
カスタム押出ブロー成形ソリューションのご案内
押出ブロー成形とは?
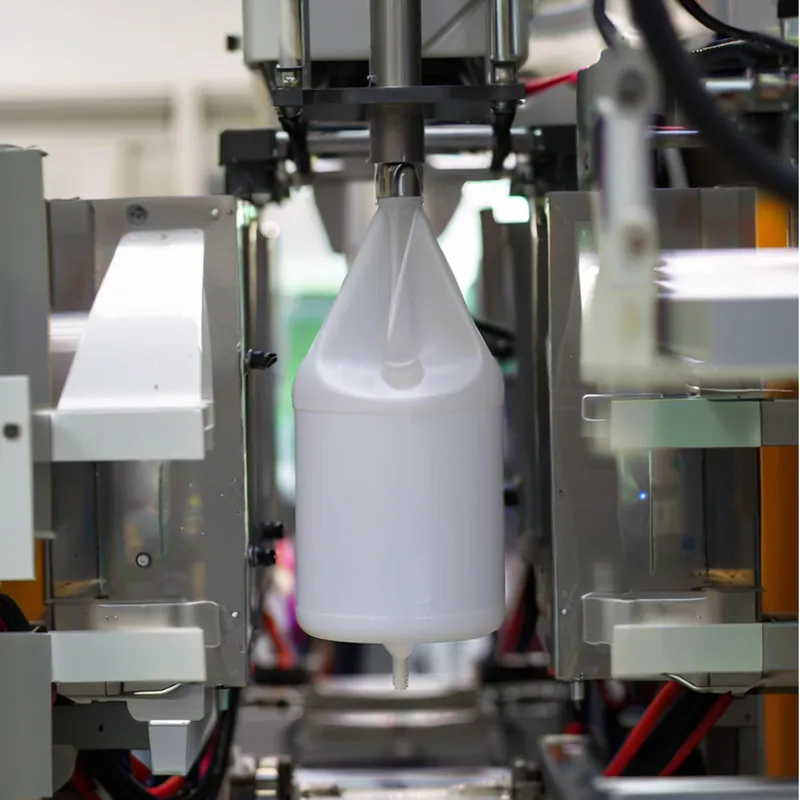
押出ブロー成形(EBM)は、パリソンと呼ばれる溶融プラスチックチューブを金型内で膨らませることにより、中空のプラスチック成形品を作る製造プロセスです。ガラス吹きに似た技術から生まれたEBMは、20世紀初頭に開発されて以来、プラスチック業界の定番となっている。そのプロセスは、まず熱可塑性樹脂を溶かすことから始まり、それをパリソンに押し出します。このパリソンを冷却された金型で捕らえ、圧縮空気を吹き込んでプラスチックを強制的に膨張させ、金型の形状に適合させる。冷却後、金型が開き、完成した部品が排出されるが、多くの場合、余分な材料(バリ)を取り除くためのトリミングが必要となる。
EBMは、軽量で耐久性のあるものを比較的低コストで大量に生産する能力で際立っており、大量生産に理想的である。EBMは、水筒やシャンプー容器のようなパッケージングや、エアダクトや燃料タンクのような自動車部品などの業界で一般的に使用されている。さまざまな形状やサイズに適応できることと、他の方法に比べて金型コストが低いことが相まって、現代の製造業におけるその役割は確固たるものとなっている。
押出ブロー成形の仕組み
押出ブロー成形(EBM)は、ボトル、容器、自動車部品などの中空プラスチック部品を作るために使用される製造プロセスです。プラスチック樹脂を溶かし、パリソンと呼ばれる筒状の構造体に成形し、金型内で圧縮空気で膨らませて目的の形状にし、冷却して完成品を射出する。以下は、その工程を主要な段階に分けて詳しく説明したものである。
1.ステップ・バイ・ステップのプロセス
プラスチックの溶解と押し出し
- 材料の供給:この工程は、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)などの熱可塑性プラスチックに代表されるプラスチックペレットを、ホッパーを介して押出機に供給することから始まる。
- 溶融:押出機の内部で、回転するスクリューが加熱されたバレルの中をペレットを移動させます。熱と機械的作用により、プラスチックは均一な溶融状態に溶ける。
- 押出成形:溶融プラスチックをダイに通し、パリソンと呼ばれる連続した中空チューブを形成する。ダイはパリソンの直径と肉厚を形成し、最終製品にとって重要な役割を果たす。
パリソン形成: パリソンは中空のチューブで、中央に開口部があり、後から空気を通すことができます。単純な部品の場合、パリソンの厚さは均一ですが、複雑な形状の場合、パリソンプログラマーがダイギャップを調整することで、パリソンを押し出す際に厚さを動的に変化させることができます。
金型を閉じる: パリソンは、冷却された金属製の金型(熱伝導性の高いアルミニウム製が多い)の半分の間に配置される。金型はパリソンを囲むように閉じ、下部(場合によっては上部も)を密閉してプラスチックを閉じ込め、膨らませる準備をする。
吹く: 圧縮空気をブローピンまたはニードルからパリソンに吹き込む。空気圧によってパリソンが膨らみ、金型内部の形状に適合します。圧力は、プラスチックが破裂したり、薄い斑点を残したりすることなく金型を満たすように慎重に制御されなければならない。
冷却: 金型には冷却水路(通常は冷水を循環させる)が設けられており、膨張したプラスチックを急速に冷却して固化させる。この工程により、部品はその形状を保ち、変形することなく取り扱うことができます。冷却時間は、部品の厚みや使用する材料によって異なります。
排出: プラスチックが硬化すると、金型が開き、完成した部品は、多くの場合、空気または機械式エジェクターの助けを借りて排出される。この段階では、フラッシュと呼ばれる余分な材料が部品に付着していることがあります。
トリミング: 金型のパーティングラインやピンチオフエリアから余分なプラスチックを工具を使って手作業で、またはブレードやその他の機器を使って自動的に除去します。この工程で部品の形状が確定され、用途に応じてラベル貼りなどの追加仕上げが行われる。

