
Innovatieve oplossingen voor extrusieblazen
Ontdek UPlasTech innovatieve extrusie blow moulding diensten. Deskundige oplossingen voor duurzame kunststofproducten van hoge kwaliteit.
Gids voor aangepaste extrusie spuitgieten oplossing
Wat is extrusieblazen?
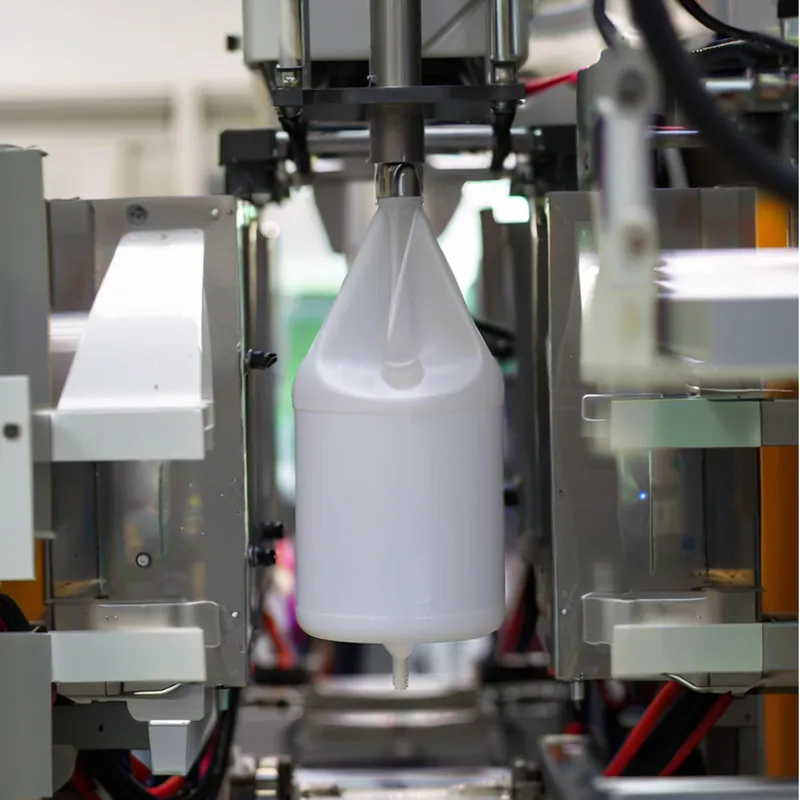
Extrusie Blow Molding (EBM) is een fabricageproces dat is ontworpen om holle kunststof voorwerpen te maken door een gesmolten kunststof buis, bekend als een parison, op te blazen in een mal. EBM is ontstaan uit technieken die lijken op glasblazen en is sinds de ontwikkeling aan het begin van de 20e eeuw een belangrijk onderdeel van de kunststofindustrie geworden. Het proces begint met het smelten van thermoplastische hars, die vervolgens wordt geëxtrudeerd tot een parison. Deze parison wordt opgevangen door een afgekoelde metalen mal en er wordt perslucht in geblazen, waardoor de kunststof uitzet en zich naar de vorm van de mal vormt. Na het afkoelen gaat de mal open en wordt het afgewerkte onderdeel uitgeworpen, waarbij vaak bijgesneden moet worden om overtollig materiaal, of flash, te verwijderen.
EBM onderscheidt zich door de mogelijkheid om grote hoeveelheden lichtgewicht, duurzame voorwerpen te produceren tegen relatief lage kosten, waardoor het ideaal is voor massaproductie. Het wordt vaak gebruikt in industrieën zoals de verpakkingsindustrie (voor artikelen zoals waterflessen en shampooflessen) en de auto-industrie (voor onderdelen zoals luchtkanalen en brandstoftanks). De aanpasbaarheid aan verschillende vormen en maten, in combinatie met lagere matrijskosten in vergelijking met andere methoden, heeft de rol van deze techniek in de moderne productie verstevigd.
Hoe werkt extrusieblazen?
Extrusie Blow Molding (EBM) is een productieproces dat wordt gebruikt om holle kunststof onderdelen te maken, zoals flessen, containers en auto-onderdelen. Het bestaat uit het smelten van kunststofhars, het vormen tot een buisachtige structuur die parison wordt genoemd, het opblazen in een mal met perslucht om de gewenste vorm te krijgen, het afkoelen en dan het uitwerpen van het afgewerkte onderdeel. Hieronder wordt in detail uitgelegd hoe het proces werkt, opgedeeld in de belangrijkste stappen.
1. Stapsgewijs proces:
① Smelten en extruderen van kunststof:
- Toevoer van materiaal: Het proces begint met kunststofpellets, meestal thermoplasten zoals hogedichtheidpolyethyleen (HDPE), polypropyleen (PP) of polyethyleentereftalaat (PET), die via een trechter in een extruder worden gevoerd.
- Smelten: In de extruder beweegt een draaiende schroef de korrels door een verwarmd vat. De hitte en mechanische actie smelten het plastic tot een uniforme gesmolten toestand.
- Extrusie: Het gesmolten plastic wordt door een matrijs geperst, waardoor een doorlopende holle buis wordt gevormd die parison wordt genoemd. De matrijs vormt de diameter en wanddikte van de parison, die cruciaal zijn voor het eindproduct.
Parison Formatie: De parison is een holle buis met een centrale opening die later lucht doorlaat. Voor eenvoudige onderdelen heeft de parison een uniforme dikte, maar voor complexe vormen kan een parisonprogrammeur de matrijsspleet aanpassen om de dikte dynamisch te variëren terwijl de parison wordt geëxtrudeerd.
Vormen sluiten: De parison wordt tussen twee helften van een gekoelde metalen mal geplaatst, vaak van aluminium vanwege de thermische geleidbaarheid. De mal sluit zich om de parison en sluit hem af aan de onderkant (en soms aan de bovenkant) om het plastic op te vangen en voor te bereiden op het opblazen.
Blazen: Samengeperste lucht wordt via een blaaspen of naald in de parison geblazen. De luchtdruk blaast de parison op, waardoor deze uitzet en zich aanpast aan de vorm van de mal. De druk moet zorgvuldig worden gecontroleerd om ervoor te zorgen dat de kunststof de mal vult zonder te barsten of dunne plekken achter te laten.
Koeling: De mal, uitgerust met koelkanalen (meestal circulerend gekoeld water), koelt het opgeblazen plastic snel af om het te laten stollen. Deze stap zorgt ervoor dat het onderdeel zijn vorm behoudt en gehanteerd kan worden zonder te vervormen. De koeltijd hangt af van de dikte van het onderdeel en het gebruikte materiaal.
Uitwerping: Zodra het plastic is uitgehard, gaat de mal open en wordt het afgewerkte onderdeel uitgeworpen, vaak met behulp van lucht of mechanische uitwerpers. In dit stadium kan het onderdeel nog overtollig materiaal bevatten, bekend als flash.
⑦ Trimmen: Het overtollige plastic van de deellijn of afknijpgebieden van de matrijs wordt handmatig verwijderd met gereedschap of automatisch met messen of andere apparatuur. Deze stap voltooit de vorm van het onderdeel en afhankelijk van de toepassing kan er nog extra afwerking volgen (zoals labelen).

