
Soluzioni innovative di estrusione-soffiaggio
Scoprite i servizi innovativi di estrusione-soffiaggio di UPlasTech. Soluzioni esperte per prodotti in plastica durevoli e di alta qualità.
Guida alle soluzioni personalizzate di estrusione e soffiaggio
Che cos'è l'estrusione-soffiaggio?
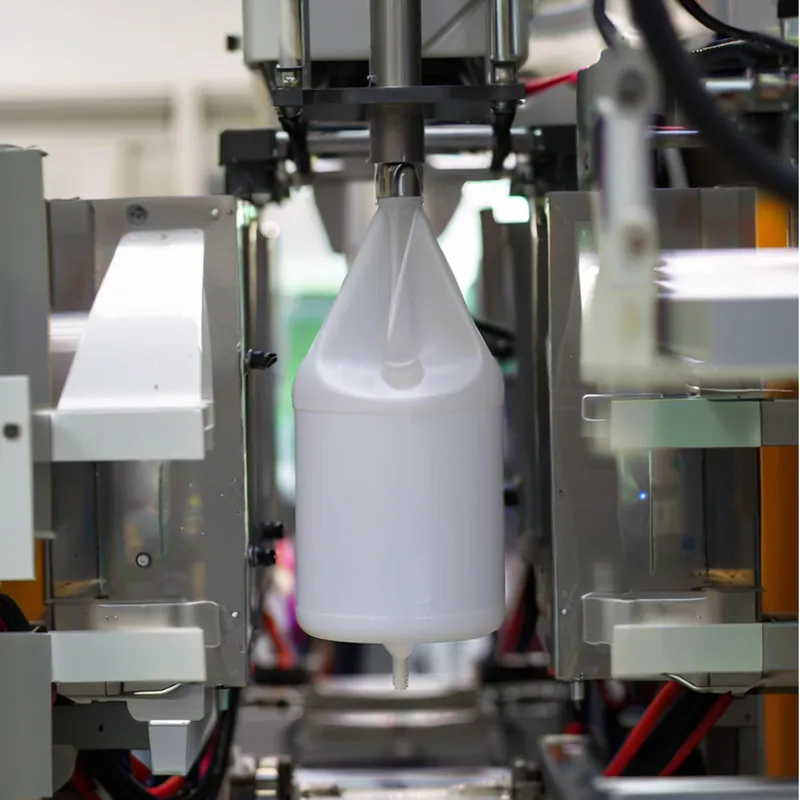
L'estrusione soffiaggio (EBM) è un processo di produzione progettato per creare oggetti di plastica cavi gonfiando un tubo di plastica fuso, noto come parison, all'interno di uno stampo. Nato da tecniche simili alla soffiatura del vetro, l'EBM è diventato un punto fermo dell'industria delle materie plastiche sin dal suo sviluppo all'inizio del XX secolo. Il processo inizia con la fusione della resina termoplastica, che viene poi estrusa in un parison. Il parison viene catturato da uno stampo metallico raffreddato e vi viene soffiata aria compressa, costringendo la plastica a espandersi e a conformarsi alla forma dello stampo. Dopo il raffreddamento, lo stampo si apre e il pezzo finito viene espulso, spesso richiedendo una rifilatura per rimuovere il materiale in eccesso, o flash.
L'EBM si distingue per la capacità di produrre grandi quantità di articoli leggeri e resistenti a un costo relativamente basso, il che la rende ideale per la produzione di massa. È comunemente utilizzata in settori quali l'imballaggio, per articoli come bottiglie d'acqua e contenitori per shampoo, e l'automotive, per componenti come condotti dell'aria e serbatoi del carburante. La sua adattabilità a forme e dimensioni diverse, unita a costi di stampaggio inferiori rispetto ad altri metodi, ne ha consolidato il ruolo nella produzione moderna.
Come funziona l'estrusione-soffiaggio?
L'estrusione soffiaggio (EBM) è un processo di produzione utilizzato per creare parti in plastica cave, come bottiglie, contenitori e componenti automobilistici. Consiste nel fondere la resina plastica, formarla in una struttura tubolare chiamata parison, gonfiarla con aria compressa all'interno di uno stampo per ottenere la forma desiderata, raffreddarla e quindi espellere il pezzo finito. Di seguito viene illustrato in dettaglio il funzionamento del processo, suddiviso nelle sue fasi principali.
1. Processo passo dopo passo:
① Fusione ed estrusione di plastica:
- Alimentazione del materiale: Il processo inizia con l'alimentazione di pellet di plastica, tipicamente termoplastici come il polietilene ad alta densità (HDPE), il polipropilene (PP) o il polietilene tereftalato (PET), in un estrusore attraverso una tramoggia.
- Fusione: All'interno dell'estrusore, una vite rotante muove i pellet attraverso un barile riscaldato. Il calore e l'azione meccanica fondono la plastica in uno stato fuso uniforme.
- Estrusione: La plastica fusa viene forzata attraverso una filiera, formando un tubo cavo continuo chiamato parison. La trafila modella il diametro e lo spessore della parete del parison, che sono fondamentali per il prodotto finale.
② Formazione Parison: Il parison è un tubo cavo con un'apertura centrale che consente il passaggio dell'aria. Per i pezzi semplici, il parison ha uno spessore uniforme, ma per le forme complesse, un programmatore di parison può regolare la distanza tra le matrici per variare lo spessore in modo dinamico durante l'estrusione del parison.
③ Chiusura dello stampo: Il parison viene posizionato tra le due metà di uno stampo metallico raffreddato, spesso in alluminio per la sua conducibilità termica. Lo stampo si chiude intorno al parison, sigillandolo nella parte inferiore (e talvolta in quella superiore) per intrappolare la plastica e prepararlo al gonfiaggio.
④ Soffiare: L'aria compressa viene insufflata nel parison attraverso un perno o un ago di soffiaggio. La pressione dell'aria gonfia il parison, facendolo espandere e conformare alla forma interna dello stampo. La pressione deve essere attentamente controllata per garantire che la plastica riempia lo stampo senza scoppiare o lasciare punti sottili.
⑤ Raffreddamento: Lo stampo, dotato di canali di raffreddamento (di solito con circolazione di acqua refrigerata), raffredda rapidamente la plastica gonfiata per solidificarla. Questa fase garantisce che il pezzo mantenga la sua forma e possa essere maneggiato senza deformarsi. Il tempo di raffreddamento dipende dallo spessore del pezzo e dal materiale utilizzato.
Espulsione: Una volta che la plastica si è indurita, lo stampo si apre e il pezzo finito viene espulso, spesso con l'aiuto di espulsori ad aria o meccanici. In questa fase, il pezzo può avere ancora del materiale in eccesso, detto "flash".
⑦ Rifinitura: L'appassimento - la plastica in eccesso dalla linea di divisione dello stampo o dalle aree di pinch-off - viene rimosso manualmente con utensili o automaticamente con lame o altre attrezzature. Questa fase finalizza la forma del pezzo, cui possono seguire ulteriori finiture (come l'etichettatura) a seconda dell'applicazione.

