

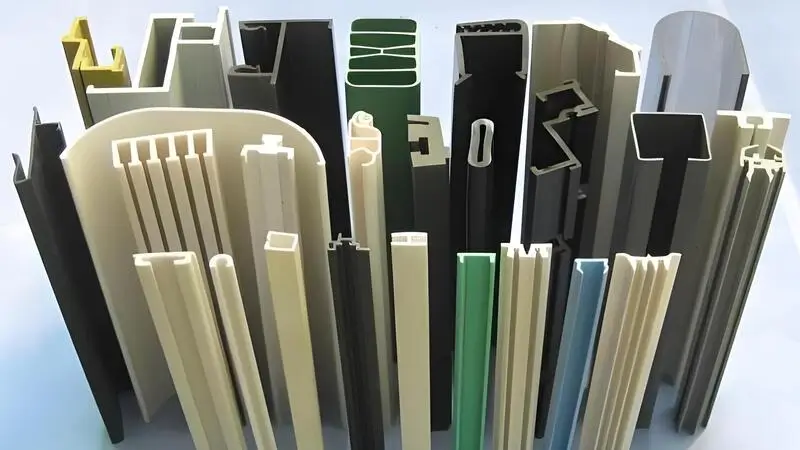
Molte industrie utilizzano ampiamente i prodotti in plastica perché offrono opzioni leggere, resistenti alla corrosione e poco costose. La qualità degli stampi per estrusione di plastica è fondamentale per la precisione e la produttività dei prodotti in plastica. Che si tratti di un semplice tubo o di un complesso raccordo industriale, lo stampo è fondamentale.
Questo articolo spiega come realizzare stampi per estrusione di plastica. Tratta la progettazione, la scelta dei materiali, la lavorazione, il trattamento superficiale e i test di assemblaggio.
Gli stampi per estrusione di plastica sono progettati per forme e profili specifici.Vero
Gli stampi sono realizzati su misura per modellare la plastica estrusa nella forma desiderata, garantendo risultati costanti.
Gli stampi per estrusione di plastica possono essere utilizzati solo per un tipo di materiale.Falso
Gli stampi possono essere utilizzati per diversi materiali termoplastici, a condizione che siano compatibili con le proprietà e i requisiti di temperatura del materiale.
- 1. Come progettare lo stampo per estrusione di plastica nella fase iniziale?
- 2. Che tipo di materiale scegliere per gli stampi per estrusione di plastica?
- 3. Quali tecniche di lavorazione2 utilizzeremo per gli stampi per estrusione di plastica?
- 4. Che cos'è la lavorazione a scarica elettrica (EDM)?
- 5. Quali sono i metodi di trattamento superficiale degli stampi per estrusione di plastica?
- 6. Quali sono le fasi di assemblaggio di uno stampo per estrusione di plastica?
- 7. Quali sono le fasi del debug di uno stampo per estrusione di plastica?
- 8. Conclusione
Come progettare lo stampo per estrusione di plastica nella fase iniziale?
La pre-progettazione è la base per la realizzazione stampi per estrusione di plastica1. Questa fase è fondamentale, proprio come la costruzione di una casa prima di disegnare le planimetrie, per fornire una guida precisa per il lavoro successivo.
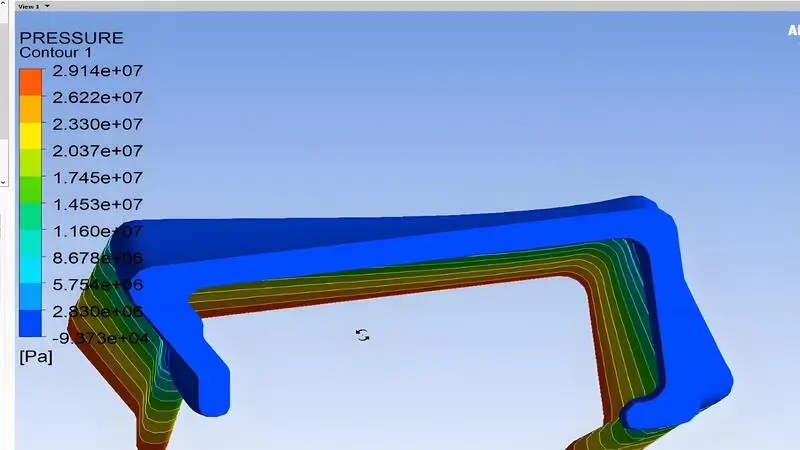
Gli ingegneri devono simulare e analizzare la struttura dello stampo, il canale di flusso e il sistema di raffreddamento. Lo fanno in base alla forma, alle dimensioni e alla precisione del prodotto. Questo li aiuta a ottimizzare il progetto.