2. Sleutelfactoren voor succes:
① Temperatuurregeling: Het plastic moet gelijkmatig worden gesmolten en de mal moet efficiënt worden afgekoeld om defecten zoals kromtrekken of ongelijke dikte te voorkomen.
Parisoncontrole: De dikte en stabiliteit van de parison zijn van vitaal belang voor een uniforme wanddikte in het eindproduct, vooral bij complexe vormen.
Luchtdruk: De juiste druk zorgt ervoor dat de parison volledig wordt opgeblazen zonder blowouts of onvolledig vormen.
Vormontwerp: De matrijs moet overeenkomen met de geometrie van het onderdeel en moet gemakkelijk kunnen worden uitgeworpen.
3. Variaties van het proces:
① Continue extrusie: Het parison wordt gestaag geëxtrudeerd en de mallen vangen er delen van op terwijl ze bewegen. Dit is ideaal voor de productie van grote volumes kleinere onderdelen, zoals drankflessen.
Intermitterende extrusie: De extrusiepauzes tussen de cycli zorgen voor een nauwkeurigere controle en worden vaak gebruikt voor grotere of complexe onderdelen. Dit omvat:
③ Methode met roterende schroef: De schroef beweegt naar achteren om gesmolten plastic te verzamelen en vervolgens naar voren om het parison te extruderen.
④ Accumulatormethode: Gesmolten kunststof wordt opgeslagen in een accumulator en snel geëxtrudeerd, geschikt voor grote voorwerpen zoals brandstoftanks.
Wat zijn de verschillende soorten extrusieblazen?
Extrusie blow molding is een productieproces dat wordt gebruikt om holle kunststof onderdelen te maken, zoals flessen, containers en auto-onderdelen, door een buis van gesmolten kunststof (een parison genoemd) te extruderen en op te blazen in een matrijs. Er zijn verschillende soorten extrusieblazen, elk geschikt voor verschillende productiebehoeften en onderdeelvereisten. Hieronder staan de belangrijkste types:
1. Continu extrusie blazen:
Bij dit type wordt het parison continu uit de machine geëxtrudeerd, en mallen nemen delen ervan op om de onderdelen te vormen. Deze methode is ideaal voor de productie van grote volumes kleine tot middelgrote producten, zoals plastic flessen en verpakkingen, vanwege de snelheid en efficiëntie. Variaties in continue extrusie zijn onder andere:
- Pendelend blazen: De mallen bewegen heen en weer (pendelen) om het parison op te vangen, waardoor flexibiliteit in de productie mogelijk is.
- Roterend wiel blaasgieten: Meerdere matrijzen zijn gemonteerd op een draaiend wiel, waardoor een snelle, geautomatiseerde productie mogelijk is.