2. Fattori chiave per il successo:
① Controllo della temperatura: La plastica deve essere fusa in modo uniforme e lo stampo deve essere raffreddato in modo efficiente per evitare difetti come deformazioni o spessori non uniformi.
② Controllo del paragone: Lo spessore e la stabilità del parison sono fondamentali per ottenere uno spessore uniforme delle pareti nel prodotto finale, soprattutto nel caso di forme complesse.
③ Pressione dell'aria: Una pressione adeguata assicura che il parison si gonfi completamente senza soffiature o modellamenti incompleti.
④ Progettazione dello stampo: Lo stampo deve corrispondere alla geometria del pezzo e consentire una facile espulsione.
3. Variazioni del processo:
① Estrusione continua: Il parison viene estruso in modo costante e gli stampi ne catturano le sezioni mentre si muovono. Questa soluzione è ideale per la produzione in grandi volumi di pezzi piccoli, come le bottiglie per bevande.
② Estrusione intermittente: L'estrusione fa una pausa tra un ciclo e l'altro per un controllo più preciso, spesso utilizzato per pezzi più grandi o complessi. Questo include:
③ Metodo a vite alternata: La vite si sposta indietro per raccogliere la plastica fusa, poi in avanti per estrudere il parison.
④ Metodo di accumulo: La plastica fusa viene immagazzinata in un accumulatore ed estrusa rapidamente, adatta a oggetti di grandi dimensioni come i serbatoi di carburante.
Quali sono i diversi tipi di estrusione-soffiaggio?
L'estrusione-soffiaggio è un processo produttivo utilizzato per produrre parti in plastica cave, come bottiglie, contenitori e componenti automobilistici, estrudendo un tubo di plastica fusa (chiamato parison) e gonfiandolo all'interno di uno stampo. Esistono diversi tipi di estrusione-soffiaggio, ciascuno adatto a diverse esigenze produttive e a diversi requisiti dei pezzi. Di seguito sono riportati i principali tipi:
1. Estrusione continua - stampaggio a soffiaggio:
In questo tipo, il parison viene estruso in continuo dalla macchina e gli stampi ne catturano le sezioni per formare i pezzi. Questo metodo è ideale per la produzione di grandi volumi di articoli di piccole e medie dimensioni, come bottiglie e contenitori di plastica, grazie alla sua velocità ed efficienza. Le varianti dell'estrusione continua comprendono:
- Stampaggio a soffiaggio con navetta: Gli stampi si muovono avanti e indietro (shuttle) per catturare il parison, consentendo una certa flessibilità nella produzione.
- Soffiaggio con ruota rotante: Gli stampi multipli sono montati su una ruota rotante, consentendo una produzione automatizzata ad alta velocità.

