

A extrusão de plástico é muito utilizada para fabricar tubos, perfis, películas, folhas e outras coisas. Mas quando se está a extrudir, podem surgir defeitos que alteram o aspeto e o funcionamento do produto. E isso faz com que os seus custos aumentem e abranda a sua produção.
O processo de extrusão de plástico enfrenta problemas como bolhas de ar, fissuras, espessuras irregulares e diferenças de cor. Ao identificar as causas e implementar soluções específicas, podemos reduzir os custos e melhorar a eficiência da produção.
Os defeitos de extrusão de plástico são causados principalmente por um controlo inadequado da temperatura.Verdadeiro
As flutuações de temperatura durante o processo de extrusão podem levar a vários defeitos, tais como fluxo de material irregular, moldagem incompleta ou imperfeições na superfície.
Os defeitos de extrusão de plástico são sempre causados pela má qualidade do material.Falso
Embora a qualidade do material possa contribuir para os defeitos de extrusão, factores como a temperatura incorrecta, a velocidade, a conceção da matriz e os parâmetros do processo também desempenham um papel significativo na causa de problemas como deformações, bolhas e variação de cor.
- 1. Quais são os defeitos das bolhas de extrusão de plástico e as soluções?
- 2. Quais são os defeitos e as soluções para a fissuração por extrusão de plástico?
- 3. Quais são os defeitos de deformação por extrusão de plástico e as soluções?
- 4. O que são defeitos e soluções de desnivelamento da espessura da extrusão de plástico?
- 5. O que são defeitos e soluções de arranhões de extrusão de plástico?
- 6. Quais são os defeitos e as soluções para a diferença de cor da extrusão de plástico?
- 7. O que é o defeito de retração da extrusão de plástico e a solução?
- 8. Conclusão
Quais são os defeitos das bolhas de extrusão de plástico e as soluções?
Os defeitos de bolha são normalmente caracterizados pela presença de bolhas de ar na superfície ou no interior do produto, o que afecta a aparência e as propriedades mecânicas do produto.
Para resolver o problema das bolhas de ar, é possível controlar a humidade da matéria-prima, otimizar a temperatura de fusão, melhorar a eficiência do sistema de exaustão e garantir a vedação do equipamento.

Elevada humidade das matérias-primas
As bolhas de ar são frequentemente causadas pela humidade na matéria-prima. Quando a humidade é demasiado elevada, a água evapora-se rapidamente a altas temperaturas e formam-se bolhas. É necessário controlar rigorosamente a humidade da matéria-prima e secá-la, se necessário.
Escape deficiente
Outra razão para o aparecimento de bolhas de ar é o facto de o sistema de exaustão da extrusora estar mal concebido ou não ser suficientemente eficiente. Ao otimizar o canal de exaustão para garantir que o gás na massa fundida possa ser rapidamente descarregado, o aparecimento de bolhas de gás pode ser eficazmente reduzido.
Temperatura de fusão
Uma temperatura demasiado elevada pode causar degradação térmica, enquanto uma temperatura demasiado baixa pode resultar numa fusão demasiado viscosa e difícil de ventilar. O controlo preciso da temperatura de fusão pode ajudar a minimizar os defeitos de bolhas.
As bolhas são um defeito comum na extrusão de plástico.Verdadeiro
Podem formar-se bolhas na extrusão de plástico devido à retenção de ar ou humidade no material, a um controlo inadequado da temperatura ou a uma velocidade excessiva do parafuso. Estas bolhas afectam a qualidade e o aspeto do produto extrudido.
As bolhas na extrusão de plástico podem ser completamente evitadas.Falso
Embora seja um desafio eliminar completamente as bolhas, o controlo cuidadoso da humidade do material, das definições de temperatura e da velocidade de extrusão pode reduzir significativamente a sua ocorrência. Nalguns casos, podem ser necessárias técnicas de desgaseificação ou um melhor condicionamento do material para minimizar as bolhas.