Valutazione dei prodotti in plastica
Dopo aver ricevuto i disegni di progetto, dobbiamo analizzare come li utilizzeremo. Dobbiamo verificare i requisiti di prestazione e individuare i dettagli chiave. Questi includono la complessità della forma, l'accuratezza dimensionale e l'uniformità dello spessore delle pareti.
Progettazione della struttura dello stampo
La progettazione della struttura dello stampo è il fulcro della progettazione preliminare. Sulla base dell'analisi dei prodotti in plastica, identificare la superficie di separazione dello stampo. Inoltre, occorre tenere conto del numero di cavità, della struttura del nucleo e del metodo di rilascio dello stampo.
Progettazione del sistema di guide
L'ingegnere deve progettare un canale di flusso principale, un collettore e un cancello adeguati in base alla forma, alle dimensioni e alla cavità del prodotto. Il canale di flusso principale favorisce il flusso della colata. Il collettore distribuisce la massa fusa in modo uniforme. La posizione e le dimensioni del cancello influiscono sulla portata e sull'ordine di riempimento.
Progettazione del sistema di raffreddamento
In base alla forma e allo spessore della parete del prodotto, disporre ragionevolmente i canali di raffreddamento. I canali di raffreddamento devono essere vicini alla superficie della cavità. Ciò contribuisce a creare un effetto di raffreddamento costante. Inoltre, riduce il ciclo di stampaggio e aumenta l'efficienza produttiva.
La progettazione di uno stampo per estrusione di plastica è fondamentale per determinare la forma e le dimensioni del prodotto finale.Vero
Uno stampo ben progettato garantisce una qualità di produzione costante, riducendo al minimo i difetti e ottenendo le specifiche desiderate.
Gli stampi per estrusione di plastica possono essere progettati solo da ingegneri esperti.Falso
Sebbene l'esperienza sia importante, gli stampi possono essere progettati anche con strumenti software e simulazioni avanzate.
Che tipo di materiale scegliere per gli stampi per estrusione di plastica?
L'acciaio è forte, durevole e resistente all'usura, perfetto per stampi precisi e di lunga durata. La lega di alluminio è leggera, ha un'eccellente conducibilità termica ed è facile da lavorare, il che la rende ideale per la produzione di stampi veloci e leggeri.
Nella scelta dei materiali, occorre considerare le condizioni dello stampo, il lotto di produzione del prodotto, il costo e altri fattori.
Tipi e caratteristiche dell'acciaio
Gli acciai per stampi comunemente utilizzati sono l'acciaio al carbonio, l'acciaio legato e l'acciaio rapido.
L'acciaio al carbonio è duro e resistente all'usura. Tuttavia, può deformarsi molto durante il trattamento termico. Gli stampi più semplici o con esigenze di precisione ridotte sono i migliori.
L'acciaio legato aumenta la durezza, la resistenza all'usura e la tenacità con l'aggiunta di elementi di lega. Presenta una bassa deformazione durante il trattamento termico. Questo lo rende ampiamente utilizzato in molti tipi di
di stampi per estrusione di plastica.
L'acciaio ad alta velocità è duro e resistente all'usura. Ha anche un'elevata durezza termica. Questo acciaio si comporta bene quando si taglia ad alte temperature. Viene spesso utilizzato per realizzare parti di stampaggio complesse e utensili da taglio.
Vantaggi della lega di alluminio
La lega di alluminio è leggera e ha una buona densità. Inoltre, conduce bene il calore e aiuta a raffreddare gli stampi più velocemente. Questo migliora l'efficienza della produzione.