2. Stampaggio a soffiaggio con estrusione intermittente:
Nell'estrusione intermittente, il parison viene estruso in cicli discreti anziché in modo continuo, garantendo un maggiore controllo sulla sua formazione. Questo tipo di estrusione è adatto a pezzi più grandi o più complessi. Può essere ulteriormente suddiviso in due metodi:
Metodo a vite alternata: La vite nell'estrusore si sposta indietro per accumulare la plastica fusa e poi in avanti per estrudere il parison. Questo metodo è tipicamente utilizzato per pezzi di medie dimensioni e offre una buona precisione.
- Metodo dell'accumulatore: La plastica fusa viene immagazzinata in un accumulatore e poi estrusa rapidamente per formare il parison. Questa soluzione è ideale per pezzi molto grandi o intricati, come i serbatoi di carburante per autoveicoli, dove è necessario un volume significativo di materiale in tempi rapidi.

3. Stampaggio a soffiaggio per co-estrusione:
Il soffiaggio per co-estrusione prevede l'utilizzo di più estrusori per creare un parison con più strati di materiali diversi. Questa tipologia migliora le proprietà del prodotto finale, ad esempio migliorando la resistenza alla barriera (ad esempio, per gli imballaggi alimentari) o combinando l'estetica con la resistenza. La co-estrusione può essere applicata sia ai processi di estrusione continua che a quelli intermittenti, il che la rende una variante versatile piuttosto che una categoria completamente separata, anche se spesso viene elencata come un tipo distinto a causa della sua importanza.

Quali sono i materiali utilizzati nello stampaggio per estrusione-soffiaggio?
L'estrusione soffiaggio (EBM) è un processo produttivo utilizzato per creare parti in plastica cave, come bottiglie, contenitori e componenti automobilistici. In questo processo, la resina plastica viene fusa, estrusa in una struttura simile a un tubo, chiamata parison, e poi gonfiata all'interno di uno stampo per formare la forma desiderata. I materiali utilizzati nell'EBM sono principalmente termoplastici che possono essere fusi, modellati e raffreddati ripetutamente senza una significativa degradazione chimica.
1. Materiali comuni nello stampaggio per estrusione-soffiaggio:
I seguenti materiali termoplastici sono ampiamente utilizzati nell'EBM grazie alla loro versatilità e compatibilità con il processo:
① Polietilene ad alta densità (HDPE): Noto per la sua durata e resistenza chimica, l'HDPE è il materiale più diffuso nell'EBM. È comunemente usato per le brocche del latte, i flaconi dei detersivi e i serbatoi di carburante. La sua riciclabilità lo rende inoltre una scelta sostenibile.
② Polipropilene (PP): Il PP offre resistenza al calore e flessibilità, che lo rendono ideale per i componenti automobilistici, come i condotti dell'aria, e per i contenitori riutilizzabili. La capacità di resistere a sollecitazioni ripetute è un vantaggio fondamentale.
③ Polietilene tereftalato (PET): Sebbene sia più tipico dello stampaggio a iniezione, il PET viene utilizzato nell'EBM per bottiglie per bevande e imballaggi alimentari trasparenti e resistenti. Richiede una pre-essiccazione per evitare la degradazione durante la lavorazione.
④ Cloruro di polivinile (PVC): Il PVC è rigido e resistente agli agenti chimici, spesso utilizzato per tubi, raccordi e isolamento dei cavi. Può anche essere reso flessibile per applicazioni come i tubi medici.
⑤ Polistirene (PS): Leggero e facile da modellare, il PS è utilizzato per articoli monouso come tazze e vassoi per alimenti. È conveniente ma meno durevole di altre opzioni.
2. Materiali specializzati ed emergenti:
Oltre ai materiali comuni, EBM impiega anche termoplastici specializzati e alternative sostenibili per esigenze specifiche:
① Policarbonato (PC): Grazie all'elevata resistenza agli urti e alla trasparenza, il PC è utilizzato per contenitori di grandi dimensioni e componenti automobilistici, come le bottiglie dei refrigeratori d'acqua. È più costoso, ma eccelle nelle applicazioni più impegnative.
② Nylon (poliammide): Il nylon offre forza e resistenza alle temperature, rendendolo adatto ai tubi del carburante e ai collettori di aspirazione dell'aria in ambienti industriali. Il suo utilizzo è limitato dal costo.
③ Bioplastiche: I materiali emergenti, come l'acido polilattico (PLA) o il polietilene biobased, sono biodegradabili e utilizzati per imballaggi ecologici. Si stanno affermando come opzioni sostenibili.