2.成功の鍵
温度調節: 反りや厚みムラなどの欠陥を防ぐには、プラスチックを均一に溶かし、金型を効率よく冷却しなければならない。
パリソンコントロール: パリソンの厚みと安定性は、特に複雑な形状の場合、最終製品の肉厚を均一にするために不可欠である。
空気圧: 適切な圧力は、パリソンが吹き出したり、不完全な成形をすることなく、完全に膨らむことを保証します。
金型設計: 金型は部品の形状に合致し、容易に排出できるものでなければならない。
3.プロセスのバリエーション
連続押出: パリソンは安定して押し出され、金型は移動しながらその一部を捕捉する。これは、飲料ボトルのような小さな部品の大量生産に最適です。
間欠押出: 押し出しはサイクル間で一時停止するため、より精密な制御が可能で、大型部品や複雑な部品によく使用されます。これには以下が含まれます:
往復スクリュー方式: スクリューは後退して溶融プラスチックを集め、前進してパリソンを押し出す。
アキュムレーター方式: 溶融プラスチックはアキュムレーターに貯蔵され、急速に押し出される。
押出ブロー成形の種類とは?
押出ブロー成形は、ボトル、容器、自動車部品などの中空プラスチック部品を製造するために使用される製造プロセスで、溶融プラスチックのチューブ(パリソンと呼ばれる)を押し出し、金型内で膨らませます。押出ブロー成形にはいくつかの種類があり、それぞれ異なる生産ニーズや部品要件に適しています。以下に主な種類をご紹介します:
1.連続押出ブロー成形:
このタイプでは、パリソンが機械から連続的に押し出され、金型がその一部を取り込んで部品を形成する。この方法は、その速度と効率性から、プラスチック・ボトルや容器のような小~中型製品の大量生産に適している。連続押出しのバリエーションには次のようなものがある:
- シャトルブロー成形: 金型が前後に動いて(シャトル)パリソンを捕獲するため、柔軟な生産が可能になる。
- ロータリー・ホイール・ブロー成形: 複数の金型が回転ホイールに取り付けられ、高速で自動化された生産が可能になる。

2.間欠押出ブロー成形:
間欠押し出しでは、パリソンは連続的に押し出されるのではなく、離散的なサイクルで押し出されるため、パリソンの形成をより制御しやすくなります。このタイプは、大型部品や複雑な部品に適しています。さらに2つの方法に分けられる:
往復スクリュー方式: 押出機のスクリューは、後退して溶融プラスチックを蓄積し、前進してパリソンを押し出す。この方法は通常、中型の部品に使用され、精度が高い。
- アキュムレーター方式: 溶融プラスチックをアキュムレーターに貯蔵し、その後急速に押し出してパリソンを形成する。これは、自動車の燃料タンクなど、非常に大きな部品や複雑な部品で、大量の材料を迅速に必要とする場合に最適です。

