 Overslaan naar inhoud
Overslaan naar inhoud 

Kunststofextrusie wordt vaak gebruikt om buizen, profielen, films, platen en andere dingen te maken. Maar wanneer je extrudeert, kun je defecten krijgen die het uiterlijk en de werking van het product verstoren. En dat verhoogt de kosten en vertraagt de productie.
Het plastic extrusieproces heeft te maken met problemen zoals luchtbellen, scheuren, ongelijke dikte en kleurverschillen. Door de oorzaken te identificeren en gerichte oplossingen te implementeren, kunnen we de kosten verlagen en de productie-efficiëntie verbeteren.
Defecten in de kunststofextrusie worden voornamelijk veroorzaakt door een onjuiste temperatuurregeling.Echt
Temperatuurschommelingen tijdens het extrusieproces kunnen leiden tot verschillende defecten zoals een ongelijkmatige materiaalstroom, onvolledige vormgeving of imperfecties aan het oppervlak.
Kunststofdefecten bij extrusie worden altijd veroorzaakt door een slechte materiaalkwaliteit.Vals
Hoewel de materiaalkwaliteit kan bijdragen aan extrusiefouten, spelen factoren zoals een onjuiste temperatuur, snelheid, matrijsontwerp en procesparameters ook een belangrijke rol bij het veroorzaken van problemen zoals kromtrekken, luchtbellen en kleurvariaties.
- 1. Wat zijn defecten en oplossingen voor bellen in kunststofextrusie?
- 2. Wat zijn de defecten en oplossingen voor het barsten van kunststofextrusie?
- 3. Wat zijn Plastic extrusie kromtrekking defecten en oplossingen?
- 4. Wat zijn defecten en oplossingen voor oneffenheden in de dikte van kunststof extrusie?
- 5. Wat zijn Plastic Extrusie Krasdefecten en Oplossingen?
- 6. Wat zijn defecten en oplossingen voor kleurafwijkingen bij kunststofextrusie?
- 7. Wat is een krimpdefect bij kunststofextrusie en wat is de oplossing?
- 8. Conclusie
Wat zijn defecten en oplossingen voor bellen in kunststofextrusie?
Bubbelgebreken worden meestal gekenmerkt door de aanwezigheid van luchtbellen aan het oppervlak of in het product, wat het uitzicht en de mechanische eigenschappen van het product beïnvloedt.
Om het probleem van luchtbellen op te lossen, kun je de vochtigheid van de grondstof regelen, de smelttemperatuur optimaliseren, de efficiëntie van het afzuigsysteem verbeteren en de afdichting van de apparatuur garanderen.

Hoge grondstofvochtigheid
Luchtbellen worden vaak veroorzaakt door vocht in de grondstof. Als de luchtvochtigheid te hoog is, verdampt het water snel bij hoge temperaturen en ontstaan er luchtbellen. Je moet de vochtigheid van de grondstof strikt controleren en indien nodig drogen.
Slechte uitlaat
Een andere reden voor luchtbellen is dat het afvoersysteem van de extruder slecht ontworpen is of niet efficiënt genoeg. Door het uitlaatkanaal zo te optimaliseren dat het gas in de smelt snel kan worden afgevoerd, kan het ontstaan van gasbellen effectief worden verminderd.
Smelttemperatuur
Een te hoge temperatuur kan thermische degradatie veroorzaken, terwijl een te lage temperatuur kan resulteren in een smelt die te stroperig is en moeilijk te ontluchten. Nauwkeurige regeling van de smelttemperatuur kan helpen om bubbeldefecten te minimaliseren.
Belletjes zijn een veelvoorkomend defect bij kunststofextrusie.Echt
Bij kunststofextrusie kunnen bellen ontstaan door ingesloten lucht of vocht in het materiaal, een onjuiste temperatuurregeling of een te hoge schroefsnelheid. Deze bellen beïnvloeden de kwaliteit en het uiterlijk van het geëxtrudeerde product.
Bubbels in kunststofextrusie kunnen volledig worden vermeden.Vals
Hoewel het een uitdaging is om bellen volledig te elimineren, kan een zorgvuldige controle van de materiaalvochtigheid, temperatuurinstellingen en extrusiesnelheid het optreden ervan aanzienlijk verminderen. In sommige gevallen kunnen ontgassingstechnieken of een betere conditionering van het materiaal nodig zijn om bellen te minimaliseren.