3. Tabella dei materiali:
| Materiale | Applicazioni comuni | Proprietà chiave |
|---|---|---|
| HDPE | Bottiglie, serbatoi di carburante | Durevole, resistente agli agenti chimici |
| PP | Parti automobilistiche, contenitori | Resistente al calore, flessibile |
| PET | Bottiglie per bevande | Chiaro, forte |
| PVC | Tubi, raccordi | Rigido, resistente alle sostanze chimiche |
| PS | Tazze e vassoi monouso | Leggero, facile da modellare |
| Policarbonato | Bottiglie per il raffreddamento dell'acqua | Alta resistenza agli urti, trasparente |
| Nylon | Tubi del carburante, collettori | Forte, resistente alle temperature |
| Bioplastica | Imballaggio sostenibile | Biodegradabile, ecologico |
Quali sono le principali applicazioni dello stampaggio per estrusione-soffiaggio?
L'estrusione soffiaggio (EBM) è un processo di produzione ampiamente utilizzato che crea parti in plastica cave gonfiando un tubo di plastica fuso, noto come parison, all'interno di uno stampo. Questa tecnica è apprezzata per la sua versatilità, economicità e capacità di produrre prodotti leggeri, resistenti e di forma complessa. Da oggetti di uso quotidiano come le bottiglie d'acqua a componenti industriali specializzati, l'EBM è diventata una pietra miliare della produzione moderna in diversi settori.
1. Industria alimentare e delle bevande:
Il settore alimentare e delle bevande si affida molto all'EBM per produrre soluzioni di imballaggio sicure, pratiche ed economiche.
- Bottiglie e contenitori: L'EBM è utilizzato per produrre bottiglie d'acqua, caraffe per il latte, contenitori per succhi e bottiglie per condimenti. Questi prodotti sono leggeri, resistenti alla frantumazione e progettati per preservare il contenuto e prolungare la durata di conservazione.
- Imballaggio per alimenti: Articoli come i vasetti per lo yogurt, le vaschette per la margarina e i contenitori per la conservazione sono realizzati con l'EBM, spesso con forme o maniglie ergonomiche per la comodità dell'utente.
Materiali utilizzati:
- Il polietilene ad alta densità (HDPE) e il polipropilene (PP) sono scelte popolari per le loro proprietà di sicurezza alimentare, resistenza chimica e riciclabilità.
Perché l'EBM?
- La sua capacità di produrre su scala imballaggi ermetici e a prova di perdite lo rende ideale per le merci deperibili. Inoltre, l'EBM sostiene le tendenze della sostenibilità consentendo l'uso di plastica riciclata.

2. Prodotti per la casa e la cura della persona:
L'EBM è un processo di base per la creazione di contenitori funzionali e visivamente accattivanti per gli articoli per la casa e la cura della persona.
- Bottiglie di detersivi e prodotti per la pulizia: I flaconi robusti e resistenti alle sostanze chimiche per i detersivi per il bucato, i candeggianti e gli spray per la pulizia sono realizzati in EBM, spesso con manici per facilitarne l'uso.
- Contenitori per cosmetici e prodotti per l'igiene personale: I flaconi di shampoo, i dispenser di lozioni, i bastoncini di deodorante e i vasetti di cosmetici beneficiano della capacità di EBM di creare disegni intricati, come loghi in rilievo o superfici strutturate.
Materiali utilizzati:
L'HDPE e il polietilene a bassa densità (LDPE) offrono flessibilità e durata, mentre il polietilene tereftalato (PET) garantisce la chiarezza dei prodotti di qualità.
Perché l'EBM?
Il processo consente di stampare direttamente forme complesse e caratteristiche del marchio, migliorando l'attrattiva del prodotto. Le opzioni di co-estrusione multistrato migliorano anche le proprietà barriera, prolungando la durata di conservazione.