2. Intermitterend extrusieblazen:
Bij intermitterende extrusie wordt de parison in afzonderlijke cycli geëxtrudeerd in plaats van continu, waardoor er meer controle is over de vorming. Dit type is zeer geschikt voor grotere of complexere onderdelen. Het kan verder onderverdeeld worden in twee methoden:
Methode met roterende schroef: De schroef in de extruder beweegt terug om gesmolten kunststof op te hopen en dan naar voren om het parison te extruderen. Deze methode wordt meestal gebruikt voor middelgrote onderdelen en biedt een goede precisie.
- Accumulatormethode: Gesmolten kunststof wordt opgeslagen in een accumulator en dan snel geëxtrudeerd om de parison te vormen. Dit is ideaal voor zeer grote of ingewikkelde onderdelen, zoals brandstoftanks voor auto's, waar snel een aanzienlijk volume materiaal nodig is.

3. Co-Extrusie blazen:
Bij co-extrusieblazen worden meerdere extruders gebruikt om een parison te maken met meerdere lagen van verschillende materialen. Dit type verbetert de eigenschappen van het eindproduct, zoals het verbeteren van de barrièreweerstand (bijvoorbeeld voor voedselverpakkingen) of het combineren van esthetiek met sterkte. Co-extrusie kan worden toegepast op zowel continue als intermitterende extrusieprocessen, waardoor het een veelzijdige variant is in plaats van een volledig aparte categorie, hoewel het vaak als een apart type wordt vermeld vanwege het belang ervan.

Welke materialen worden gebruikt bij het extrusieblazen?
Extrusie Blow Molding (EBM) is een productieproces dat wordt gebruikt om holle kunststof onderdelen te maken, zoals flessen, containers en auto-onderdelen. In dit proces wordt plastic hars gesmolten, geëxtrudeerd tot een buisachtige structuur die parison wordt genoemd en vervolgens opgeblazen in een mal om de gewenste vorm te krijgen. De materialen die gebruikt worden bij EBM zijn voornamelijk thermoplasten - kunststoffen die herhaaldelijk gesmolten, gevormd en gekoeld kunnen worden zonder significante chemische degradatie.
1. Gebruikelijke materialen voor extrusieblazen:
De volgende thermoplasten worden veel gebruikt in EBM vanwege hun veelzijdigheid en compatibiliteit met het proces:
Hoge-dichtheid polyethyleen (HDPE): HDPE staat bekend om zijn duurzaamheid en chemische weerstand en is het populairste materiaal in EBM. Het wordt vaak gebruikt voor melkkannen, wasmiddelflessen en brandstoftanks. De recyclebaarheid maakt het ook een duurzame keuze.
Polypropyleen (PP): PP biedt hittebestendigheid en flexibiliteit, waardoor het ideaal is voor auto-onderdelen zoals luchtkanalen, maar ook voor herbruikbare verpakkingen. Het vermogen om herhaalde belasting te weerstaan is een belangrijk voordeel.
Polyethyleentereftalaat (PET): PET wordt meer gebruikt bij spuitgieten, maar ook bij EBM voor heldere, sterke drankflessen en verpakkingen voor voedingsmiddelen. Het moet voorgedroogd worden om afbraak tijdens de verwerking te voorkomen.
Polyvinylchloride (PVC): PVC is stijf en bestand tegen chemicaliën en wordt vaak gebruikt voor buizen, hulpstukken en kabelisolatie. Het kan ook flexibel worden gemaakt voor toepassingen zoals medische slangen.
Polystyreen (PS): PS is licht en gemakkelijk te gieten en wordt gebruikt voor wegwerpartikelen zoals bekers en voedselbakjes. Het is kosteneffectief maar minder duurzaam dan andere opties.
2. Gespecialiseerde en opkomende materialen:
Naast de gebruikelijke materialen gebruikt EBM ook gespecialiseerde thermoplasten en duurzame alternatieven voor specifieke behoeften:
Polycarbonaat (PC): Met zijn hoge slagvastheid en transparantie wordt PC gebruikt voor grote verpakkingen en auto-onderdelen, zoals waterkoelerflessen. Het is duurder, maar blinkt uit in veeleisende toepassingen.
Nylon (polyamide): Nylon biedt sterkte en temperatuurbestendigheid, waardoor het geschikt is voor brandstofleidingen en luchtinlaatspruitstukken in industriële omgevingen. Het gebruik ervan is beperkt door de kosten.
Bioplastics: Opkomende materialen zoals polymelkzuur (PLA) of polyethyleen op biologische basis zijn biologisch afbreekbaar en worden gebruikt voor milieuvriendelijke verpakkingen. Ze worden steeds populairder als duurzame opties.