Viene spesso utilizzato per gli stampi in plastica dell'industria aerospaziale. Si usa anche per articoli di uso quotidiano che non richiedono un'elevata durata dello stampo.
Selezione dei materiali dello stampo
Quando si scelgono i materiali per gli stampi, bisogna innanzitutto considerare l'uso che se ne farà. Considerate fattori quali la temperatura di esercizio, la pressione e l'usura. Per le temperature elevate, l'alta pressione e l'usura pesante, scegliere un acciaio robusto, duro e resistente all'usura. Se la temperatura di lavoro è bassa e il peso non è un problema, la lega di alluminio può essere una buona scelta.
I materiali più comuni utilizzati per gli stampi di estrusione sono acciaio, alluminio e leghe di rame.Vero
Questi materiali sono preferiti per la loro forza, resistenza al calore e durata, che li rendono ideali per la costruzione di stampi per estrusione.
Gli stampi per estrusione possono essere realizzati solo in acciaio.Falso
Se l'acciaio è un materiale comune, per gli stampi si utilizzano anche altri metalli come l'alluminio e le leghe di rame.
Quale tecniche di lavorazione2 utilizzeremo per gli stampi per estrusione di plastica?
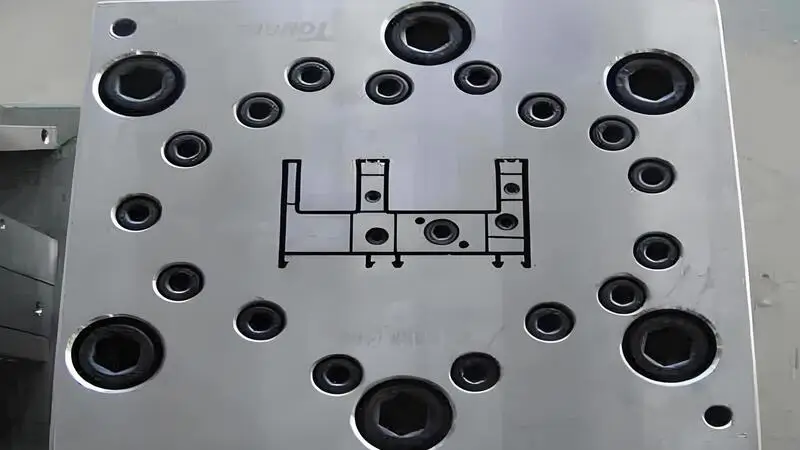
Sulla base dei disegni di progetto, il materiale dello stampo viene lavorato per ottenere una forma specifica e una precisione dimensionale dei pezzi. L'accuratezza e la qualità della lavorazione influiscono direttamente sull'assemblaggio dello stampo e sulle prestazioni.
Gli stampi per estrusione utilizzano solitamente metodi di tornitura, fresatura, foratura, rettifica e altri metodi di lavorazione.

Trasformazione
Sul tornio, l'utensile ruota mentre il pezzo si muove avanti e indietro. Questo aiuta a modellare il cerchio esterno, il foro, la filettatura e altre superfici. È possibile ottenere un'elevata precisione dimensionale e rugosità superficiale.
Fresatura
Nella fresatrice, la fresa ruota e il pezzo si muove per ottenere una lavorazione multi-faccia. La fresatura può lavorare una varietà di superfici piane, superfici a gradini, scanalature, cavità e altre forme complesse.
Perforazione
Sulla macchina perforatrice, il trapano ruota e l'avanzamento assiale viene utilizzato per praticare i fori. L'accuratezza della foratura è relativamente bassa. In genere, per migliorare l'accuratezza e la qualità della superficie sono necessari alesatura, barenatura e altri processi.
Rettifica
La rettifica viene eseguita facendo ruotare la mola ad alta velocità e alimentando il pezzo. La superficie dei pezzi stampati viene rettificata. Può lavorare una varietà di superfici piane, cilindriche, fori interni e altre superfici. È possibile ottenere una precisione e una rugosità molto elevate.
La lavorazione CNC è comunemente utilizzata per gli stampi per estrusione di plastica.Vero
La lavorazione CNC offre un'elevata precisione e la possibilità di creare progetti complessi, essenziali per una produzione di stampi accurata ed efficiente.