3. Industria farmaceutica e sanitaria:
Nel settore sanitario, EBM fornisce imballaggi e componenti sicuri, precisi e sterili che soddisfano standard rigorosi.
- Bottiglie farmaceutiche: I flaconi per pillole, sciroppi e farmaci liquidi sono prodotti con EBM, spesso con tappi antimanomissione o chiusure a prova di bambino.
- Componenti di dispositivi medici: Le parti flessibili e cave come i soffietti, i bulbi di spremitura e le maschere respiratorie sono realizzate con l'EBM per applicazioni mediche.
Materiali utilizzati:
Il PP e l'HDPE garantiscono sterilità e resistenza chimica, mentre gli elastomeri termoplastici (TPE) assicurano la flessibilità di tubi e guarnizioni.
Perché l'EBM?
La sua precisione garantisce una qualità costante, fondamentale per la conformità alle normative, e supporta funzioni come le marcature graduate per un dosaggio accurato.

4. Industria automobilistica:
EBM contribuisce all'efficienza e alle prestazioni dei veicoli producendo componenti leggeri e durevoli.
- Condotti d'aria e componenti HVAC: Le complesse parti cave che convogliano l'aria all'interno dei veicoli sono realizzate con l'EBM, riducendo il peso e migliorando l'efficienza dei consumi.
- Serbatoi di carburante e serbatoi di fluidi: I piccoli serbatoi di carburante (ad esempio, per le motociclette) e i serbatoi per il liquido lavavetri o il liquido di raffreddamento sono realizzati in EBM per garantire una durata a prova di perdite.
Materiali utilizzati:
L'HDPE e il PP offrono resistenza al calore, mentre la coestrusione multistrato aggiunge barriere per impedire la permeazione del carburante.
Perché l'EBM?
Produce forme grandi e complesse con caratteristiche integrate come i punti di montaggio, riducendo i costi di assemblaggio e sostenendo l'attenzione del settore verso l'alleggerimento.

5. Applicazioni industriali e agricole:
EBM eccelle nella creazione di contenitori e componenti robusti e di grandi dimensioni per uso industriale e agricolo.
- Fusti e serbatoi industriali: I contenitori di grandi dimensioni, come i fusti da 55 galloni per prodotti chimici o lubrificanti, sono realizzati con EBM per resistere alle condizioni più difficili.
- Prodotti agricoli: Gli annaffiatoi, gli spruzzatori di pesticidi e i contenitori per fertilizzanti sono caratterizzati da un design ergonomico grazie all'EBM.
Materiali utilizzati:
L'HDPE offre resistenza agli urti e stabilità chimica, mentre il PVC offre rigidità per esigenze specifiche.
Perché l'EBM?
La capacità di produrre pezzi uniformi e con pareti spesse garantisce la durata nel tempo e le caratteristiche integrate, come i colli filettati, migliorano la funzionalità.

6. Giocattoli e prodotti ricreativi:
L'EBM è ampiamente utilizzato per creare prodotti sicuri, durevoli e divertenti per i bambini e per le attività all'aperto.
- Giocattoli: I giocattoli in plastica vuota, come le palle, le casette e i veicoli cavalcabili, sono realizzati con EBM, che garantisce bordi lisci e sicuri e colori vivaci.
- Articoli sportivi: Kayak, slitte e attrezzature per parchi giochi sfruttano la capacità di EBM di produrre strutture di grandi dimensioni, senza giunture e leggere.
Materiali utilizzati:
LDPE e HDPE garantiscono flessibilità, sicurezza e resistenza agli urti.
Perché l'EBM?
La flessibilità del design consente forme creative con funzioni integrate e l'uso di materiali atossici e riciclabili soddisfa gli standard di sicurezza e ambientali.

7. Costruzioni e infrastrutture:
EBM supporta l'edilizia producendo componenti durevoli e resistenti agli agenti atmosferici.
- Tubi e condotti: I condotti di ventilazione, i tubi di drenaggio e le coperture di protezione sono realizzati in EBM per garantire una resistenza leggera.
- Barriere e dispositivi di sicurezza: Coni per il traffico, barriere di sicurezza e serbatoi per bagni portatili beneficiano delle capacità di EBM su larga scala.
Materiali utilizzati:
HDPE e PVC garantiscono resistenza agli agenti atmosferici e lunga durata.
Perché l'EBM?
Fornisce rapidamente pezzi omogenei e senza interruzioni, soddisfacendo l'elevata domanda e le esigenze strutturali dei progetti edilizi.