3. Materialentabel:
| Materiaal | Algemene toepassingen | Essentiële eigenschappen |
|---|---|---|
| HDPE | Flessen, brandstoftanks | Duurzaam, bestand tegen chemicaliën |
| PP | Auto-onderdelen, containers | Hittebestendig, flexibel |
| PET | Drankflessen | Duidelijk, sterk |
| PVC | Buizen, fittingen | Stijf, bestand tegen chemicaliën |
| PS | Wegwerpbekers, dienbladen | Lichtgewicht, gemakkelijk te gieten |
| Polycarbonaat | Waterkoelerflessen | Hoge slagvastheid, transparant |
| Nylon | Brandstofleidingen, spruitstukken | Sterk, temperatuurbestendig |
| Bioplastics | Duurzame verpakking | Biologisch afbreekbaar, milieuvriendelijk |
Wat zijn de belangrijkste toepassingen van extrusieblazen?
Extrusie Blow Molding (EBM) is een veelgebruikt productieproces waarbij holle kunststof onderdelen worden gemaakt door een gesmolten kunststof buis, ook wel parison genoemd, op te blazen in een mal. Deze techniek wordt gewaardeerd om zijn veelzijdigheid, kosteneffectiviteit en het vermogen om lichtgewicht, duurzame en complex gevormde producten te maken. Van alledaagse voorwerpen zoals waterflessen tot gespecialiseerde industriële componenten, EBM is een hoeksteen geworden van de moderne productie in verschillende industrieën.
1. Voedingsmiddelen- en drankenindustrie:
De voedingsmiddelen- en drankensector vertrouwt sterk op EBM om veilige, praktische en kosteneffectieve verpakkingsoplossingen te produceren.
- Flessen en verpakkingen: EBM wordt gebruikt om waterflessen, melkkannen, sapcontainers en specerijenflessen te maken. Deze producten zijn licht van gewicht, splinterbestendig en ontworpen om de inhoud te bewaren en de houdbaarheid te verlengen.
- Voedselverpakking: Items zoals yoghurtbekers, margarinetubes en opbergcontainers worden gemaakt met EBM, vaak met ergonomische vormen of handgrepen voor gebruiksgemak.
Gebruikte materialen:
- Hoge-dichtheid polyethyleen (HDPE) en polypropyleen (PP) zijn populaire keuzes vanwege hun voedselveilige eigenschappen, chemische weerstand en recyclebaarheid.
Waarom EBM?
- Het vermogen om luchtdichte, lekvrije verpakkingen op schaal te produceren maakt het ideaal voor bederfelijke goederen. Bovendien ondersteunt EBM duurzaamheidstrends door het gebruik van gerecyclede kunststoffen mogelijk te maken.

2. Huishoudelijke en Persoonlijke Verzorgingsproducten:
EBM is een veelgebruikt proces voor het maken van functionele en visueel aantrekkelijke verpakkingen voor huishoudelijke en persoonlijke verzorgingsproducten.
- Flesjes wasmiddel en schoonmaakmiddel: Stevige, chemisch bestendige flessen voor wasmiddelen, bleekmiddelen en reinigingssprays worden gemaakt met EBM, vaak inclusief handvatten voor eenvoudig gebruik.
- Containers voor cosmetica en persoonlijke verzorging: Shampoo flessen, lotion dispensers, deodorant sticks en cosmetica potten profiteren van EBM's vermogen om ingewikkelde ontwerpen te maken, zoals reliëf logo's of gestructureerde oppervlakken.
Gebruikte materialen:
HDPE en LDPE (polyethyleen met lage dichtheid) bieden flexibiliteit en duurzaamheid, terwijl PET (polyethyleentereftalaat) helderheid biedt voor hoogwaardige producten.
Waarom EBM?
Met dit proces kunnen complexe vormen en merkkenmerken direct worden gegoten, wat het product aantrekkelijker maakt. Co-extrusieopties met meerdere lagen verbeteren ook de barrière-eigenschappen en verlengen de houdbaarheid.

3. Farmaceutische industrie en gezondheidszorg:
In de gezondheidszorg levert EBM veilige, nauwkeurige en steriele verpakkingen en onderdelen die voldoen aan strenge normen.
- Farmaceutische flessen: Flessen voor pillen, siropen en vloeibare medicijnen worden geproduceerd met EBM, vaak met verzegelbare doppen of kindveilige sluitingen.
- Componenten voor medische hulpmiddelen: Flexibele, holle onderdelen zoals balgen, knijpbollen en ademhalingsmaskers worden met EBM gemaakt voor medische toepassingen.
Gebruikte materialen:
PP en HDPE zorgen voor steriliteit en chemische weerstand, terwijl Thermoplastische Elastomeren (TPE) flexibiliteit bieden voor slangen en afdichtingen.
Waarom EBM?
De nauwkeurigheid zorgt voor een consistente kwaliteit, wat essentieel is voor naleving van de regelgeving, en het ondersteunt functies zoals gegradueerde markeringen voor nauwkeurig doseren.