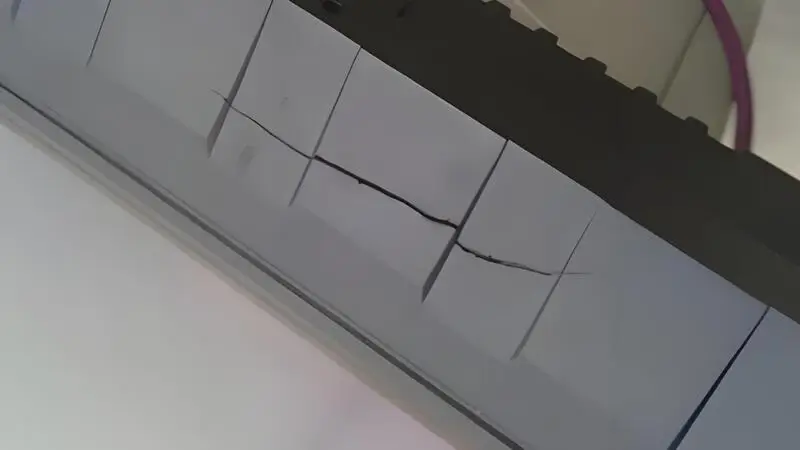
Wat zijn de defecten en oplossingen voor het barsten van kunststofextrusie?
Barstdefecten zijn meestal barsten op het oppervlak of aan de binnenkant van de geëxtrudeerd plastic productDit kan de sterkte van het product verminderen en in ernstige gevallen zelfs de prestaties van het product aantasten.
Om barsten te verminderen, kunnen we de extrusiedruk, temperatuur en koelsnelheid aanpassen. Het optimaliseren van deze parameters helpt scheuren te minimaliseren en verbetert de productkwaliteit.
Aanpassing van de extrusiedruk
Een te hoge extrusiedruk kan gemakkelijk trekscheuren veroorzaken. Als je de extrusiedruk verlaagt, ontstaan er minder barsten aan het oppervlak en in het product.
Temperatuurregeling
Een te hoge of te lage temperatuur heeft invloed op de vloeibaarheid van het materiaal. Een redelijke temperatuurregeling kan de vloeibaarheid van het materiaal verbeteren en scheuren voorkomen.
Koelmethode
Als je het te snel koelt, kun je grote thermische spanningen in het materiaal krijgen. Als je het te langzaam koelt, kun je de uitharding aan het oppervlak vertragen en scheuren krijgen. Je moet het goed en gelijkmatig koelen.
Hier zijn de claims voor "plastic extrusiescheur" in hetzelfde formaat:
Scheuren zijn een veelvoorkomend defect bij kunststofextrusie.Echt
Barsten in kunststofextrusie kunnen ontstaan door factoren als verkeerd koelen, verkeerde temperatuurinstellingen, spanning op het materiaal of een hoge extrusiesnelheid. Deze barsten kunnen de sterkte en integriteit van het eindproduct in gevaar brengen.
Scheuren in kunststofextrusie kunnen volledig worden vermeden.Vals
Hoewel het moeilijk is om scheurtjes volledig uit te sluiten, kan een goede beheersing van de koelsnelheden, temperatuurinstellingen en extrusiesnelheid de kans op het ontstaan van scheurtjes verkleinen. In sommige gevallen kan het optimaliseren van de materiaaleigenschappen en extrusieomstandigheden helpen om het probleem te beperken.
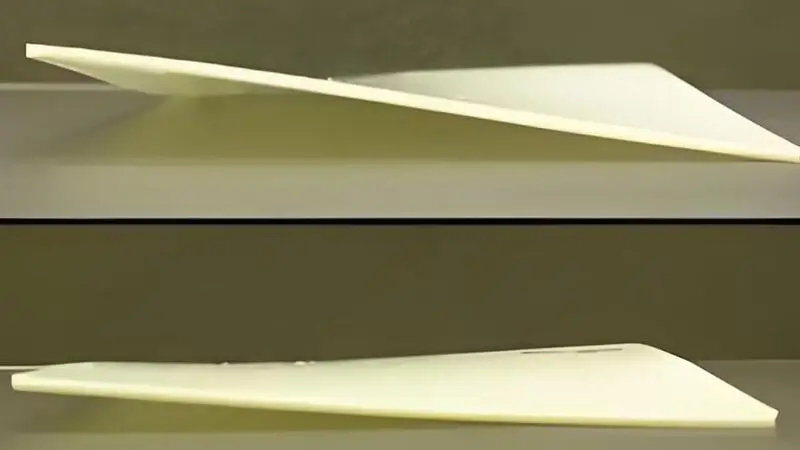
Wat zijn Plastic extrusie kromtrekking defecten en oplossingen?