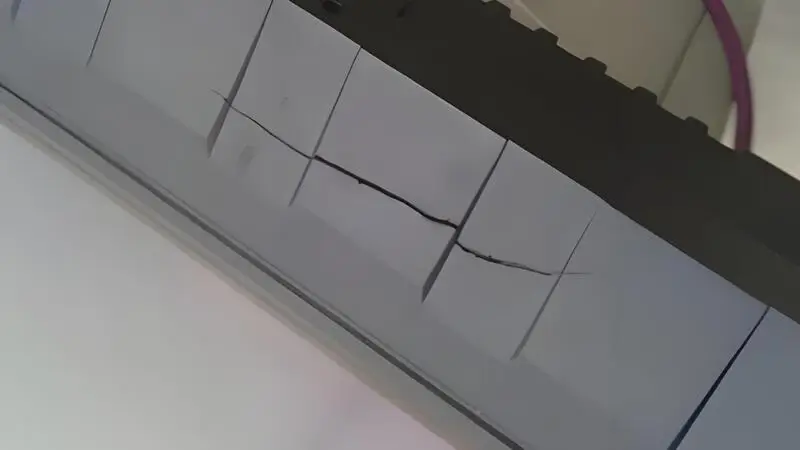
Quais são os defeitos e as soluções para a fissuração por extrusão de plástico?
Os defeitos de fissuração são normalmente fissuras na superfície ou no interior do produto extrudido de plásticoque pode reduzir a resistência do produto e, em casos graves, afetar mesmo o desempenho do produto.
Para reduzir a fissuração, podemos ajustar a pressão de extrusão, a temperatura e as taxas de arrefecimento. A otimização destes parâmetros ajuda a minimizar a fissuração e melhora a qualidade do produto.
Regulação da pressão de extrusão
Uma pressão de extrusão excessiva pode facilmente provocar fissuras de tração. Uma redução adequada da pressão de extrusão reduzirá as fissuras na superfície e no interior do produto.
Controlo da temperatura
Se a temperatura for demasiado alta ou demasiado baixa, isso afectará a fluidez do material. Um controlo razoável da temperatura pode melhorar a fluidez do material e evitar fissuras.
Método de arrefecimento
Se o arrefecimento for demasiado rápido, podem surgir grandes tensões térmicas no material. Se o arrefecimento for demasiado lento, pode abrandar a cura na superfície e provocar fissuras. É necessário arrefecer corretamente e de forma uniforme.
Eis as reivindicações relativas a "fissura por extrusão de plástico" no mesmo formato:
As fissuras são um defeito comum na extrusão de plástico.Verdadeiro
As fissuras na extrusão de plástico podem ocorrer devido a factores como um arrefecimento inadequado, definições de temperatura incorrectas, tensão do material ou uma velocidade de extrusão elevada. Estas fissuras podem comprometer a resistência e a integridade do produto final.
As fissuras na extrusão de plástico podem ser completamente evitadas.Falso
Embora seja difícil eliminar totalmente as fissuras, o controlo adequado das taxas de arrefecimento, das definições de temperatura e da velocidade de extrusão pode reduzir a probabilidade de formação de fissuras. Em alguns casos, a otimização das propriedades do material e das condições de extrusão pode ajudar a atenuar o problema.
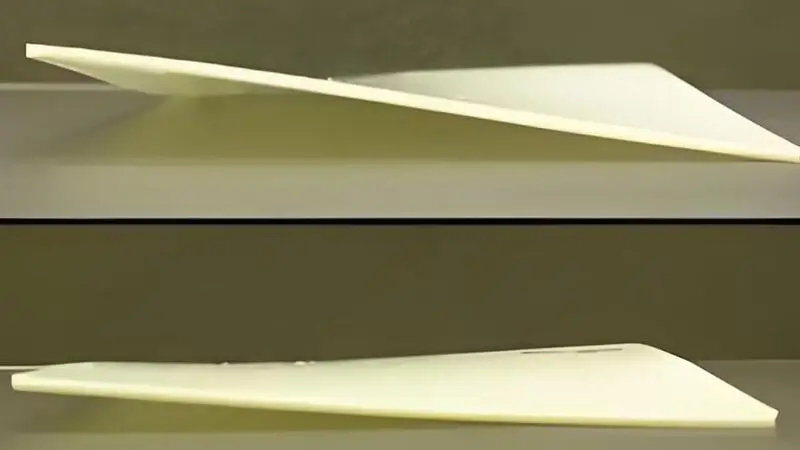
Quais são os defeitos de deformação por extrusão de plástico e as soluções?