4. Automobielindustrie:
EBM draagt bij aan de efficiëntie en prestaties van voertuigen door lichtgewicht, duurzame onderdelen te produceren.
- Luchtkanalen en HVAC-componenten: Complexe, holle onderdelen die lucht in voertuigen kanaliseren worden gemaakt met EBM, waardoor het gewicht afneemt en de brandstofefficiëntie verbetert.
- Brandstoftanks en vloeistofreservoirs: Kleine brandstoftanks (bijvoorbeeld voor motorfietsen) en reservoirs voor ruitensproeiervloeistof of koelvloeistof zijn gemaakt met EBM voor lekvrije duurzaamheid.
Gebruikte materialen:
HDPE en PP bieden hittebestendigheid, terwijl meerlagige co-extrusie barrières toevoegt om brandstofinsijpeling te voorkomen.
Waarom EBM?
Het produceert grote, complexe vormen met geïntegreerde functies zoals montagepunten, waardoor de assemblagekosten dalen en de focus van de industrie op lichtgewicht wordt ondersteund.

5. Industriële en agrarische toepassingen:
EBM blinkt uit in het maken van robuuste, grootschalige containers en componenten voor industrieel en agrarisch gebruik.
- Industriële vaten en tanks: Grote containers, zoals 55-gallon vaten voor chemicaliën of smeermiddelen, worden gemaakt met EBM om bestand te zijn tegen zware omstandigheden.
- Landbouwproducten: Gieters, pesticidesproeiers en kunstmestcontainers hebben ergonomische ontwerpen die mogelijk zijn gemaakt door EBM.
Gebruikte materialen:
HDPE biedt slagvastheid en chemische stabiliteit, terwijl PVC stijfheid biedt voor specifieke behoeften.
Waarom EBM?
Het vermogen om dikwandige, uniforme onderdelen te produceren zorgt voor duurzaamheid, en geïntegreerde functies zoals schroefdraadnekken verbeteren de functionaliteit.

6. Speelgoed en recreatieproducten:
EBM wordt veel gebruikt om veilige, duurzame en leuke producten te maken voor kinderen en buitenactiviteiten.
- Speelgoed: Hol plastic speelgoed zoals ballen, speelhuisjes en voertuigen om op te rijden worden gemaakt met EBM, wat zorgt voor gladde, veilige randen en levendige kleuren.
- Sportartikelen: Kajaks, sleeën en speeltoestellen maken gebruik van EBM's vermogen om grote, naadloze en lichtgewicht structuren te produceren.
Gebruikte materialen:
LDPE en HDPE zorgen voor flexibiliteit, veiligheid en schokbestendigheid.
Waarom EBM?
Ontwerpflexibiliteit maakt creatieve vormen met geïntegreerde functies mogelijk en het gebruik van niet-giftige, recyclebare materialen voldoet aan de veiligheids- en milieunormen.

7. Bouw en infrastructuur:
EBM ondersteunt de bouw door duurzame, weerbestendige componenten te produceren.
- Buizen en leidingen: Ventilatiekanalen, afvoerbuizen en beschermkappen zijn gemaakt met EBM voor lichtgewicht sterkte.
- Slagbomen en veiligheidsuitrusting: Verkeerskegels, veiligheidsbarrières en tanks voor mobiele toiletten profiteren van de grootschalige mogelijkheden van EBM.
Gebruikte materialen:
HDPE en PVC zijn weerbestendig en duurzaam.
Waarom EBM?
Het levert snel naadloze, consistente onderdelen die voldoen aan de hoge vraag en structurele behoeften van bouwprojecten.

Voordelen en beperkingen van extrusieblazen
Voordelen:
Kosteneffectiviteit: Lagere matrijs- en uitrustingskosten maken het ideaal voor productie op grote schaal.
Ontwerpflexibiliteit: Produceert gemakkelijk complexe vormen door mallen of parisoninstellingen aan te passen.
③ Veelzijdigheid materiaal: Werkt met verschillende thermoplasten voor op maat gemaakte eigenschappen.
Lichtgewicht producten: Maakt duurzame, lichtgewicht artikelen, waardoor materiaal- en verzendkosten worden verlaagd.
Beperkingen:
Materiaalverspilling: Produceert meer afval (flash) dan andere methoden, wat de efficiëntie beïnvloedt.
Secundaire bewerkingen: Moet worden bijgesneden, wat tijd en kosten toevoegt.
Problemen met het vullen van hoeken: Dunne parisons hebben moeite met scherpe hoeken, waardoor defecten kunnen ontstaan.
Geschoolde bediening: Heeft getraind personeel nodig om procesvariabelen te beheren.
Oplossingen voor extrusieblazen
Ontdek de deskundige oplossingen van extrusieblazen voor kunststof producten op maat. Leer meer over materialen, processen, ontwerpoverwegingen en duurzame productiemethoden om aan uw productiebehoeften te voldoen.

