

La termoformatura è una tecnica di produzione versatile che riscalda le lastre termoplastiche e le modella in una varietà di prodotti applicando il vuoto o la pressione, seguita dal raffreddamento per fissare la forma. Questo processo è famoso per la sua economicità ed efficienza, che lo rende un punto fermo in settori come l'imballaggio, l'automotive e gli elettrodomestici. Tuttavia, la sua idoneità dipende in larga misura dai tipi di prodotti e forme che è in grado di produrre.
La termoformatura è ideale per prodotti come vassoi di imballaggio1, pannelli automobilistici2e rivestimenti per apparecchi, con forme relativamente poco profonde, con curve dolci e che evitino angoli acuti o sottosquadri.
In questo post del blog, analizzeremo i prodotti e le forme più comuni che prosperano grazie a termoformatura3, esplorare le considerazioni chiave sulla progettazione e confrontarla con altri metodi di produzione. Sia che stiate progettando un nuovo prodotto o ottimizzando la produzione, questa guida vi farà capire in quali casi la termoformatura è più efficace.
La termoformatura è adatta solo per pezzi semplici e poco profondi.Falso
Mentre la termoformatura eccelle con pezzi poco profondi, le tecniche avanzate come la formatura a pressione consentono di ottenere forme più complesse con dettagli intricati.
La termoformatura è conveniente per pezzi di grandi dimensioni con volumi di produzione medio-bassi.Vero
I minori costi di attrezzaggio e i tempi di consegna più rapidi rendono la termoformatura ideale per i pezzi di grandi dimensioni prodotti in quantità di 250-3000 unità all'anno.
Quali sono i prodotti più comuni realizzati con la termoformatura?
La termoformatura eccelle nella produzione di articoli leggeri e durevoli con grandi superfici, al servizio di un'ampia gamma di settori. La sua adattabilità a materiali sia sottili che pesanti la rende una soluzione ideale per le applicazioni in cui i costi e la velocità superano la necessità di tolleranze ultraprecise.

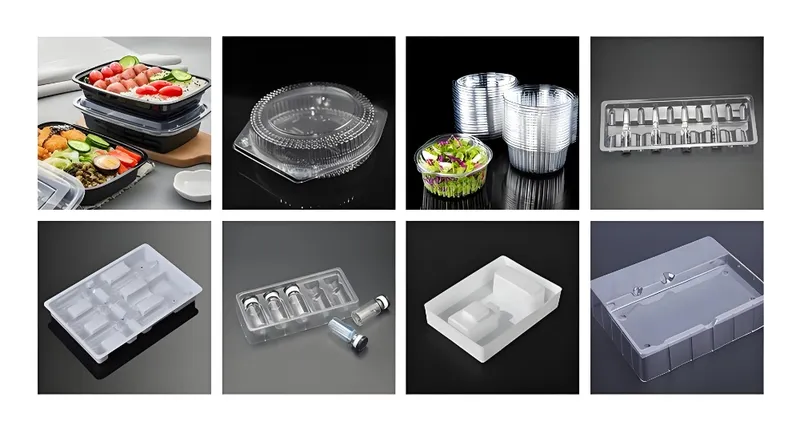
Tra i prodotti termoformati più comuni vi sono i vassoi da imballaggio, pannelli interni per autoveicoli4, rivestimenti di frigoriferi e involucri di dispositivi medici, che beneficiano tutti della capacità del processo di gestire in modo efficiente progetti di grandi dimensioni e poco profondi.
| Tipo di prodotto | Industria | Note |
|---|---|---|
| Vassoi per l'imballaggio | Cibo, elettronica | A calibro sottile, monouso |
| Pannelli per autoveicoli | Trasporto | Robusto e durevole |
| Rivestimenti per elettrodomestici | Elettrodomestici | Resistente al calore, grande |
| Involucri medici | Assistenza sanitaria | Sterile, preciso |
Vassoi per l'imballaggio
La termoformatura domina la produzione di vassoi, blister e conchiglie per imballaggi, utilizzando in genere fogli di spessore sottile (inferiore a 0,060 pollici). Questi articoli sono perfetti per applicazioni ad alto volume e monouso nel settore alimentare ed elettronico, in quanto offrono una produzione rapida e un utilizzo minimo di materiali. Aziende come Amcor sfruttare la termoformatura per soluzioni di imballaggio protettive e personalizzate.
Pannelli interni per autoveicoli
Nel settore automobilistico, la termoformatura realizza componenti interni come i pannelli delle porte e i rivestimenti dei cruscotti da lamiere di grosso spessore5 (oltre 0,060 pollici). Questi pezzi richiedono durata ed estetica, spesso migliorate da formatura a pressione6 per texture dettagliate. Faurecia utilizza questo processo per creare pannelli leggeri e robusti che soddisfano standard rigorosi.