Vantaggi e limiti dello stampaggio per estrusione-soffiaggio
Vantaggi:
① Economicità: I minori costi di stampi e attrezzature lo rendono ideale per la produzione su larga scala.
② Flessibilità di progettazione: Produce facilmente forme complesse regolando gli stampi o le impostazioni del parison.
③ Versatilità dei materiali: Lavora con diversi materiali termoplastici per ottenere proprietà personalizzate.
Prodotti leggeri: Crea articoli resistenti e leggeri, riducendo i costi di materiale e spedizione.
Limitazioni:
① Scarti di materiale: Produce più scarti (flash) rispetto ad altri metodi, incidendo sull'efficienza.
② Operazioni secondarie: Richiede la rifilatura, con conseguente aumento dei tempi e dei costi.
③ Problemi di riempimento degli angoli: I parison sottili faticano a gestire gli spigoli vivi, con il rischio di difetti.
④ Operazione qualificata: Necessita di personale qualificato per gestire le variabili di processo.
Soluzioni di estrusione-soffiaggio
Scoprite le soluzioni di estrusione-soffiaggio di esperti per prodotti in plastica personalizzati. Scoprite i materiali, i processi, le considerazioni sul design e i metodi di produzione sostenibili per soddisfare le vostre esigenze di produzione.

Guida alle soluzioni personalizzate di estrusione e soffiaggio
- Macchinari e attrezzature per l'estrusione e lo stampaggio a soffiaggio
- Considerazioni chiave sulla progettazione nello stampaggio per estrusione-soffiaggio
- Lo stampaggio per estrusione-soffiaggio a confronto con altri processi di stampaggio
- Quali sono i difetti più comuni nello stampaggio per estrusione-soffiaggio?
- Prototipazione e produzione di piccoli lotti in EBM
- Sostenibilità e riciclo nello stampaggio per estrusione-soffiaggio
Quali sono i macchinari e le attrezzature utilizzati nello stampaggio per estrusione-soffiaggio?
L'estrusione-soffiaggio (EBM) è un processo di produzione che crea parti in plastica cave, come bottiglie e contenitori, fondendo la plastica, formando un tubo (parison), gonfiandolo all'interno di uno stampo e raffreddandolo fino a raggiungere la forma finale. I macchinari e le attrezzature coinvolte sono specializzati per gestire queste fasi in modo efficiente. Ecco una ripartizione dettagliata:
1. Estrusore:
L'estrusore è il componente centrale in cui i pellet di plastica (ad esempio, HDPE, PP) vengono inseriti in una tramoggia, fusi e mescolati. È dotato di una vite rotante all'interno di un cilindro riscaldato che fonde la plastica e la spinge verso la matrice. I moderni estrusori sono spesso dotati di controlli precisi della temperatura e della velocità per garantire una fusione omogenea.
2. Stampo per estrusione:
Lo stampo modella la plastica fusa in un tubo cavo chiamato parison. Il suo design controlla il diametro e lo spessore della parete del parison, che sono fondamentali per la qualità del prodotto finale. Gli stampi regolabili o i sistemi di programmazione del parison consentono di regolare lo spessore in tempo reale, soprattutto per i pezzi complessi.
3. Stampo di soffiaggio:
Solitamente realizzato in alluminio per la sua economicità e conduttività termica, lo stampo è costituito da due metà che si chiudono intorno al parison per formare la forma finale del pezzo. Gli stampi sono spesso dotati di canali di raffreddamento e sfiati integrati per garantire una corretta solidificazione e la fuoriuscita dell'aria durante il gonfiaggio.
4. Perno di soffiaggio:
Il perno di soffiaggio immette aria compressa nel parison, gonfiandolo contro le pareti dello stampo. Il suo posizionamento e il flusso d'aria devono essere precisi per evitare difetti come spessori irregolari o soffiature. In alcune configurazioni, il perno di soffiaggio aiuta anche a tagliare il materiale in eccesso.
5. Unità di serraggio:
Questo sistema fissa le metà dello stampo durante il gonfiaggio e il raffreddamento, contrastando la pressione dell'aria all'interno. Può essere idraulico o meccanico, con una forza sufficiente a prevenire perdite o disallineamenti che potrebbero causare bolle o parti difettose.
6. Sistema di raffreddamento:
Il raffreddamento avviene attraverso canali d'acqua all'interno dello stampo, facendo circolare acqua refrigerata per solidificare rapidamente la plastica. Un raffreddamento efficiente riduce i tempi di ciclo e previene le deformazioni; alcuni sistemi incorporano il raffreddamento ad aria per un ulteriore controllo.
7. Stazione di rifilatura:
Dopo l'espulsione, la plastica in eccesso (flash) formatasi sulla linea di divisione dello stampo o nelle aree di pinch-off viene rimossa nella stazione di rifilatura. Questa operazione può essere eseguita con strumenti manuali, lame automatiche o laser, a seconda della scala di produzione e delle esigenze di precisione.
8. Equipaggiamento supplementare:
① Dispositivi di programmazione Parison: Regolano dinamicamente le impostazioni dello stampo per ottenere uno spessore uniforme delle pareti.
② Teste di accumulo: Conservano la plastica fusa per l'estrusione intermittente, ideale per pezzi grandi o complessi.
Sistemi di automazione: I robot o i nastri trasportatori gestiscono i pezzi in configurazioni ad alto volume, migliorando l'efficienza.
Quali sono le principali considerazioni di progettazione nello stampaggio per estrusione-soffiaggio?
La progettazione per l'EBM richiede un equilibrio tra funzionalità, estetica e producibilità del pezzo. Ecco le considerazioni principali, spiegate in dettaglio:
1. Uniformità dello spessore della parete:
Lo spessore costante delle pareti garantisce resistenza e prestazioni. La tendenza del parison a cedere per gravità può causare un assottigliamento, quindi i progettisti utilizzano la programmazione del parison per regolare lo spessore durante l'estrusione, assicurando che le aree critiche (ad esempio, gli angoli) abbiano materiale sufficiente.
2. Progettazione dello stampo:
Lo stampo deve corrispondere alla geometria del pezzo, comprese le caratteristiche complesse come maniglie o sottosquadri. Deve avere uno sfiato adeguato per rilasciare l'aria intrappolata, canali di raffreddamento per una solidificazione uniforme e un design che consenta una facile espulsione del pezzo senza danni.
3. Selezione del materiale:
La scelta del materiale termoplastico (ad esempio, HDPE per la durata, PP per la resistenza al calore, PET per la trasparenza) dipende dai requisiti del pezzo: resistenza meccanica, resistenza chimica o aspetto. La viscosità del materiale influisce anche sul suo allungamento durante il gonfiaggio.
4. Posizionamento della linea di separazione:
La linea di demarcazione, dove le metà dello stampo si incontrano, influisce sulla formazione delle scaglie e sulla facilità di rifilatura. Il posizionamento in aree non critiche o meno visibili riduce la post-elaborazione e migliora l'estetica, garantendo al contempo che le aree funzionali rimangano intatte.
5. Rapporto di soffiatura:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Angoli e raggi di sformo:
I leggeri angoli di sformo e i bordi arrotondati facilitano la rimozione dei pezzi, riducono i punti di stress e migliorano il flusso del materiale durante il gonfiaggio, riducendo al minimo i difetti come le crepe o le pareti irregolari.
7. Design Pinch-Off:
Il pinch-off sigilla il fondo del parison, formando una linea di saldatura. Un pinch-off forte previene le perdite, riduce l'infiammabilità e garantisce la stabilità (ad esempio, per le bottiglie in piedi), richiedendo un allineamento e una pressione precisi dello stampo.