Er is sprake van kromtrekken als een kunststof product ongelijkmatig krimpt als het afkoelt, waardoor het helemaal in de war raakt. Dit gebeurt vaak bij dunwandige producten en ingewikkelde vormen.
Om kromtrekking onder controle te houden, moet je de koelsnelheid optimaliseren, het matrijsontwerp optimaliseren en de juiste grondstoffen kiezen.
Koelsnelheid optimaliseren
Een van de belangrijkste oorzaken van kromtrekken is ongelijkmatig koelen. Door de koelsnelheid gelijkmatig te regelen en te snel of te langzaam koelen te vermijden, kan het kromtrekken effectief worden verminderd.
Vormontwerp optimaliseren
Het matrijsontwerp heeft ook een grote invloed op kromtrekkingdefecten. Een redelijk ontwerp van het koelsysteem van de matrijs en het runnerontwerp kunnen ongelijkmatige koeling verminderen en kromtrekken voorkomen.
Selectie van geschikte grondstoffen
Verschillende kunststofmaterialen krimpen anders wanneer ze afkoelen. Door de juiste grondstof te kiezen kun je problemen met kromtrekken voorkomen, vooral als je dunwandige of complex gevormde producten maakt.
Kromtrekken is een veelvoorkomend defect bij kunststofextrusie.Echt
Vervorming bij kunststofextrusie treedt op wanneer het materiaal ongelijkmatig afkoelt of interne spanningen ondervindt, wat leidt tot maatvervorming in het eindproduct. Dit kan de kwaliteit en functionaliteit van de geëxtrudeerde producten beïnvloeden.
Kromtrekken bij kunststofextrusie kan volledig worden vermeden.Vals
Hoewel kromtrekken niet altijd volledig kan worden voorkomen, kan het voorkomen van kromtrekken aanzienlijk worden verminderd door de koelsnelheid, extrusiesnelheid en materiaaleigenschappen te regelen. Het aanpassen van deze factoren zorgt voor een consistentere maatvastheid.
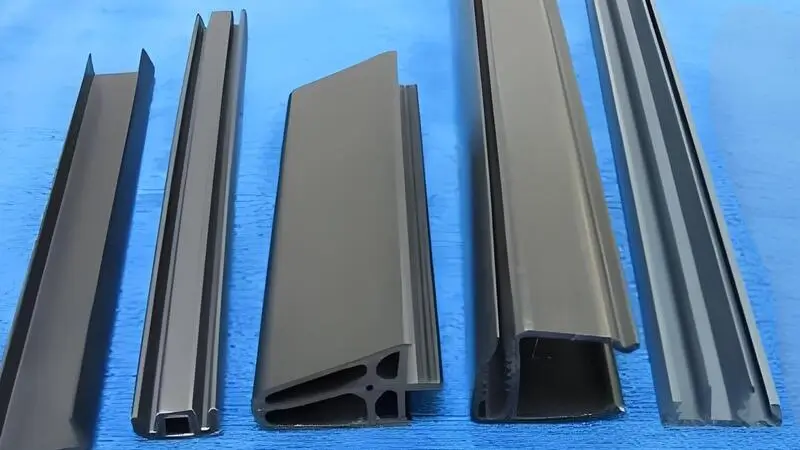
Wat zijn defecten en oplossingen voor oneffenheden in de dikte van kunststof extrusie?
De productie van buizen en profielen resulteert vaak in een ongelijke productdikte. Dit probleem kan ervoor zorgen dat het product onstabiele mechanische eigenschappen heeft en kan zelfs toekomstige verwerking in de war sturen.
Om het probleem van ongelijke wanddikte op te lossen, kun je de snelheid van de extruder aanpassen, het ontwerp van de matrijs verbeteren en ervoor zorgen dat de grondstof goed gemengd wordt.

Aanpassing van de uitrijsnelheid
Als je de snelheid van de trekker verandert, verandert dat hoe dik de wanden van het product zijn. Door de snelheid van de trekker op de extruder aan te passen, kun je regelen hoe gelijkmatig het materiaal uitrekt en voorkomen dat het geëxtrudeerde product op sommige plekken dikker is dan op andere.
Vormontwerp optimaliseren
Ongelijke wanddikte is vaak gerelateerd aan defecten in het matrijsontwerp. Door de loop- en uitlaatvorm van de matrijs rationeel te ontwerpen, kunnen we de verdeling van de wanddikte verbeteren en de uniformiteit van het product garanderen.
Uniformiteit van grondstoffen
De gelijkmatigheid van de grondstoffen beïnvloedt hoe dik de wanden zijn. Als je de grondstoffen goed mengt, kun je voorkomen dat het materiaal niet gelijkmatig wordt verdeeld wanneer je het uitperst, en op die manier kun je voorkomen dat de wanden niet even dik zijn.