Rivestimenti per elettrodomestici
La termoformatura produce rivestimenti senza cuciture per frigoriferi e forni, utilizzando materiali come l'ABS per la resistenza al calore e l'isolamento. La capacità di formare componenti di grandi dimensioni in un unico pezzo in modo economico è un vantaggio fondamentale. Whirlpool si affida a questo metodo per la produzione efficiente di elettrodomestici.
Involucri per dispositivi medici
Nel settore sanitario, la termoformatura crea involucri e vaschette precise e sterili utilizzando materiali come il PETG. La sua compatibilità con i processi di sterilizzazione la rende preziosa. Tek Pak è specializzata in tali soluzioni, garantendo funzionalità e sicurezza.
La termoformatura viene utilizzata solo per prodotti monouso.Falso
Se l'imballaggio è una delle applicazioni principali, la termoformatura produce anche beni durevoli come parti di automobili e componenti di elettrodomestici.
La termoformatura può produrre pezzi con elevata precisione e tolleranze ristrette.Falso
La termoformatura è meno precisa dello stampaggio a iniezione e non è quindi adatta a pezzi che richiedono tolleranze molto strette.
Quali forme sono adatte alla termoformatura?
Le forme più adatte alla termoformatura sono in linea con il processo che si basa sull'allungamento di una lastra piatta sopra o dentro uno stampo. I vincoli geometrici come la profondità, gli angoli e la curvatura giocano un ruolo fondamentale nel determinare la fattibilità.
Le forme adatte alla termoformatura sono quelle relativamente poco profonde con curve dolci, un rapporto di tiraggio fino a 3:17, e angoli di sformo di 1,5-5 gradi8 per garantire un facile rilascio dello stampo.

Rapporto di estrazione
Il rapporto di imbutitura, ovvero l'area della superficie dello stampo divisa per l'area della lastra originale, non dovrebbe idealmente superare il rapporto 3:1. Ciò significa che la profondità di un pezzo non dovrebbe essere più di tre volte la sua larghezza per evitare un assottigliamento eccessivo. Ad esempio, un vassoio profondo 6 pollici dovrebbe essere largo almeno 2 pollici.
Angoli di sformo
Gli angoli di sformo (1,5-5 gradi) assottigliano le pareti laterali per facilitare la rimozione del pezzo dallo stampo. Gli elementi più profondi richiedono angoli più ampi: ad esempio, un pezzo profondo 4 pollici potrebbe richiedere 3 gradi, mentre uno poco profondo potrebbe utilizzare 1,5 gradi.
Evitare gli angoli acuti e i sottosquadra
Gli angoli vivi assottigliano il materiale in modo non uniforme e i sottosquadri complicano il rilascio dello stampo. Sono da preferire raggi generosi e design semplificati, anche se le parti mobili dello stampo possono gestire i sottosquadri con un costo aggiuntivo. Un vassoio con bordi arrotondati si forma meglio di uno con angoli vivi.

Forme complesse con la formatura a pressione
Mentre la formatura sottovuoto si adatta a forme semplici, La formatura a pressione utilizza una pressione più elevata9 per parti dettagliate e strutturate, come pannelli automobilistici con disegni intricati. Prodotti Ray mostra questa capacità in modo efficace.
La termoformatura può produrre pezzi con sottosquadri senza utensili aggiuntivi.Falso
I sottosquadri richiedono in genere componenti mobili dello stampo o operazioni secondarie, aumentando la complessità e i costi.
La formatura a pressione consente di ottenere dettagli più nitidi rispetto alla formatura sottovuoto.Vero
La formatura a pressione utilizza una pressione maggiore per spingere la lastra nello stampo, consentendo di ottenere dettagli e texture più fini.
Quali sono le considerazioni di progettazione per la termoformatura?
Il successo della termoformatura dipende da una progettazione accurata per bilanciare producibilità e prestazioni. I parametri chiave guidano questo processo.
Le considerazioni chiave per la progettazione della termoformatura includono il mantenimento di un rapporto di stiro fino a 3:1, l'incorporazione di angoli di stiro compresi tra 1,5 e 5 gradi e l'utilizzo di un sistema di controllo della temperatura. evitare angoli vivi e sottosquadri10.
| Parametro di progettazione | Valore consigliato | Note |
|---|---|---|
| Rapporto di estrazione | Fino a 3:1 | Evitare l'eccessivo assottigliamento |
| Angoli di sformo | 1,5-5 gradi | Più grande per funzioni più profonde |
| Raggio d'angolo | ≥ Spessore del materiale | Assicura una distribuzione uniforme |
| Sottotagli | Evitare o utilizzare nuclei mobili | Aumenta il costo e la complessità |
Selezione del materiale
Materiali come il PET (per la chiarezza dell'imballaggio), l'ABS (per la resistenza agli urti) e il PP (per la resistenza al calore) determinano la formabilità e le proprietà. La scelta di quello giusto si allinea alle esigenze del prodotto.
Spessore della parete
L'assottigliamento si verifica nelle aree allungate, quindi iniziare con una lastra più spessa (ad esempio, 0,125 pollici per uno spessore finale di 0,060 pollici) o aggiungere nervature garantisce la resistenza senza eccesso di materiale.
Tolleranze
Con tolleranze intorno a ±0,020 pollici, la termoformatura è adatta ad applicazioni meno precise. Specifiche più strette possono richiedere una lavorazione secondaria, come nel caso di alcuni involucri medici.
La termoformatura può raggiungere la stessa precisione dello stampaggio a iniezione.Falso
La termoformatura offre generalmente una minore precisione, rendendola inadatta a pezzi con tolleranze molto strette.
La scelta del materiale influisce sulla formabilità e sulle proprietà finali dei pezzi termoformati.Vero
I diversi materiali hanno caratteristiche di allungamento variabili, che influenzano la loro forma e le loro prestazioni nel prodotto finale.
Come si colloca la termoformatura rispetto ad altri processi produttivi?
I punti di forza e i limiti della termoformatura diventano evidenti se confrontati con alternative come lo stampaggio a iniezione e il soffiaggio.
La termoformatura offre riduzione dei costi di attrezzaggio11 e tempi di consegna più rapidi12 rispetto allo stampaggio a iniezione, ma è meno preciso e non è adatto a pezzi molto complessi o cavi.