O empeno ocorre quando um produto de plástico encolhe de forma desigual à medida que arrefece, o que faz com que fique todo desfeito. Isto acontece muito com produtos de paredes finas e formas complicadas.
Para controlar os defeitos de deformação, é necessário otimizar a taxa de arrefecimento, otimizar o design do molde e escolher as matérias-primas certas.
Otimizar a taxa de arrefecimento
Uma das principais causas dos defeitos de empeno é o arrefecimento desigual. Ao controlar uniformemente a taxa de arrefecimento e evitar um arrefecimento demasiado rápido ou demasiado lento, o fenómeno de empeno pode ser eficazmente reduzido.
Otimizar a conceção do molde
A conceção do molde também tem um grande impacto nos defeitos de empeno. A conceção razoável do sistema de arrefecimento do molde e a conceção do rotor podem reduzir o arrefecimento irregular e evitar o empeno.
Seleção de matérias-primas adequadas
Diferentes materiais plásticos encolhem de forma diferente quando arrefecem. Escolher a matéria-prima correta pode ajudá-lo a evitar problemas de deformação, especialmente quando está a fabricar produtos de paredes finas ou de formas complexas.
O empeno é um defeito comum na extrusão de plásticos.Verdadeiro
O empeno na extrusão de plástico ocorre quando o material arrefece de forma desigual ou sofre tensões internas, o que leva a distorções dimensionais no produto final. Isto pode afetar a qualidade e a funcionalidade dos artigos extrudidos.
O empeno na extrusão de plástico pode ser completamente evitado.Falso
Embora o empeno nem sempre possa ser totalmente evitado, o controlo das taxas de arrefecimento, da velocidade de extrusão e das propriedades do material pode reduzir significativamente a ocorrência de empeno. O ajuste destes factores ajuda a garantir uma estabilidade dimensional mais consistente.
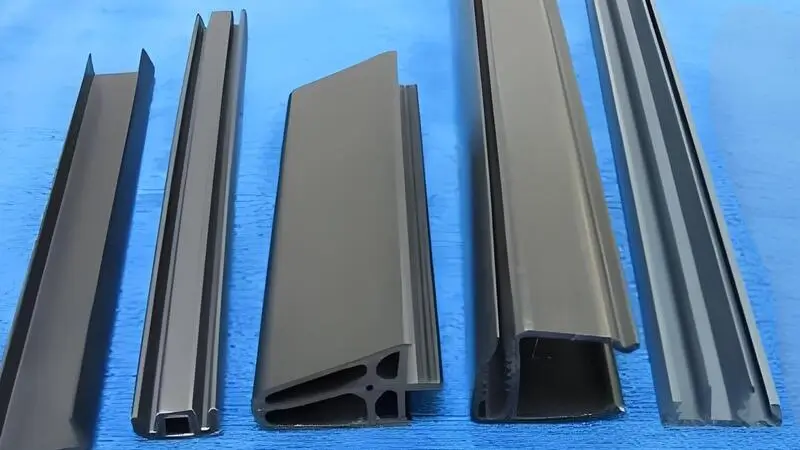
O que são defeitos e soluções de desnivelamento da espessura da extrusão de plástico?
A produção de tubos e perfis resulta frequentemente numa espessura irregular do produto. Este problema pode fazer com que o produto tenha propriedades mecânicas instáveis e pode mesmo prejudicar o processamento futuro.
Para resolver o problema da espessura irregular da parede, pode ajustar a velocidade da extrusora, melhorar o design da matriz e certificar-se de que a matéria-prima é bem misturada.

Regulação da velocidade de deslocação
Se alterar a velocidade do puxador, isso irá alterar a espessura das paredes do produto. Ajustando a velocidade do extrator na extrusora, é possível controlar a uniformidade com que o material se estica e evitar que o produto extrudido seja mais espesso nuns sítios do que noutros.
Otimizar a conceção do molde
A espessura irregular da parede está frequentemente relacionada com defeitos na conceção do molde. Ao projetar a forma do canal e da saída do molde de forma racional, podemos melhorar a distribuição da espessura da parede e garantir a uniformidade do produto.
Uniformidade das matérias-primas
A uniformidade da matéria-prima afecta a espessura das paredes. Se misturar bem as matérias-primas, pode evitar que o material não seja distribuído uniformemente quando o espreme e, dessa forma, pode evitar que as paredes não tenham a mesma espessura.