Lo stampaggio per estrusione-soffiaggio a confronto con altri processi di stampaggio
L'EBM eccelle per i pezzi grandi e cavi, a differenza dell'Injection Blow Molding (IBM), che si adatta a pezzi piccoli e precisi, o del Rotational Molding (RM), ideale per pezzi molto grandi ma più lento e costoso. Vedere la tabella seguente:
| Processo | Il migliore per | Vantaggi | Limitazioni |
|---|---|---|---|
| EBM | Parti grandi e cave | Economico e flessibile | Rifiuti, fasi secondarie |
| IBM | Pezzi piccoli e precisi | Alta precisione | Costi più elevati, limiti dimensionali |
| RM | Parti molto grandi | Spessore uniforme | Lento, costoso |
Quali sono i difetti più comuni nello stampaggio per estrusione e soffiaggio?
I difetti dell'EBM possono compromettere la qualità, ma sono gestibili con gli opportuni aggiustamenti. Ecco un elenco di problemi comuni e le relative soluzioni:
1. Spessore della parete non uniforme:
Causa: Cedimento del parison, impostazioni incoerenti della matrice o programmazione errata.
Correggere: Implementare la programmazione del parison per variare lo spessore secondo le necessità, oppure utilizzare sistemi di supporto (ad esempio, anelli d'aria) per stabilizzare il parison durante l'estrusione.
2. Sfioramenti:
Causa: Eccessiva pressione dell'aria o aree di parison deboli a causa di un riscaldamento non uniforme.
Correggere: Ridurre la pressione di soffiaggio, garantire una temperatura uniforme della fusione o passare a un materiale più resistente per resistere al gonfiaggio.
3. Flash:
Causa: Eccesso di materiale sulla linea di separazione dovuto a disallineamento o a stampi usurati.
Correggere: Allineare con precisione gli stampi, mantenere o sostituire i componenti usurati e regolare la forza di serraggio per evitare il sovraimballaggio.
4. Deformazione:
Causa: Il raffreddamento non uniforme provoca tensioni interne e distorsioni.
Correggere: Ottimizzare il raffreddamento regolando il flusso dell'acqua o la temperatura dello stampo e garantire uno spessore costante delle pareti per bilanciare i tassi di solidificazione.
5. Linee di saldatura:
Causa: Cuciture deboli in corrispondenza dei punti di distacco a causa della bassa pressione o della scarsa fusione del materiale.
Correggere: Migliorate il design del pinch-off, aumentate la forza di serraggio o regolate la temperatura del materiale fuso per migliorare il flusso e l'incollaggio.
6. Difetti di superficie (ad esempio, striature, bolle):
Causa: Contaminanti, umidità nella resina o fusione non corretta.
Correggere: Utilizzare materiali asciutti e puliti e modificare le impostazioni dell'estrusore (velocità della vite, calore del cilindro) per ottenere una fusione più omogenea.

