Przejdź do treści
Przejdź do treści 

Pękanie stopu jest częstym wyzwaniem w wytłaczaniu polimerów, które może pogorszyć jakość powierzchni wytłaczanych produktów, wpływając zarówno na ich wygląd, jak i wydajność. Ten wpis na blogu zawiera szczegółowy przewodnik po zrozumieniu i rozwiązywaniu problemów pęknięcie stopu1obejmujące jego przyczyny, skutki w różnych branżach i praktyczne rozwiązania. Niezależnie od tego, czy jesteś zaangażowany w produkcję tworzyw sztucznych, czy też starasz się ulepszyć swój proces wytłaczania, ten zasób wyposaży Cię w wiedzę, która pozwoli Ci skutecznie radzić sobie z pękaniem stopu.
Pękanie stopu podczas wytłaczania to niestabilność przepływu, która występuje, gdy stopione polimery są wtłaczane przez matrycę z dużą prędkością, co powoduje defekty powierzchni, takie jak sharkskinning lub wzory washboard, często występujące w branżach takich jak opakowania i urządzenia medyczne.
Opanowanie opisanych tutaj technik rozwiązywania problemów pozwala poprawić jakość produktu i zoptymalizować operacje wytłaczania. Przyjrzyjmy się szczegółom pęknięć stopu i sposobom radzenia sobie z nimi.
Pękanie stopu występuje tylko w procesach wytłaczania z dużą prędkością.Fałsz
Podczas gdy wysokie prędkości wytłaczania zwiększają prawdopodobieństwo pęknięcia stopu, może ono również wystąpić przy niższych prędkościach, jeśli konstrukcja matrycy lub właściwości materiału są nieoptymalne.
Pęknięcie stopu jest kwestią czysto kosmetyczną i nie wpływa na wydajność produktu.Fałsz
Oprócz defektów estetycznych, pęknięcia stopu mogą zagrozić właściwościom mechanicznym i funkcjonalności wytłaczanych produktów, szczególnie w krytycznych zastosowaniach, takich jak urządzenia medyczne.
- 1. Czym jest pęknięcie stopu w procesie wytłaczania?
- 2. Jakie branże są najbardziej dotknięte pękaniem stopu?
- 3. Jakie są główne przyczyny pęknięcia stopu?
- 4. Jak rozwiązywać problemy związane z pękaniem stopu podczas wytłaczania?
- 5. Jakie są kluczowe parametry procesu wytłaczania wpływające na pękanie stopu?
- 6. Jakie materiały są najbardziej podatne na pęknięcia podczas topienia?
- 7. Praktyczne narzędzia zapobiegające pękaniu stopionego materiału
- 8. Powiązane technologie i sieć wiedzy
- 9. Wnioski
Czym jest pęknięcie stopu w procesie wytłaczania?
Pękanie stopionego polimeru to zjawisko w wytłaczaniu polimerów, w którym powierzchnia wytłaczanego produktu staje się szorstka lub zniekształcona z powodu niestabilności przepływu stopionego polimeru podczas opuszczania matrycy. Zjawisko to często charakteryzuje się defektami, takimi jak sharkskinning (drobne zmarszczki), wzory washboard (faliste zniekształcenia) lub poważne nieregularne zniekształcenia.

Pęknięcie stopu, znane również jako Zniekształcenie ekstrudatu2Jest to spowodowane wysokimi szybkościami ścinania i przepływami rozciągającymi w matrycy, co prowadzi do niestabilności lepkosprężystych w stopionym polimerze.
| Typ wady | Wygląd | Najczęstsze przyczyny |
|---|---|---|
| Sharkskinning | Drobne, regularne zmarszczki | Wysoka prędkość wytłaczania, słaba konstrukcja matrycy |
| Washboard | Faliste, okresowe zniekształcenia | Nadmierne naprężenie ścinające, właściwości materiału |
| Zniekształcenia brutto | Poważne, nieregularne wady powierzchni | Bardzo wysokie prędkości, niekompatybilne materiały |
Podstawowe zasady pękania w stanie stopionym
Pękanie stopu wynika z lepkosprężystej natury polimerów. Poddany wysokim szybkościom ścinania w matrycy, stopiony polimer może doświadczać niestabilności przepływu, zakłócając gładką powierzchnię wytłoczyny. Kluczowe czynniki przyczyniające się do tego zjawiska obejmują:

-
Wysokie prędkości wytłaczania: Zwiększona prędkość zwiększa naprężenia ścinające.