A espessura irregular é um problema comum na extrusão de plástico.Verdadeiro
A espessura irregular na extrusão de plástico ocorre quando o material não flui uniformemente através da matriz, levando a dimensões inconsistentes do produto. Isto pode ser causado por factores como a conceção da matriz, a viscosidade do material e as flutuações de temperatura.
A espessura irregular não é um problema significativo na extrusão de plástico.Falso
A espessura irregular é um problema significativo na extrusão de plásticos que pode afetar o desempenho, o aspeto e a funcionalidade do produto final. É necessário um controlo adequado dos parâmetros de extrusão para minimizar este problema.
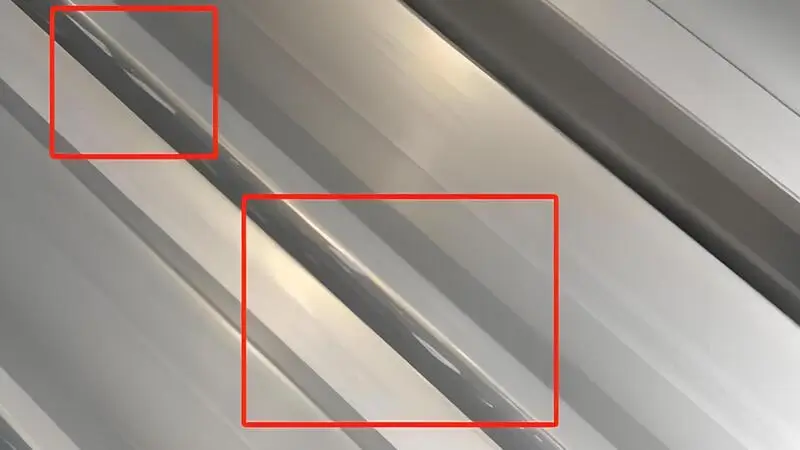
O que são defeitos e soluções de arranhões de extrusão de plástico?
Os riscos na superfície de um produto não só lhe conferem um mau aspeto, como também podem afetar o seu funcionamento.
Para corrigir os riscos, pode reparar ou substituir o molde e o rolo, ajustar a velocidade de transporte e certificar-se de que o sistema de arrefecimento está a funcionar corretamente.
Superfícies não lisas e desgastadas dos moldes ou rolos
Verifique e limpe regularmente as superfícies do molde e dos rolos. Se necessário, repare ou substitua quaisquer peças gastas.
Regulação da velocidade de deslocação
Se for demasiado rápido ou não tiver o toque correto, pode riscar a superfície do produto. Certifique-se de que exerce a pressão e a velocidade corretas para que o extrator esteja em contacto com o produto.
Otimizar o sistema de arrefecimento
Se a temperatura da água de arrefecimento for demasiado alta ou demasiado baixa, pode provocar um arrefecimento irregular ou riscos na superfície do produto. Certifique-se de que o sistema de água de arrefecimento está a funcionar corretamente e mantém a temperatura de arrefecimento e o caudal corretos.
A resistência aos riscos é uma propriedade importante na extrusão de plásticos.Verdadeiro
A resistência aos riscos é uma caraterística crucial para muitas extrusões de plástico, especialmente em aplicações como peças para automóveis, eletrónica de consumo e embalagens, em que a durabilidade da superfície é importante para manter a estética e a funcionalidade.
A resistência aos riscos é irrelevante para a extrusão de plástico.Falso
Embora nem todas as extrusões de plástico exijam resistência a riscos, muitas aplicações beneficiam de materiais que podem resistir ao desgaste, garantindo a longevidade e mantendo o seu aspeto e desempenho ao longo do tempo.
Quais são os defeitos e as soluções para a diferença de cor da extrusão de plástico?
Os defeitos de diferença de cor não só afectam a aparência do produto, como também afectam a perceção que o consumidor tem do produto e a aceitação do mercado.
Para resolver a diferença de cor, garantir matérias-primas consistentes, otimizar o processo de extrusão e melhorar o controlo do ambiente de produção.