Prototipazione e produzione di piccoli lotti in EBM
La prototipazione e la produzione di piccoli lotti in EBM adattano il processo ai bassi volumi, concentrandosi su costi e flessibilità. Ecco come si ottiene:
1. Macchine più piccole:
Vengono utilizzate macchine EBM compatte, che richiedono meno energia e tempi di allestimento rispetto ai sistemi in scala reale. Sono ideali per i test o per la produzione di serie limitate senza investimenti pesanti.
2. Stampi stampati in 3D:
La prototipazione rapida con stampi stampati in 3D riduce i tempi e i costi. Sebbene siano meno resistenti degli stampi in metallo, sono sufficienti per i progetti iniziali o per piccoli lotti, consentendo rapide iterazioni.
3. Estrusione intermittente:
Questo metodo, che spesso utilizza teste di accumulo, immagazzina la plastica fusa e la rilascia quando necessario, offrendo un controllo preciso sulla formazione del parison, perfetto per piccole serie dettagliate o prototipi.

4. Utensili semplificati:
Gli stampi a cavità singola o le attrezzature di base riducono le spese rispetto alle configurazioni a più cavità, consentendo di testare i concetti a costi contenuti prima di passare alla fase di espansione.
5. Regolazioni flessibili:
I parametri regolabili dell'EBM (ad esempio, temperatura, pressione) e la versatilità dei materiali consentono di sperimentare diverse resine o impostazioni per perfezionare i prototipi in modo efficiente.
Sostenibilità e riciclo nello stampaggio per estrusione-soffiaggio
EBM contribuisce alla sostenibilità e al riciclaggio attraverso pratiche innovative che riducono l'impatto ambientale. Ecco come:
1. Materiali riciclati:
L'uso di plastiche riciclate post-consumo (ad esempio, rHDPE) nell'EBM riduce la dipendenza dalle resine vergini. Molti prodotti, come gli imballaggi, incorporano oggi fino a 50% di contenuto riciclato, mantenendo le prestazioni e riducendo i rifiuti.
2. Plastiche biodegradabili:
I progressi delle termoplastiche biodegradabili per l'EBM offrono alternative ecologiche, che si decompongono naturalmente e riducono l'inquinamento a lungo termine, soprattutto nelle applicazioni monouso.
3. Ottimizzazioni della progettazione:
Pareti più sottili, forme aerodinamiche e riduzione delle bave grazie a una migliore progettazione degli stampi riducono l'uso di materiale e gli scarti, migliorando l'efficienza senza sacrificare la qualità.
4. Macchinari ad alta efficienza energetica:
Le moderne apparecchiature EBM sono dotate di tecnologie a risparmio energetico, come gli azionamenti a velocità variabile e il riscaldamento migliorato, che riducono l'impronta di carbonio del processo.
5. Riciclaggio a ciclo chiuso:
Gli scarti di produzione (ad esempio, le scorie) vengono rimacinati e riutilizzati in loco, riducendo al minimo i rifiuti e sostenendo un'economia circolare all'interno del processo produttivo.
6. Alleggerimento:
La creazione di pezzi più leggeri riduce i materiali e l'energia di spedizione, allineandosi agli obiettivi di sostenibilità e rispettando gli standard di prestazione.

Domande frequenti per i clienti
Come iniziare con Uplastech
Avete domande? Abbiamo le risposte.
Siamo specializzati in estrusione, formatura sottovuoto, soffiaggio e produzione di stampi di precisione, offrendo soluzioni personalizzate per soddisfare le vostre diverse esigenze di produzione.
Lavoriamo con diversi settori, tra cui quello automobilistico, elettronico, dei beni di consumo e dell'imballaggio, concentrandoci su partnership B2B e fornendo soluzioni di estrusione, termoformatura, soffiaggio e produzione di stampi di precisione.
Sì, personalizziamo le nostre soluzioni per adattarle alle vostre esigenze specifiche.
Entrare in contatto
Inviateci un'e-mail o compilate il modulo sottostante per ottenere un preventivo.
Email: uplastech@gmail.com