Gids voor aangepaste extrusie spuitgieten oplossing
Welke machines en uitrustingen worden gebruikt bij het extrusieblazen?
Extrusie blow moulding (EBM) is een productieproces waarbij holle kunststof onderdelen, zoals flessen en verpakkingen, worden gemaakt door kunststof te smelten, tot een buis (parison) te vormen, in een mal op te blazen en af te koelen tot de uiteindelijke vorm. De betrokken machines en apparatuur zijn gespecialiseerd om deze stappen efficiënt uit te voeren. Hier volgt een gedetailleerd overzicht:
1. Extruder:
De extruder is de kerncomponent waar kunststofkorrels (bijv. HDPE, PP) in een trechter worden gevoerd, gesmolten en gemengd. Hij heeft een roterende schroef in een verwarmd vat dat het plastic smelt en naar de matrijs duwt. Moderne extruders hebben vaak nauwkeurige temperatuur- en snelheidscontroles om een consistente smelt te garanderen.
2. Extrusievorm:
De matrijs vormt het gesmolten plastic tot een holle buis die parison wordt genoemd. Het ontwerp bepaalt de diameter en wanddikte van de parison, die cruciaal zijn voor de kwaliteit van het eindproduct. Verstelbare matrijzen of parison programmeersystemen maken dikteaanpassingen in realtime mogelijk, vooral bij complexe onderdelen.
3. Blaasvorm:
De matrijs is meestal gemaakt van aluminium vanwege de kosteneffectiviteit en warmtegeleiding. De matrijs bestaat uit twee helften die zich om het verbindingsstuk sluiten om de uiteindelijke vorm van het onderdeel te vormen. Mallen hebben vaak geïntegreerde koelkanalen en ventilatieopeningen om ervoor te zorgen dat het stollen goed verloopt en de lucht tijdens het opblazen kan ontsnappen.
4. Blaaspen:
De blaaspin blaast perslucht in de parison, waardoor deze tegen de wanden van de mal wordt opgeblazen. De positionering en luchtstroom moeten nauwkeurig zijn om defecten zoals ongelijke dikte of uitblazen te voorkomen. Bij sommige opstellingen helpt de blaaspijp ook bij het afsnijden van overtollig materiaal.
5. Klemeenheid:
Dit systeem zet de matrijshelften vast tijdens het opblazen en afkoelen, door de luchtdruk binnenin tegen te gaan. Het kan hydraulisch of mechanisch zijn, met voldoende kracht om lekken of uitlijnfouten te voorkomen die kunnen leiden tot uitlopen of defecte onderdelen.
6. Koelsysteem:
Het koelen gebeurt via waterkanalen in de matrijs, waarbij gekoeld water circuleert om de kunststof snel te laten stollen. Efficiënte koeling verkort de cyclustijden en voorkomt kromtrekken. Sommige systemen bevatten luchtkoeling voor extra controle.
7. Trimstation:
Na het uitwerpen wordt overtollige kunststof (flash) die gevormd is op de deellijn of afknijpgebieden van de matrijs verwijderd in het snijstation. Dit kan met handgereedschap, geautomatiseerde messen of lasers, afhankelijk van de productieschaal en de precisiebehoeften.
8. Extra uitrusting:
① Parallelle programmeerapparaten: Pas de matrijsinstellingen dynamisch aan voor een uniforme wanddikte.
Accumulatorkoppen: Bewaren gesmolten kunststof voor intermitterende extrusie, ideaal voor grote of complexe onderdelen.
Automatiseringssystemen: Robots of transportbanden verwerken onderdelen in grote volumes, waardoor de efficiëntie verbetert.
Wat zijn de belangrijkste ontwerpoverwegingen bij extrusieblazen?
Ontwerpen voor EBM vereist het vinden van een balans tussen functionaliteit, esthetiek en produceerbaarheid van het onderdeel. Hier zijn de belangrijkste overwegingen, in detail uitgelegd:
1. Wanddikte uniformiteit:
Een consistente wanddikte zorgt voor sterkte en prestaties. Omdat parison de neiging heeft om door te zakken onder invloed van de zwaartekracht, kan het dunner worden. Ontwerpers gebruiken daarom parisonprogrammering om de dikte tijdens extrusie aan te passen, zodat kritieke gebieden (bijv. hoeken) voldoende materiaal hebben.
2. Vormontwerp:
De matrijs moet overeenkomen met de geometrie van het onderdeel, inclusief complexe elementen zoals handgrepen of ondersnijdingen. Er is een goede ontluchting nodig om ingesloten lucht vrij te laten, koelkanalen voor een gelijkmatige stolling en een ontwerp dat het uitwerpen van onderdelen zonder schade mogelijk maakt.
3. Materiaalkeuze:
De keuze van de thermoplast (bijv. HDPE voor duurzaamheid, PP voor hittebestendigheid, PET voor helderheid) hangt af van de vereisten van het onderdeel - mechanische sterkte, chemische weerstand of uiterlijk. De viscositeit van het materiaal heeft ook invloed op hoe het uitrekt tijdens het opblazen.
4. Plaatsing van de deellijn:
De deellijn, waar matrijshelften samenkomen, heeft invloed op de vorming van uitvloeiingen en het gemak van trimmen. Door het op niet-kritieke of minder zichtbare plaatsen te plaatsen, verminder je nabewerking en verbeter je de esthetiek, terwijl de functionele delen intact blijven.
5. Blaasverhouding:
De blaasverhouding, gedefinieerd als de verhouding tussen de diameter van de matrijsholte en die van de parison, beïnvloedt de dikteverdeling. Bij een te hoge verhouding (bijv. >3:1) bestaat het risico op uitdunning; bij een te lage verhouding wordt materiaal verspild. Optimale verhoudingen (1,5:1 tot 3:1) worden berekend op basis van de vorm en grootte van het onderdeel.
6. Opstellen van hoeken en stralen:
Lichte tapse vormen (ontwerphoeken) en afgeronde randen (radii) vergemakkelijken het verwijderen van werkstukken, verminderen spanningspunten en verbeteren de materiaalstroom tijdens het opblazen, waardoor defecten zoals barsten of ongelijkmatige wanden worden geminimaliseerd.
7. Ontwerp met knijpsluiting:
De afknijper sluit de bodem van de parison af en vormt een laslijn. Een sterke pinch-off voorkomt lekken, vermindert uitvloeiing en zorgt voor stabiliteit (bijvoorbeeld voor staande flessen), waarvoor een nauwkeurige uitlijning en druk van de mal nodig zijn.