-
Kwestie związane z projektowaniem matryc: Ostre przejścia lub chropowate powierzchnie w matrycy zwiększają niestabilność.
-
Właściwości materiału: Polimery o wysokiej masie cząsteczkowej są bardziej elastyczne, co zwiększa ryzyko.
-
Kontrola temperatury: Nieodpowiednia temperatura może utrudniać płynny przepływ.
Zrozumienie tych zasad jest pierwszym krokiem w kierunku skutecznego rozwiązywania problemów.
Polimery o wysokiej masie cząsteczkowej są bardziej podatne na pękanie w stanie stopionym.Prawda
Polimery o wysokiej masie cząsteczkowej mają większą elastyczność, co zwiększa prawdopodobieństwo niestabilności przepływu przy wysokich prędkościach ścinania.
Jakie branże są najbardziej dotknięte pękaniem stopu?
Pękanie stopu ma wpływ na branże, w których jakość powierzchni ma kluczowe znaczenie, prowadząc do wyzwań produkcyjnych i obaw związanych z jakością.

Pęknięcia stopionego metalu często występują w branży opakowań, urządzeń medycznych i motoryzacyjnej, gdzie gładkie powierzchnie mają zasadnicze znaczenie dla wydajności i estetyki produktu.
Przemysł opakowań
W przypadku opakowań pęknięcia mogą powodować defekty wizualne folii i arkuszy, zmniejszając atrakcyjność dla konsumentów. Na przykład, sharkskinning3 w folii do pakowania żywności może nie spełniać standardów przejrzystości.
Urządzenia medyczne
W przypadku zastosowań medycznych, takich jak rurki lub cewniki, defekty powierzchni spowodowane pękaniem stopu mogą negatywnie wpływać na funkcjonalność i bezpieczeństwo, gdzie gładkość ma kluczowe znaczenie dla uniknięcia podrażnień lub uszkodzeń.
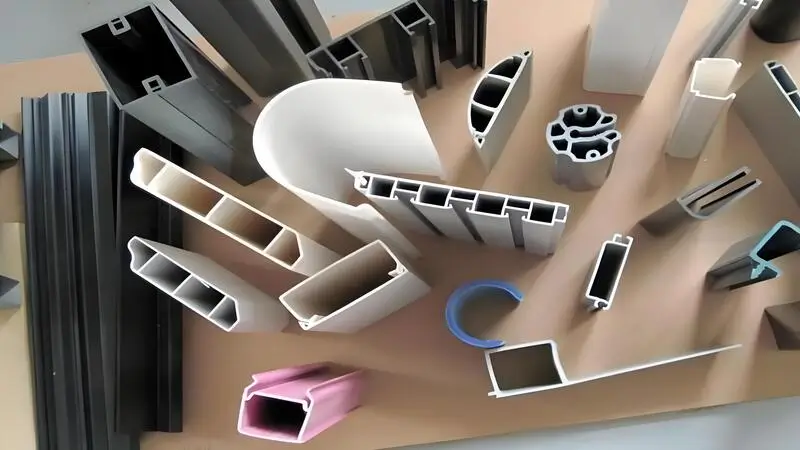
Komponenty motoryzacyjne
Wytłaczane profile i uszczelki w produkcji motoryzacyjnej wymagają precyzyjnych tolerancji. Pękanie stopu może osłabić właściwości mechaniczne lub spowodować niedokładności wymiarowe.
Pękanie stopu ma wpływ jedynie na wizualny wygląd wytłaczanych produktów.Fałsz
Oprócz estetyki, pęknięcia stopu mogą wpływać na właściwości mechaniczne i wydajność wytłaczanych elementów, szczególnie w zastosowaniach precyzyjnych.
Jakie są główne przyczyny pęknięcia stopu?