Termoformatura vs. stampaggio a iniezione
-
Costi di attrezzaggio: L'attrezzatura per la termoformatura è 50-90% più economica-$10.000 contro $100.000 per un pannello di grandi dimensioni.
-
Tempi di consegna: Settimane contro mesi per la creazione di strumenti.
-
Precisione: Lo stampaggio a iniezione vince per le tolleranze strette e la complessità.
-
Uso del materiale: La termoformatura eccelle per i pezzi grandi e a parete sottile.
Termoformatura vs. stampaggio a soffiaggio
-
Geometria: Lo stampaggio a soffiaggio è adatto a oggetti cavi (ad esempio, bottiglie); la termoformatura si adatta a parti aperte e poco profonde.
-
Efficienza: La termoformatura gestisce meglio i pezzi più grandi.
-
Velocità: Entrambi sono veloci, ma la termoformatura è più efficace per i progetti piatti.
La termoformatura è più conveniente dello stampaggio a iniezione per tutti i volumi di produzione.Falso
Per la produzione di grandi volumi, i tempi di ciclo più rapidi e l'automazione dello stampaggio a iniezione possono renderlo più conveniente, nonostante i costi di attrezzaggio più elevati.
La termoformatura può produrre pezzi cavi come le bottiglie.Falso
La termoformatura non è adatta alle forme cave e chiuse, che sono meglio prodotte tramite soffiaggio.
Conclusione
La termoformatura brilla per la produzione parti grandi e leggere13 come vassoi da imballaggio, pannelli automobilistici e rivestimenti per elettrodomestici, soprattutto in volumi medio-bassi. L'economicità e la velocità ne fanno un punto di forza, anche se è meno adatto a progetti complessi, precisi o cavi. Imparando a conoscere i prodotti, le forme e le considerazioni progettuali più adatte, è possibile sfruttarne appieno il potenziale.
-
Scoprite il processo di produzione e i vantaggi delle vaschette da imballaggio, un prodotto chiave della termoformatura. ↩
-
Scoprite le applicazioni specifiche della termoformatura nell'industria automobilistica e i suoi vantaggi. ↩
-
Esplorate questo link per comprendere i fondamenti della termoformatura e le sue applicazioni in vari settori. ↩
-
Scoprite il processo di produzione dei pannelli interni delle automobili e i materiali che ne migliorano la durata e il design. ↩
-
Imparate a conoscere le lamiere pesanti e il loro ruolo fondamentale nella produzione di componenti automobilistici durevoli, che è essenziale per comprendere la selezione dei materiali nella produzione. ↩
-
Scoprite come la formatura a pressione migliora la qualità e i dettagli dei prodotti termoformati, fornendo approfondimenti sulle tecniche di produzione avanzate. ↩
-
La comprensione del rapporto di stiro è fondamentale per il successo della termoformatura, garantendo una progettazione ottimale del pezzo e l'utilizzo del materiale. ↩
-
Gli angoli di sformo sono essenziali per facilitare il rilascio dello stampo, con un impatto sull'efficienza e sulla qualità del prodotto finale. ↩
-
L'esplorazione della formatura a pressione rivela tecniche avanzate per la creazione di progetti intricati, migliorando le capacità dei prodotti. ↩
-
Evitare angoli vivi e sottosquadri può ridurre i costi e la complessità della produzione. Per saperne di più sulle migliori pratiche di progettazione della termoformatura. ↩
-
Comprendere i vantaggi di una riduzione dei costi degli utensili può aiutare le aziende a ottimizzare i budget di produzione e a migliorare la redditività. ↩
-
L'analisi dell'impatto di tempi di consegna più rapidi può rivelare strategie per migliorare l'efficienza produttiva e la soddisfazione dei clienti. ↩
-
Scoprire le applicazioni di pezzi grandi e leggeri può ispirare progetti di prodotti e soluzioni produttive innovative. ↩