Extrusie blazen vergelijken met andere vormprocessen
EBM blinkt uit voor grote, holle onderdelen, in tegenstelling tot Injection Blow Molding (IBM), dat geschikt is voor kleine, precieze onderdelen, of Rotational Molding (RM), ideaal voor zeer grote onderdelen maar trager en duurder. Zie de tabel hieronder:
| Proces | Beste voor | Voordelen | Beperkingen |
|---|---|---|---|
| EBM | Grote, holle onderdelen | Kosteneffectief, flexibel | Afval, secundaire stappen |
| IBM | Kleine, nauwkeurige onderdelen | Hoge precisie | Hogere kosten, beperkingen in grootte |
| RM | Zeer grote onderdelen | Uniforme dikte | Traag, duur |
Wat zijn de Gemeenschappelijke Gebreken in Uitdrijvingsblazen Vormen
Defecten in EBM kunnen de kwaliteit in gevaar brengen, maar ze zijn beheersbaar met de juiste aanpassingen. Hier volgt een lijst met veelvoorkomende problemen en hun oplossingen:
1. Ongelijke wanddikte:
Oorzaak: Doorzakken van de parison, inconsistente matrijsinstellingen of slechte programmering.
Herstellen: Implementeer parisonprogrammering om de dikte naar behoefte te variëren, of gebruik ondersteuningssystemen (bijv. luchtringen) om de parison te stabiliseren tijdens extrusie.
2. Blowouts:
Oorzaak: Te hoge luchtdruk of zwakke parisongebieden door ongelijkmatige verwarming.
Herstellen: Verlaag de blaasdruk, zorg voor een gelijkmatige smelttemperatuur of schakel over op een materiaal met een hogere sterkte om het opblazen te weerstaan.
3. Flits:
Oorzaak: Overtollig materiaal bij de deellijn door verkeerde uitlijning of versleten mallen.
Herstellen: Lijn matrijzen nauwkeurig uit, onderhoud of vervang versleten onderdelen en pas de klemkracht aan om oververpakken te voorkomen.
4. Vervorming:
Oorzaak: Ongelijkmatige koeling veroorzaakt interne spanningen en vervorming.
Herstellen: Optimaliseer het koelen door het waterdebiet of de matrijstemperatuur aan te passen en zorg voor een consistente wanddikte om de stollingssnelheden in balans te brengen.
5. Laslijnen:
Oorzaak: Zwakke naden op afknijppunten door lage druk of slechte versmelting van materiaal.
Herstellen: Verbeter het afknijpontwerp, verhoog de klemkracht of pas de smelttemperatuur aan voor een betere vloeiing en hechting.
6. Oppervlaktegebreken (bijv. strepen, bellen):
Oorzaak: Verontreinigingen, vocht in de hars of onjuist smelten.
Herstellen: Gebruik droge, schone materialen en pas de instellingen van de extruder aan (schroefsnelheid, vatwarmte) voor een vloeiendere smelt.