Identyfikacja przyczyn pękania stopionego metalu jest kluczowa dla skutecznego rozwiązywania problemów. Przyczynia się do tego wiele czynników.
Główne przyczyny pęknięć stopu obejmują wysokie Szybkość wytłaczania4słaby konstrukcja matrycy5, nieodpowiednia kontrola temperatury i stosowanie polimerów o wysokiej masie cząsteczkowej.
Wysokie prędkości wytłaczania
Zwiększanie prędkości wytłaczania w celu maksymalizacji wydajności zwiększa naprężenia ścinające w matrycy, często powodując pękanie stopu.
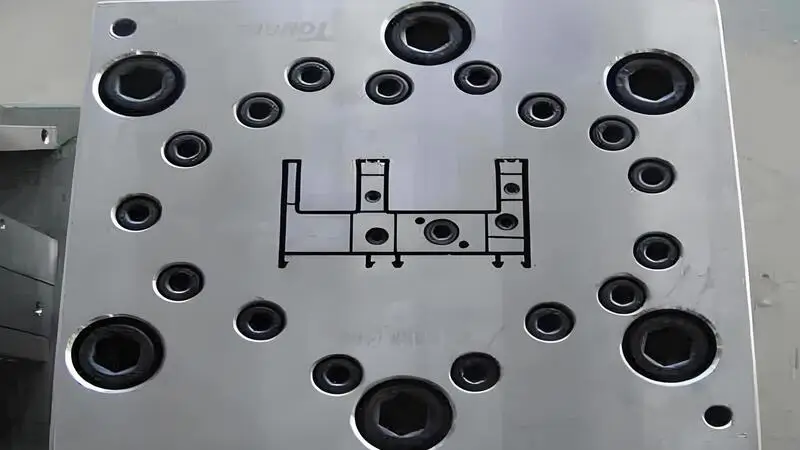
Słaba konstrukcja matrycy
Matryce z gwałtownymi przejściami, chropowatymi powierzchniami lub krótkimi odcinkami zakłócają przepływ polimeru, prowadząc do defektów.
Niski temperatura matrycy6zwiększają lepkość polimeru, utrudniając przepływ, podczas gdy zbyt wysokie temperatury mogą powodować degradację materiału.
Nieodpowiednia kontrola temperatury
Niskie temperatury matrycy zwiększają lepkość polimeru, utrudniając przepływ, podczas gdy zbyt wysokie temperatury mogą powodować degradację materiału.
Właściwości materiału
Polimery o wysokiej masie cząsteczkowej lub szerokim rozkładzie masy cząsteczkowej są bardziej elastyczne, co czyni je podatnymi na niestabilności przepływu.
Optymalizacja konstrukcji matrycy może całkowicie wyeliminować pękanie stopu.Fałsz
Podczas gdy ulepszona konstrukcja matrycy może zmniejszyć ryzyko, inne czynniki, takie jak prędkość wytłaczania i właściwości materiału, mogą nadal przyczyniać się do pękania stopu.
Jak rozwiązywać problemy związane z pękaniem stopu podczas wytłaczania?
Rozwiązywanie problemów z pęknięciem stopu wymaga systematycznego podejścia w celu zidentyfikowania i rozwiązania problemu.
Aby rozwiązać problem pękania stopu, zmniejszyć szybkość wytłaczania, zoptymalizować temperaturę matrycy, ulepszyć konstrukcję matrycy i w razie potrzeby rozważyć zmianę materiału.
Przewodnik rozwiązywania problemów krok po kroku
-
Identyfikacja typu usterki
- Zbadaj ekstrudat pod kątem sharkskinning, washboard lub rażących zniekształceń, aby pokierować swoim podejściem.
-
Dostosuj szybkość wytłaczania
- Stopniowo zmniejszaj prędkość, aby zmniejszyć naprężenia ścinające i sprawdź, czy powierzchnia jest lepsza.

-
Optymalizacja temperatury matrycy
- Podnieś temperaturę, aby obniżyć lepkość, upewniając się, że pozostaje ona poniżej punktu degradacji polimeru.
-
Kontrola i modyfikacja projektu matrycy
- Zwróć uwagę na ostre krawędzie lub nieodpowiednią długość terenu; w razie potrzeby przeprojektuj, aby zapewnić płynniejszy przepływ.