Ongelijke dikte is een veel voorkomend probleem bij kunststofextrusie.Echt
Ongelijke dikte bij kunststofextrusie ontstaat wanneer het materiaal niet gelijkmatig door de matrijs stroomt, wat leidt tot ongelijkmatige productafmetingen. Dit kan worden veroorzaakt door factoren zoals het ontwerp van de matrijs, de viscositeit van het materiaal en temperatuurschommelingen.
Ongelijke dikte is geen groot probleem bij kunststofextrusie.Vals
Ongelijke dikte is een belangrijk probleem bij kunststofextrusie dat de prestaties, het uiterlijk en de functionaliteit van het eindproduct kan beïnvloeden. Een goede beheersing van de extrusieparameters is noodzakelijk om dit probleem tot een minimum te beperken.
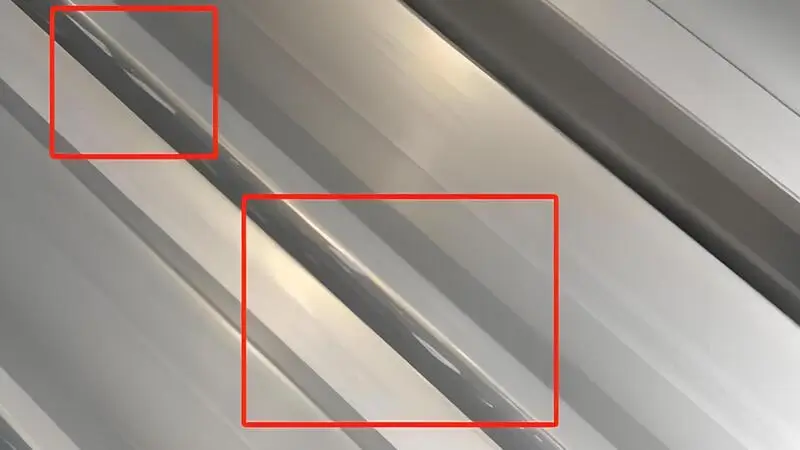
Wat zijn Plastic Extrusie Krasdefecten en Oplossingen?
Krassen op het oppervlak van een product zorgen er niet alleen voor dat het er slecht uitziet, maar ze kunnen ook de werking van het product verstoren.
Om krassen te verhelpen kun je de mal en de roller repareren of vervangen, de uittreksnelheid aanpassen en ervoor zorgen dat het koelsysteem goed werkt.
Ongladde, versleten oppervlakken van mallen of rollen
Controleer en reinig de mal en de rolleroppervlakken regelmatig. Repareer of vervang indien nodig versleten onderdelen.
Aanpassing van de uitrijsnelheid
Als je te snel gaat of niet de juiste druk uitoefent, kun je krassen maken op het oppervlak van het product. Zorg voor de juiste druk en snelheid, zodat de trekker contact maakt met het product.
Koelsysteem optimaliseren
Als de koelwatertemperatuur te hoog of te laag is, kan dit leiden tot ongelijkmatige koeling of krassen op het productoppervlak. Zorg ervoor dat het koelwatersysteem goed werkt en de juiste koeltemperatuur en stroomsnelheid behoudt.
Krasbestendigheid is een belangrijke eigenschap bij kunststofextrusie.Echt
Krasbestendigheid is een cruciale eigenschap voor veel kunststofextrusies, vooral in toepassingen zoals auto-onderdelen, consumentenelektronica en verpakkingen, waar de duurzaamheid van het oppervlak belangrijk is om de esthetiek en functionaliteit te behouden.
Krasbestendigheid is irrelevant voor kunststofextrusie.Vals
Hoewel niet alle kunststof extrusies krasbestendig hoeven te zijn, hebben veel toepassingen baat bij materialen die bestand zijn tegen slijtage, zodat ze lang meegaan en hun uiterlijk en prestaties na verloop van tijd behouden.
Wat zijn defecten en oplossingen voor kleurafwijkingen bij kunststofextrusie?
Kleurverschillen hebben niet alleen invloed op het uiterlijk van het product, maar ook op de perceptie van het product door de consument en de marktacceptatie.
Om kleurverschillen op te lossen, consistente grondstoffen te garanderen, het extrusieproces te optimaliseren en de controle over de productieomgeving te verbeteren.
De consistentie van grondstoffen garanderen
Om kleurverschil te voorkomen, is het belangrijk om consistente grondstoffen te hebben. Verschillende partijen grondstoffen kunnen verschillende kleuren en kwaliteit hebben, wat kleurverschil kan veroorzaken tijdens de extrusie. Door de bron van de grondstoffen en het mengproces streng te controleren om er zeker van te zijn dat de gebruikte grondstoffen consistent van kleur zijn, kun je kleurverschildefecten sterk verminderen.