3.共押出ブロー成形:
共押出ブロー成形では、複数の押出機を使用して、異なる材料からなる複数の層を持つパリソンを成形する。このタイプは、バリア性を向上させたり(食品包装用など)、美観と強度を両立させるなど、最終製品の特性を向上させる。共押出しは、連続押出し工程にも間欠押出し工程にも適用できるため、完全に独立したカテゴリーというよりは、汎用性の高いバリエーションと言えるが、その重要性から別個のタイプとして記載されることが多い。

押出ブロー成形に使用される材料とは?
押出ブロー成形(EBM)は、ボトル、容器、自動車部品などの中空プラスチック部品を作るために使用される製造プロセスです。この工程では、プラスチック樹脂を溶かし、パリソンと呼ばれるチューブ状の構造体に押し出し、金型内で膨らませて目的の形状に成形する。EBMで使用される材料は主に熱可塑性プラスチックで、化学的劣化を起こすことなく、溶融、成形、冷却を繰り返すことができる。
1.押出ブロー成形における一般的な材料:
以下の熱可塑性プラスチックは、その汎用性とプロセスへの適合性により、EBMで広く使用されている:
高密度ポリエチレン(HDPE): 耐久性と耐薬品性で知られるHDPEは、EBMで最も人気のある素材です。牛乳瓶、洗剤ボトル、燃料タンクなどによく使われています。リサイクル可能なため、持続可能な選択肢でもあります。
ポリプロピレン(PP): PPは耐熱性と柔軟性を備えており、エアダクトのような自動車部品や再利用可能な容器に最適である。繰り返し応力に耐えることができるのも大きな利点だ。
ポリエチレンテレフタレート(PET): 射出ブロー成形ではPETが一般的だが、EBMでは透明で強度のある飲料ボトルや食品包装に使用される。加工中の劣化を避けるために予備乾燥が必要です。
ポリ塩化ビニル(PVC): PVCは硬質で耐薬品性があり、パイプ、継手、ケーブルの絶縁によく使用される。また、医療用チューブのような用途には柔軟性を持たせることもできる。
ポリスチレン(PS): 軽量で成形が容易なPSは、コップや食品トレーのような使い捨てアイテムに使用される。費用対効果は高いが、他の選択肢に比べると耐久性に劣る。
2.専門素材と新興素材:
一般的な素材だけでなく、EBMは特殊な熱可塑性プラスチックや持続可能な代替素材も特定のニーズに合わせて採用している:
ポリカーボネート(PC): 高い衝撃強度と透明性を持つPCは、ウォータークーラーのボトルなどの大型容器や自動車部品に使用される。高価ですが、要求の厳しい用途に優れています。
ナイロン(ポリアミド): ナイロンは強度と耐熱性を備え、工業用燃料配管やエアインテーク・マニホールドに適している。その使用はコストによって制限される。
バイオプラスチック ポリ乳酸(PLA)やバイオベースのポリエチレンのような新素材は生分解性があり、環境に優しいパッケージに使用される。持続可能な選択肢として人気を集めている。

