponto de vista energético:
O equipamento EBM moderno inclui tecnologias de poupança de energia, como accionamentos de velocidade variável e aquecimento melhorado, reduzindo a pegada de carbono do processo.
5. Reciclagem em circuito fechado:
A sucata de produção (por exemplo, flash) é triturada e reutilizada no local, minimizando os resíduos e apoiando uma economia circular no processo de fabrico.
6. Aligeiramento:
A criação de peças mais leves reduz o material e a energia de transporte, alinhando-se com os objectivos de sustentabilidade e cumprindo simultaneamente as normas de desempenho.

FAQs PARA O CLIENTE
Introdução ao Uplastech
Tem perguntas? Nós temos as respostas.
Somos especializados em extrusão, moldagem por vácuo, moldagem por sopro e fabrico de moldes de precisão, oferecendo soluções personalizadas para satisfazer as suas diversas necessidades de fabrico.
Trabalhamos com várias indústrias, incluindo a automóvel, eletrónica, bens de consumo e embalagens, concentrando-nos em parcerias B2B e fornecendo soluções de extrusão, termoformagem, moldagem por sopro e fabrico de moldes de precisão.
Sim, adaptamos as nossas soluções às suas necessidades específicas.
Entrar em contacto
Não hesite em enviar-nos um e-mail ou preencher o formulário abaixo para obter um orçamento.
Correio eletrónico: uplastech@gmail.com