Prototyping en productie in kleine series bij EBM
Prototyping en productie in kleine series in EBM passen het proces aan voor lage volumes, waarbij de nadruk ligt op kosten en flexibiliteit. Dit is hoe het wordt bereikt:
1. Kleinere machines:
Er worden compacte EBM-machines gebruikt, die minder energie en insteltijd vragen dan systemen op ware grootte. Ze zijn ideaal voor het testen of produceren van kleine series zonder zware investeringen.
2. 3D-geprinte mallen:
Snelle prototyping met 3D-geprinte mallen verkort de doorlooptijd en verlaagt de kosten. Hoewel ze minder duurzaam zijn dan metalen mallen, volstaan ze voor eerste ontwerpen of kleine series, waardoor snelle iteraties mogelijk zijn.
3. Intermitterende extrusie:
Bij deze methode, waarbij vaak accumulatorkoppen worden gebruikt, wordt gesmolten kunststof opgeslagen en vrijgegeven wanneer dat nodig is. Dit biedt nauwkeurige controle over de parisonvorming - perfect voor kleine, gedetailleerde series of prototypes.

4. Vereenvoudigd gereedschap:
Matrijzen met één caviteit of basisgereedschap verlagen de kosten in vergelijking met opstellingen met meerdere caviteiten, waardoor concepten betaalbaar getest kunnen worden voordat ze opgeschaald worden.
5. Flexibele aanpassingen:
EBM's instelbare parameters (bijv. temperatuur, druk) en veelzijdigheid van het materiaal maken het mogelijk om te experimenteren met verschillende harsen of instellingen om prototypes efficiënt te verfijnen.
Duurzaamheid en recycling bij extrusieblazen
EBM draagt bij aan duurzaamheid en recycling door innovatieve praktijken die de impact op het milieu verminderen. Dit is hoe:
1. Gerecycled materiaal:
Door post-consumer gerecyclede kunststoffen (bijv. rHDPE) te gebruiken in EBM wordt de afhankelijkheid van nieuwe harsen verminderd. Veel producten, zoals verpakkingen, bevatten nu tot 50% gerecycled materiaal, waardoor de prestaties behouden blijven en de hoeveelheid afval afneemt.
2. Biologisch afbreekbare kunststoffen:
Vooruitgang op het gebied van biologisch afbreekbare thermoplasten voor EBM biedt milieuvriendelijke alternatieven, die op natuurlijke wijze afbreken en vervuiling op lange termijn verminderen, vooral bij toepassingen voor eenmalig gebruik.
3. Ontwerpoptimalisaties:
Dunnere wanden, gestroomlijnde vormen en minder uitvloeiing door een beter matrijsontwerp verlagen het materiaalgebruik en de verspilling, waardoor de efficiëntie toeneemt zonder dat dit ten koste gaat van de kwaliteit.
4. Energie-efficiënte machines:
Moderne EBM-apparatuur is voorzien van energiebesparende technologieën zoals aandrijvingen met variabele snelheid en verbeterde verwarming, waardoor de koolstofvoetafdruk van het proces wordt verlaagd.
5. Kringloopsluiting:
Productieschroot (bijv. flash) wordt opnieuw vermalen en ter plaatse hergebruikt, waardoor afval wordt geminimaliseerd en een circulaire economie binnen het productieproces wordt ondersteund.
6. Lichter maken:
Door lichtere onderdelen te maken, worden materiaal en transportenergie verminderd, wat in lijn is met duurzaamheidsdoelstellingen en tegelijkertijd voldoet aan de prestatienormen.

veelgestelde vragen voor klanten
Aan de slag met Uplastech
Heb je vragen? Wij hebben antwoorden.
We zijn gespecialiseerd in extrusie, vacuümvormen, blazen en precisievormen en bieden oplossingen op maat om te voldoen aan uw uiteenlopende productiebehoeften.
We werken met verschillende industrieën, waaronder de auto-industrie, elektronica, consumentengoederen en verpakkingsindustrie. We richten ons op B2B-partnerschappen en leveren oplossingen op het gebied van extrusie, thermovormen, blazen en precisievormen.
Ja, we passen onze oplossingen aan uw unieke vereisten aan.
Neem contact op
Stuur ons een e-mail of vul onderstaand formulier in voor een offerte.
E-mail: uplastech@gmail.com