-
Ocena właściwości materiału
- Przełącz na polimer o niższej masie cząsteczkowej lub dodaj środki wspomagające przetwarzanie, jeśli inne dostosowania zawiodą.
Zastosowanie środków pomocniczych może złagodzić pękanie stopu bez zmiany polimeru.Prawda
Środki wspomagające przetwarzanie, takie jak dodatki fluoropolimerowe, mogą zmniejszyć tarcie powierzchniowe, pomagając zapobiegać pękaniu stopu.
Jakie są kluczowe parametry procesu wytłaczania wpływające na pękanie stopu?
Kilka parametrów procesu wpływa na występowanie pęknięć stopu, co wymaga starannej kontroli.

Kluczowe parametry wpływające na pękanie stopu obejmują szybkość wytłaczania, temperaturę matrycy, konstrukcję matrycy i ciśnienie w wytłaczarce.
Szybkość wytłaczania
Wyższe prędkości zwiększają naprężenia ścinające, zwiększając ryzyko pęknięcia stopu.
Temperatura matrycy
Optymalne temperatury zapewniają płynny przepływ; odchylenia mogą zdestabilizować proces.
Konstrukcja matrycy
Płynne, stopniowe przejścia i odpowiednia długość terenu stabilizują przepływ polimeru.
Ciśnienie
Nadmierne ciśnienie może zwiększyć niestabilność przepływu, wymagając monitorowania i regulacji.
Długość powierzchni matrycy nie ma wpływu na pękanie stopu.Fałsz
Dłuższe odcinki lądowe mogą pomóc ustabilizować przepływ, zmniejszając prawdopodobieństwo pęknięcia stopionego materiału.
Jakie materiały są najbardziej podatne na pęknięcia podczas topienia?
Wybór materiału znacząco wpływa na podatność na pękanie stopu.

Polimery takie jak liniowy polietylen o niskiej gęstości (LLDPE), polietylen o wysokiej gęstości (HDPE) i niektóre fluoropolimery są bardziej podatne na pękanie ze względu na ich wysoką masę cząsteczkową i elastyczność.
| Typ polimeru | Podatność na pęknięcia stopu | Uwagi |
|---|---|---|
| LLDPE | Wysoki | Powszechne w produkcji filmowej |
| HDPE | Wysoki | Stosowany w rurach i profilach |
| Polipropylen (PP) | Umiarkowany | Zależy od klasy |
| Polistyren (PS) | Niski | Mniej elastyczny, płynniejszy przepływ |
Zastosowanie polimeru o węższym rozkładzie masy cząsteczkowej może zmniejszyć pękanie stopu.Prawda
Węższe rozkłady zmniejszają elastyczność, dzięki czemu polimer jest mniej podatny na niestabilności przepływu.
Praktyczne narzędzia zapobiegające pękaniu stopionego materiału
Proaktywne środki mogą zminimalizować ryzyko pęknięcia stopionego metalu.
Skorzystaj z listy kontrolnej projektu, aby zapewnić optymalną konstrukcję matrycy, kontrolę temperatury i wybór materiału, a także postępuj zgodnie z przewodnikiem decyzyjnym dotyczącym rozwiązywania problemów związanych z pękaniem stopu.
Lista kontrolna projektu zapobiegająca pękaniu stopionego materiału
| Aspekt | Rozważania |
|---|---|
| Konstrukcja matrycy | Zapewnij płynne, stopniowe przejścia; unikaj ostrych krawędzi. |
| Kontrola temperatury | Utrzymywanie optymalnych profili temperatury dla polimeru. |
| Szybkość wytłaczania | Pracować w zakresie zalecanych prędkości dla danego materiału. |
| Wybór materiału | Jeśli to możliwe, należy wybierać gatunki o niższej masie cząsteczkowej. |
| Pomoc w przetwarzaniu | Rozważ dodatki poprawiające charakterystykę przepływu. |
Przewodnik podejmowania decyzji dotyczących rozwiązywania problemów
-
Czy szybkość wytłaczania jest zbyt wysoka?