3.材料表:
| 素材 | 一般的なアプリケーション | 主要物件 |
|---|---|---|
| 高密度ポリエチレン | ボトル、燃料タンク | 耐久性、耐薬品性 |
| PP | 自動車部品、容器 | 耐熱性、柔軟性 |
| PET | 飲料ボトル | クリア、強い |
| PVC | パイプ、継手 | 硬質、耐薬品性 |
| 追記 | 使い捨てカップ、トレイ | 軽量、成形が容易 |
| ポリカーボネート | ウォータークーラーボトル | 高い衝撃強度、透明 |
| ナイロン | 燃料ライン、マニホールド | 丈夫で温度変化に強い |
| バイオプラスチック | 持続可能なパッケージング | 生分解性、環境に優しい |
押出ブロー成形の主な用途は?
押出ブロー成形(EBM)は、パリソンと呼ばれる溶融プラスチックチューブを金型内で膨らませることで中空プラスチック部品を作る、広く使われている製造プロセスです。この技術は、汎用性、費用対効果、軽量で耐久性があり、複雑な形状の製品を製造する能力で珍重されています。水筒のような日用品から特殊な工業部品に至るまで、EBMはさまざまな産業で現代の製造業の礎となっている。
1.食品・飲料業界
食品・飲料部門は、安全で実用的、かつ費用対効果の高いパッケージング・ソリューションを製造するために、EBMに大きく依存している。
- ボトルと容器: EBMは、ウォーターボトル、ミルクジャグ、ジュース容器、調味料ボトルの製造に使用されている。これらの製品は軽量で飛散しにくく、内容物を保存して賞味期限を延ばすように設計されています。
- 食品包装: ヨーグルトカップ、マーガリンチューブ、保存容器などはEBMで作られており、多くの場合、人間工学に基づいた形状や、使い勝手の良い取っ手が特徴である。
使用した材料
- 高密度ポリエチレン(HDPE)とポリプロピレン(PP)は、食品に安全な特性、耐薬品性、リサイクル性から人気のある選択肢です。
なぜEBMなのか?
- 気密性が高く、漏れのない包装を大規模に製造できるため、生鮮品に最適である。さらに、EBMは再生プラスチックの使用を可能にすることで、持続可能性のトレンドをサポートしている。

2.家庭用品およびパーソナルケア製品
EBMは、家庭用品やパーソナルケア用品のための、機能的で見た目も美しい容器を作るのに最適なプロセスである。
- 洗剤と洗浄剤のボトル: 洗濯用洗剤、漂白剤、洗浄スプレー用の丈夫で耐薬品性のあるボトルはEBM製で、使いやすいように取っ手が付いていることが多い。
- 化粧品およびパーソナルケア容器: シャンプーボトル、ローション・ディスペンサー、デオドラント・スティック、化粧品用ジャーは、エンボス加工されたロゴやテクスチャー加工された表面など、複雑なデザインを作り出すEBMの能力の恩恵を受けている。
使用した材料
HDPEと低密度ポリエチレン(LDPE)は柔軟性と耐久性を提供し、ポリエチレンテレフタレート(PET)は高級製品の透明性を提供する。
なぜEBMなのか?
このプロセスでは、複雑な形状やブランディング機能を直接成形することができ、製品の魅力を高めることができる。また、多層共押出しのオプションは、バリア性を向上させ、保存期間を延長します。

3.製薬およびヘルスケア産業:
ヘルスケアの分野では、EBMは厳しい基準を満たす安全で正確な無菌包装と部品を提供している。
- 医薬品ボトル 錠剤、シロップ、液体薬用のボトルはEBMで製造され、多くの場合、いたずら防止キャップや小児用耐性クロージャーが組み込まれている。
- 医療機器部品: ベローズ、スクイズバルブ、呼吸マスクのような柔軟性のある中空部品は、医療用途にEBMを使って作られている。
使用した材料
PPとHDPEは無菌性と耐薬品性を確保し、熱可塑性エラストマー(TPE)はチューブとシールに柔軟性を提供する。
なぜEBMなのか?
その精度は、規制遵守に不可欠な一貫した品質を保証し、正確な投薬のための目盛り付きマーキングなどの機能をサポートしている。

4.自動車産業:
EBMは軽量で耐久性のある部品を製造することで、自動車の効率と性能に貢献している。
- エアダクトとHVAC部品: 車内の空気を流す複雑な中空部品はEBMで作られ、軽量化と燃費の向上を実現している。
- 燃料タンクと液体リザーバ: 小型燃料タンク(オートバイ用など)や、ウィンドウォッシャー液や冷却水用のリザーバーは、漏れのない耐久性のためにEBMで作られている。
使用した材料
HDPEとPPは耐熱性を提供し、多層共押出は燃料の浸透を防ぐバリアを加える。
なぜEBMなのか?
大型で複雑な形状を、取り付けポイントなどの統合された機能で製造し、組み立てコストを削減し、軽量化を重視する業界をサポートする。

5.産業および農業への応用:
EBMは、工業用や農業用の堅牢で大型のコンテナやコンポーネントの製造に優れています。
- 工業用ドラムとタンク 化学薬品や潤滑油用の55ガロン・ドラム缶のような大型容器は、過酷な条件に耐えられるようEBMで作られている。
- 農産物: 散水缶、農薬散布機、肥料容器は、EBMによって人間工学に基づいた設計が可能になった。
使用した材料
HDPEは耐衝撃性と化学的安定性を提供し、PVCは特定のニーズに対応する剛性を提供する。
なぜEBMなのか?
肉厚で均一な部品を製造する能力により耐久性が保証され、ねじ付きネックなどの統合機能により機能性が向上する。