Assegurar a consistência das matérias-primas
Para evitar diferenças de cor, é importante ter matérias-primas consistentes. Diferentes lotes de matérias-primas podem ter cores e qualidade diferentes, o que pode causar diferenças de cor durante a extrusão. Ao controlar rigorosamente a origem das matérias-primas e o processo de mistura para garantir que as matérias-primas utilizadas são consistentes na cor, pode reduzir significativamente os defeitos de diferença de cor.
Otimizar o processo de extrusão
A cor do seu produto pode ser afetada pela temperatura, pressão e velocidade do processo de extrusão. Para evitar problemas de cor causados por alterações no processo, certifique-se de que a temperatura e a pressão permanecem as mesmas durante o fabrico do seu produto. Não deixe a extrusora funcionar demasiado rápido ou demasiado devagar. Calibre o seu equipamento e certifique-se de que o seu processo está a funcionar corretamente. Isto ajudá-lo-á a fabricar o seu produto sempre com a mesma cor.
Melhorar o controlo do ambiente de produção
A cor do plástico pode ser afetada por factores como a humidade e a temperatura no ambiente de produção. Certifique-se de que controla a temperatura e a humidade na oficina e verifique regularmente a limpeza do equipamento. Deve também controlar rigorosamente a dispersão e a estabilidade dos masterbatches de cor que utiliza para reduzir as diferenças de cor.
A extrusão de plástico pode levar a diferenças de cor no produto final.Verdadeiro
As diferenças de cor na extrusão de plástico podem ocorrer devido a uma composição inconsistente do material, a variações de temperatura ou a uma mistura incorrecta de pigmentos, resultando numa coloração desigual no produto extrudido.
A extrusão de plástico não provoca diferenças de cor.Falso
As diferenças de cor podem, de facto, surgir na extrusão de plástico, muitas vezes como resultado de factores como inconsistências de material, flutuações de temperatura ou mistura inadequada de aditivos ou pigmentos.
O que é o defeito de retração da extrusão de plástico e a solução?
A contração é um problema comum na extrusão, especialmente quando se fabricam perfis de paredes finas ou formas complexas.
Para resolver os problemas de retração, pode controlar a temperatura da extrusora, certificar-se de que o sistema de arrefecimento está bem configurado e controlar a temperatura do molde.

Regulação da temperatura de extrusão
A temperatura da extrusora é importante para a forma como o material flui e encolhe. Ao controlar a temperatura da extrusora, pode evitar derreter demasiado o material ou arrefecê-lo demasiado depressa. Isto ajudará a evitar que o tamanho e a forma da peça se alterem demasiado.
Otimizar a conceção do sistema de arrefecimento
A rapidez e a forma como o plástico é arrefecido afectam diretamente o seu encolhimento. Ao certificar-se de que a água que arrefece o plástico flui uniformemente e que os tubos que transportam a água estão nos sítios certos, pode certificar-se de que o plástico arrefece uniformemente e não encolhe de forma desigual. Desta forma, não terá quaisquer marcas de encolhimento.
Otimizar o sistema de controlo da temperatura do molde
O sistema de controlo da temperatura do molde é importante para o processo de extrusão. Ao ajustar os parâmetros de controlo da temperatura de aquecimento e arrefecimento do molde, é possível garantir que o produto mantém a sua forma durante a produção e reduzir o encolhimento.
O encolhimento por extrusão de plástico é um problema comum durante o processo de fabrico.Verdadeiro
A contração ocorre quando o material extrudido arrefece e se contrai, o que é um fenómeno normal na extrusão de plástico. Factores como o tipo de material, a velocidade de extrusão e as taxas de arrefecimento podem influenciar o grau de contração.
O encolhimento por extrusão de plástico pode ser completamente eliminado.Falso
Embora a retração possa ser minimizada através de um controlo cuidadoso dos parâmetros do processo, não é totalmente evitável devido às propriedades inerentes dos materiais e à sua resposta às alterações de temperatura durante o processo de extrusão.
Conclusão
O processo de extrusão de plástico tem muitos problemas, como bolhas, fissuras de tração, deformação, espessura irregular, riscos, diferença de cor, encolhimento, etc. Podemos melhorar o processo a partir das matérias-primas, da temperatura, da conceção do molde e do processo, etc. Através da gestão sistemática e da otimização contínua, podemos reduzir eficazmente os defeitos e melhorar a qualidade dos produtos.