- Tak: Zmniejszenie prędkości.
- Nie: Sprawdź temperaturę.
-
Czy temperatura matrycy jest zoptymalizowana?
- Nie: Dostosuj temperaturę.
- Tak: Sprawdź konstrukcję matrycy.
-
Czy matryca ma wady konstrukcyjne?
- Tak: Przeprojektowanie matrycy.
- Nie: Ocena materiału.
-
Czy polimer jest odpowiedni?
- Nie: Zmiana klasy lub dodanie pomocy.
Środki pomocnicze są zawsze niezbędne, aby zapobiec pękaniu stopu.Fałsz
Środki wspomagające przetwarzanie mogą być pomocne, ale nie zawsze są wymagane, jeśli inne parametry są dobrze kontrolowane.
Pęknięcie stopu łączy się z szerszymi technologiami, które mogą usprawnić działania prewencyjne.

Technologie wyższego szczebla, takie jak synteza polimerów7 i testy reologiczne mogą pomóc w dostosowaniu materiałów w celu zmniejszenia ryzyka pęknięcia stopu, podczas gdy kontrola jakości i obróbka powierzchni mogą złagodzić jego skutki.
- W górę rzeki: Synteza polimerów i testy reologiczne8 do optymalizacji materiałów.
- Downstream: Systemy kontroli jakości i obróbki powierzchni do zarządzania wadami.
Eksploruj reologia polimerów oraz Optymalizacja projektu matrycy9 dla głębszego wglądu.
Testy reologiczne są niezbędne do zapobiegania pękaniu stopu.Prawda
Testy reologiczne pomagają przewidzieć, jak polimer zachowa się w warunkach wytłaczania, umożliwiając lepszy dobór materiału i projektowanie procesu.
Wnioski
Przeciwdziałanie pękaniu stopu podczas wytłaczania wymaga zrozumienia jego przyczyn - wysokich prędkości, złej konstrukcji matrycy i właściwości materiału - oraz zastosowania ukierunkowanych rozwiązań, takich jak zmniejszenie prędkości, optymalizacja temperatury i ulepszenia matrycy. Wykorzystując praktyczne narzędzia i powiązane technologie, można poprawić jakość produktu i wydajność procesów wytłaczania.
Aby dowiedzieć się więcej, zapoznaj się z zasobami na stronie reologia polimerów oraz Optymalizacja projektu matrycy.
-
Zrozumienie pękania stopu ma kluczowe znaczenie dla poprawy jakości produktu w procesach wytłaczania. Odwiedź ten link, aby dowiedzieć się więcej o jego wpływie i rozwiązaniach. ↩
-
Zniekształcenia wytłoczek to kluczowy problem w przetwórstwie polimerów. Dowiedz się więcej o jego przyczynach i rozwiązaniach usprawniających procesy produkcyjne. ↩
-
Sharkskinning może poważnie wpłynąć na wygląd wytłaczanych produktów. Odkryj skuteczne metody zapobiegania, aby poprawić jakość wytłaczania. ↩
-
Dowiedz się, jak szybkość wytłaczania wpływa na jakość produktów polimerowych i jak ją zoptymalizować, aby uzyskać lepsze wyniki. ↩
-
Skuteczne projektowanie matryc ma kluczowe znaczenie dla zapobiegania wadom, takim jak pękanie stopu. Odkryj najlepsze praktyki, aby usprawnić procesy wytłaczania. ↩
-
Temperatura matrycy odgrywa istotną rolę w przepływie i jakości polimeru. Dowiedz się więcej o jej wpływie na procesy wytłaczania. ↩
-
Zrozumienie syntezy polimerów ma kluczowe znaczenie dla optymalizacji materiałów, aby zapobiec pękaniu stopu, poprawiając jakość produktu. ↩
-
Testy reologiczne zapewniają wgląd w zachowanie materiału, co ma zasadnicze znaczenie dla zminimalizowania ryzyka pęknięcia stopu podczas wytłaczania. ↩
-
Optymalizacja projektu matrycy może prowadzić do znacznej poprawy procesów wytłaczania, zmniejszając liczbę wad i zwiększając wydajność. ↩