6.玩具およびレクリエーション製品
EBMは、安全で耐久性があり、子供やアウトドア活動のための楽しい製品を作るために広く使用されています。
- おもちゃだ: ボール、プレイハウス、乗り物などの中空プラスチック玩具はEBM製で、滑らかで安全なエッジと鮮やかな色を保証する。
- スポーツ用品: カヤック、そり、遊具などは、大型で継ぎ目のない軽量な構造物を製造するEBMの能力を活用している。
使用した材料
LDPEとHDPEは柔軟性、安全性、耐衝撃性を保証する。
なぜEBMなのか?
また、無害でリサイクル可能な素材を使用し、安全性と環境基準を満たしています。

7.建設とインフラストラクチャー
EBMは、耐久性と耐候性に優れた部品を製造することで、建設をサポートしている。
- パイプとダクト 換気ダクト、排水パイプ、保護カバーには軽量強度のEBMを使用。
- バリアと安全装置: 交通コーン、安全バリア、携帯トイレタンクは、EBMの大規模な能力の恩恵を受けている。
使用した材料
HDPEとPVCは耐候性があり、長持ちする。
なぜEBMなのか?
シームレスで一貫性のある部品を迅速に供給し、建設プロジェクトの高い需要と構造的ニーズに対応します。

押出ブロー成形の利点と限界
メリット
費用対効果:金型・設備コストが低く、大量生産に最適。
設計の柔軟性:金型やパリソンの設定を調整することで、複雑な形状も簡単に製作できます。
素材の多様性:様々な熱可塑性プラスチックに対応し、特性を調整します。
軽量製品:耐久性があり、軽量なアイテムを作成し、材料と輸送コストを削減します。
制限:
材料の無駄:他の方法に比べてスクラップ(フラッシュ)が多く、効率に影響する。
二次加工:トリミングが必要で、時間とコストがかかる。
コーナー充填の問題:薄いパリソンは鋭利なコーナーに苦労し、欠陥のリスクがある。
熟練した操作:プロセス変数を管理するために訓練された人員を必要とする。
押出ブロー成形ソリューション
カスタムプラスチック製品のための押出ブロー成形ソリューションをご覧ください。材料、工程、設計上の考慮点、持続可能な生産方法について学び、お客様の製造ニーズにお応えします。