Het extrusieproces optimaliseren
De kleur van je product kan beïnvloed worden door de temperatuur, druk en snelheid van het extrusieproces. Om kleurproblemen door veranderingen in het proces te voorkomen, moet je ervoor zorgen dat de temperatuur en druk hetzelfde blijven terwijl je je product maakt. Laat de extruder niet te snel of te langzaam draaien. Kalibreer uw apparatuur en zorg ervoor dat uw proces goed verloopt. Dat zal je helpen om je product elke keer dezelfde kleur te geven.
Verbeter de controle over de productieomgeving
De kleur van kunststof kan worden beïnvloed door factoren als vochtigheid en temperatuur in de productieomgeving. Zorg ervoor dat je de temperatuur en vochtigheid in de werkplaats onder controle houdt en controleer regelmatig of de apparatuur schoon is. Je moet ook de dispersie en stabiliteit van de kleurmastermasterbatches die je gebruikt streng controleren om kleurverschillen te verminderen.
Kunststofextrusie kan leiden tot kleurverschillen in het eindproduct.Echt
Kleurverschillen bij kunststofextrusie kunnen ontstaan door een inconsistente materiaalsamenstelling, temperatuurschommelingen of een onjuiste menging van pigmenten, waardoor het geëxtrudeerde product ongelijkmatig van kleur wordt.
Kunststofextrusie veroorzaakt geen kleurverschillen.Vals
Kleurverschillen kunnen inderdaad ontstaan bij kunststofextrusie, vaak als gevolg van factoren zoals materiaalinconsistenties, temperatuurschommelingen of het niet goed mengen van additieven of pigmenten.
Wat is een krimpdefect bij kunststofextrusie en wat is de oplossing?
Krimp is een veel voorkomend probleem bij extrusie, vooral bij het maken van dunwandige profielen of complexe vormen.
Om krimpproblemen op te lossen kun je de temperatuur van de extruder regelen, ervoor zorgen dat het koelsysteem goed is ingesteld en de matrijstemperatuur onder controle krijgen.

Extrusietemperatuur regelen
De temperatuur van de extruder is belangrijk voor hoe het materiaal stroomt en krimpt. Door de temperatuur van de extruder te regelen, kunt u voorkomen dat het materiaal te veel smelt of te snel afkoelt. Hierdoor zal de grootte en vorm van het onderdeel niet te veel veranderen.
Ontwerp koelsysteem optimaliseren
Hoe snel en hoe je plastic koelt, heeft een directe invloed op hoeveel het krimpt. Door ervoor te zorgen dat het water dat het plastic koelt gelijkmatig stroomt en dat de leidingen die het water transporteren zich op de juiste plek bevinden, kun je ervoor zorgen dat het plastic gelijkmatig afkoelt en niet ongelijkmatig krimpt. Zo krijg je geen krimpsporen.
Optimaliseer het regelsysteem voor de matrijstemperatuur
Het temperatuurregelsysteem van de matrijs is belangrijk voor het extrusieproces. Door de parameters voor de temperatuurregeling van het verwarmen en koelen van de matrijs aan te passen, kan ervoor worden gezorgd dat het product zijn vorm behoudt tijdens de productie en kan krimp worden verminderd.
Kunststof extrusiekrimp is een veel voorkomend probleem tijdens het productieproces.Echt
Krimp treedt op wanneer het geëxtrudeerde materiaal afkoelt en samentrekt, wat een normaal verschijnsel is bij kunststofextrusie. Factoren zoals materiaalsoort, extrusiesnelheid en koelsnelheid kunnen de mate van krimp beïnvloeden.
Plastic extrusiekrimp kan volledig worden geëlimineerd.Vals
Hoewel krimp geminimaliseerd kan worden door zorgvuldige beheersing van de procesparameters, is het niet helemaal te vermijden door de inherente eigenschappen van materialen en hun reactie op temperatuurveranderingen tijdens het extrusieproces.
Conclusie
De plastic extrusieproces heeft veel problemen, zoals bellen, trekscheuren, kromtrekken, ongelijke dikte, krassen, kleurverschil, krimp, enz. We kunnen het proces verbeteren vanaf de grondstoffen, temperatuur, matrijsontwerp en proces, enz. Door systematisch beheer en voortdurende optimalisatie kunnen we de gebreken effectief verminderen en de kwaliteit van de producten verbeteren.