押出ブロー成形に使用される機械と設備とは?
押出ブロー成形(EBM)は、プラスチックを溶かし、管(パリソン)に成形し、金型内で膨らませ、冷却して最終形状にすることで、ボトルや容器などの中空プラスチック部品を作る製造工程である。これらの工程を効率よくこなすために、専用の機械や設備が必要となる。詳しい内訳は以下の通り:
1.押出機:
押出機は、プラスチックペレット(HDPE、PPなど)をホッパーに投入し、溶融、混合する中核部品である。加熱されたバレル内で回転するスクリューがプラスチックを溶かし、ダイに向かって押し出します。最新の押出機には、一貫した溶融を保証するための精密な温度および速度制御が含まれていることが多い。
2.押し出し金型:
ダイは、溶けたプラスチックをパリソンと呼ばれる中空の管に成形します。その設計は、パリソンの直径と肉厚を制御し、最終製品の品質にとって重要です。調整可能な金型やパリソンプログラミングシステムは、特に複雑な部品において、リアルタイムの肉厚調整を可能にします。
3.ブロー金型:
金型は通常、費用対効果と熱伝導性の高いアルミニウム製で、パリソンを囲むように閉じる2つの部分から構成され、部品の最終的な形状を形成する。金型には多くの場合、適切な固化と膨張時の空気の抜けを確保するための冷却チャンネルと通気孔が組み込まれている。
4.ブローピン:
ブローピンは、パリソンに圧縮空気を送り込み、金型の壁に向かって膨らませます。ブローピンの位置と空気の流れは、厚みの不均一や吹き抜けなどの欠陥を避けるために正確でなければなりません。セットアップによっては、ブローピンは余分な材料のトリミングにも役立ちます。
5.クランプユニット:
このシステムは、膨張と冷却の間、金型の半分を固定し、内部の空気圧に対抗します。油圧式と機械式があり、引火や不良品の原因となる漏れやずれを防ぐのに十分な力が必要です。
6.冷却システム:
冷却は金型内の水路を通して行われ、冷却水を循環させてプラスチックを素早く固めます。効率的な冷却により、サイクルタイムを短縮し、反りを防止することができます。
7.トリミングステーション:
射出後、金型のパーティングラインやピンチオフエリアで形成された余分なプラスチック(フラッシュ)は、トリミングステーションで除去されます。これには、生産規模や精度のニーズに応じて、手動ツール、自動ブレード、レーザーなどが使用されます。
8.追加装備:
パリソンプログラミングデバイス:均一な肉厚のためにダイ設定を動的に調整します。
アキュムレーターヘッド:アキュムレーターヘッド:溶融プラスチックを貯蔵し、間欠押出成形を行うもので、大型部品や複雑な部品に最適です。
自動化システム:ロボットやコンベアが大量の部品を処理し、効率を向上させる。
押出ブロー成形における重要な設計上の考慮事項とは?
EBMのための設計には、部品の機能性、美観、製造性のバランスをとることが必要です。ここでは、重要な検討事項を詳しく説明します:
1.肉厚の均一性:
一貫した肉厚は、強度と性能を保証します。パリソンは重力でたわむ性質があるため、薄肉化の原因となることがあります。そのため設計者は、パリソンのプログラミングを使用して押出成形中に厚みを調整し、重要な部分(コーナーなど)に十分な材料を確保します。
2.金型設計:
金型は、ハンドルやアンダーカットのような複雑な形状を含む部品の形状に適合していなければなりません。閉じ込められた空気を逃がすための適切な通気孔、均一な凝固のための冷却溝、破損することなく簡単に部品を排出できる設計が必要です。
3.素材の選択:
熱可塑性プラスチック(耐久性ならHDPE、耐熱性ならPP、透明性ならPETなど)の選択は、機械的強度、耐薬品性、外観など、部品の要件によって異なります。材料の粘度は、膨張時の伸びにも影響します。
4.パーティングラインの配置:
パーティングラインは、金型の半分が合わさる部分で、バリ形成やトリミングのしやすさに影響します。重要でない部分や目につきにくい部分に配置することで、後処理を減らし、美観を向上させると同時に、機能的な部分はそのまま残すことができます。
5.ブロー比:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6.ドラフト角度と半径:
わずかなテーパー(抜き勾配)と丸みを帯びたエッジ(半径)は、部品の取り外しを容易にし、応力点を減らし、インフレーション中の材料の流れを改善し、ひび割れや不均一な壁などの欠陥を最小限に抑えます。
7.ピンチオフ・デザイン:
ピンチオフがパリソンの底部を密閉し、ウェルドラインを形成します。強力なピンチオフは、漏れを防ぎ、フラッシュを低減し、安定性を確保します(スタンディングボトルなど)。

押出ブロー成形と他の成形プロセスとの比較
EBMは、小型で精密な部品に適した射出ブロー成形(IBM)や、非常に大型の部品に最適だが速度が遅くコストも高い回転成形(RM)とは異なり、大型で中空の部品に優れている。下の表をご覧ください:
| プロセス | 最適 | メリット | 制限事項 |
|---|---|---|---|
| EBM | 大型中空部品 | 費用対効果、柔軟性 | 廃棄物、第二段階 |
| IBM | 小型で精密な部品 | 高精度 | コスト上昇、サイズ制限 |
| RM | 非常に大きな部品 | 均一な厚み | 遅い、高い |
押出ブロー成形にありがちな欠陥とは?
EBMの欠陥は品質を損なう可能性があるが、適切な調整によって対処可能である。ここでは、よくある問題とその解決策を紹介する:
1.不均一な壁厚:
原因がある: パリソンのたるみ、金型設定の不一致、プログラム不良。
修正する: 必要に応じて厚みを変化させるパリソンプログラミングを実施するか、サポートシステム(エアリングなど)を使用して、押し出し中のパリソンを安定させる。
2.吹きこぼれ:
原因がある: 加熱ムラによる空気圧過多やパリソンの弱い部分。
修正する: ブロー圧を下げ、溶融温度を均一にするか、インフレに耐えられるよう強度の高い素材に変更する。
3.フラッシュ
原因がある: ミスアライメントや金型の摩耗によるパーティングラインの余分な材料。
修正する: 金型を正確に整列させ、摩耗した部品を保守または交換し、過剰包装を避けるためにクランプ力を調整する。
4.反り:
原因がある: 不均一な冷却が内部応力と歪みを引き起こす。
修正する: 水流や金型温度を調整することで冷却を最適化し、凝固速度のバランスをとるために一定の肉厚を確保します。
5.溶接線:
原因がある: ピンチオフポイントの弱い縫い目は、低圧または材料の融合不良によるもの。
修正する: ピンチオフ設計を強化し、クランプ力を増加させ、より良いフローと接着のためにメルト温度を調整します。
6.表面の欠陥(例:筋、泡):
原因がある: 汚染物質、樹脂中の水分、不適切な溶融。
修正する: 乾燥した清潔な材料を使用し、押出機の設定(スクリュー速度、バレルの熱)を微調整して、よりスムーズな溶融を実現する。

EBMにおけるプロトタイピングと小ロット生産
EBMにおけるプロトタイピングと少量生産は、コストと柔軟性を重視し、少量生産に適応したプロセスです。その方法を紹介しよう:
1.小型マシン:
コンパクトなEBMマシンを使用し、フルスケールのシステムよりも少ないエネルギーとセットアップ時間で済みます。多額の投資を必要とせず、テストや限定生産に最適です。
2.3Dプリント金型:
3Dプリント金型によるラピッドプロトタイピングは、リードタイムとコストを削減します。金属型より耐久性は劣りますが、初期設計や小ロットには十分で、迅速な反復が可能です。
3.間欠押出:
多くの場合アキュムレーター・ヘッドを使用するこの方法では、溶融プラスチックを貯蔵し、必要に応じて放出する。

4.簡易ツーリング:
シングル・キャビティ金型や基本的な金型は、マルチ・キャビティ・セットアップに比べて費用を削減し、スケールアップする前にコンセプトを手頃な価格でテストすることができます。
5.柔軟な調整:
EBMの調整可能なパラメーター(例:温度、圧力)と材料の多様性により、異なる樹脂や設定で実験を行い、プロトタイプを効率的に改良することができる。
押出ブロー成形における持続可能性とリサイクル
EBMは、環境への影響を軽減する革新的な実践を通じて、持続可能性とリサイクルに貢献しています。その方法をご紹介しよう:
1.リサイクル素材:
EBMでは、消費者使用後の再生プラスチック(rHDPEなど)を使用することで、バージン樹脂への依存を削減している。現在では、包装材など多くの製品に最大50%の再生材料が使用されており、廃棄物を削減しながら性能を維持している。
2.生分解性プラスチック:
EBM用の生分解性熱可塑性プラスチックの進歩は、環境に優しい代替品を提供し、特に使い捨ての用途では、自然に分解され、長期的な汚染を削減する。
3.設計の最適化:
より薄い壁、流線型の形状、より優れた金型設計によるバリ低減は、材料の使用量と無駄を削減し、品質を犠牲にすることなく効率を高めます。
4.エネルギー効率の高い機械
最新のEBM装置は、可変速ドライブや改良された加熱などの省エネ技術を特徴とし、プロセスの二酸化炭素排出量を削減する。
5.クローズド・ループ・リサイクル:
製造工程で発生するスクラップ(フラッシュなど)は現場で再粉砕・再利用され、廃棄物を最小限に抑え、循環型経済を支えている。
6.軽量化:
より軽い部品を作ることで、材料と輸送エネルギーを削減し、性能基準を満たしながら持続可能性の目標に沿う。

よくあるご質問
入門編 アップラステック
質問がありますか?私たちがお答えします。
当社は押出成形、真空成形、ブロー成形、精密金型製作を専門としており、お客様の多様な製造ニーズに対応するカスタマイズされたソリューションを提供しています。
自動車、エレクトロニクス、消費財、パッケージングなどさまざまな業界と協力し、B2Bパートナーシップに重点を置き、押出成形、熱成形、ブロー成形、精密金型製造などのソリューションを提供している。
はい、お客様独自の要件に合わせてソリューションをカスタマイズします。
お問い合わせ
お見積もりはメールまたは下記フォームからお気軽にお問い合わせください。
Eメール:uplastech@gmail.com