Gli stampi per estrusione di plastica possono essere lavorati solo con metodi manuali.Falso
Gli stampi per estrusione di materie plastiche sono in genere lavorati con metodi automatizzati come il CNC, che garantiscono una maggiore precisione ed efficienza rispetto alle tecniche manuali.
Che cos'è la lavorazione a scarica elettrica (EDM)?
L'elettroerosione può lavorare con forme complesse su materiali di stampo. Questo è difficile da realizzare con la lavorazione tradizionale. Può creare fori sottili, scanalature strette e superfici di cavità complesse.
L'elettroerosione utilizza le alte temperature della scarica per incidere il materiale dello stampo. Questo metodo non è limitato dalla durezza del materiale. Può lavorare materiali molto duri e resistenti.

Principio di funzionamento
Nella corrosione a scarica, l'elettrodo dell'utensile è in rame o grafite. Si collega a un alimentatore a impulsi insieme al pezzo da lavorare. Quando si trovano a una certa distanza, la tensione a impulsi crea un canale di scarica nel mezzo.
Questo mezzo può essere cherosene o acqua deionizzata. In questo modo si creano temperature elevate che fondono, vaporizzano ed erodono il metallo sulla superficie del pezzo.
Applicazione
In estrusione di plastica produzione di stampi, spesso lo utilizziamo per creare forme complesse. Questo include l'anima, la cavità e gli inserti.
I pezzi con fori sagomati, scanalature strette o superfici curve complesse sono difficili da lavorare con i metodi tradizionali. Per questo motivo l'elettroerosione è necessaria per ottenere un'elevata precisione. Per i materiali di stampo di elevata durezza, l'uso dell'elettroerosione può evitare le difficoltà di lavorazione e l'usura degli utensili.
Parametri di processo
I parametri del processo hanno un impatto significativo sulla qualità e sull'efficienza della lavorazione. I parametri chiave includono larghezza dell'impulso3, intervallo di impulsi, corrente di scarica4e la tensione di scarica. L'ampiezza degli impulsi determina la durata della scarica, mentre l'intervallo degli impulsi gestisce l'intervallo di tempo tra le scariche consecutive. La corrente e la tensione di scarica influenzano l'energia di scarica e quindi la velocità di lavorazione e la finitura superficiale.
Attenzione
Assicurarsi che il mezzo di lavorazione sia pulito e scorrevole. Ispezionare e mantenere regolarmente l'apparecchiatura. Prestare attenzione allo stato di lavorazione. Osservare segni come il colore e il suono delle scintille. Affrontare rapidamente qualsiasi anomalia.
L'elettroerosione viene utilizzata per lavorare metalli duri, difficili da lavorare con i metodi tradizionali.Vero
L'elettroerosione è particolarmente efficace per la lavorazione di metalli duri, leghe e forme complesse.
L'elettroerosione può essere utilizzata solo sui metalli.Falso
Sebbene l'elettroerosione sia comunemente utilizzata sui metalli, può essere impiegata anche su altri materiali conduttivi come la grafite e alcune ceramiche.
Quali sono i metodi di trattamento superficiale degli stampi per estrusione di plastica?
Per migliorare le prestazioni e la durata dello stampo, è necessario un trattamento superficiale. I metodi di trattamento superficiale comunemente utilizzati includono la nitrurazione, cromatura dura5, e trattamento TD
Il trattamento superficiale può migliorare la durezza superficiale, la resistenza all'usura, la resistenza alla corrosione e le prestazioni di rilascio dello stampo delle parti stampate.
Trattamento di nitrurazione
Gli atomi di azoto si infiltrano sulla superficie delle parti dello stampo per formare uno strato nitrurato. In questo modo è possibile migliorare la durezza superficiale fino a HV900-1200, migliorare in modo significativo la resistenza all'usura e le prestazioni antigrippaggio e fornire un certo grado di resistenza alla corrosione, prolungando la vita dello stampo.
Cromatura dura
Lo strato di cromo duro ha un'elevata durezza, una buona resistenza all'usura e un'alta finitura superficiale. Può aumentare la durezza della superficie fino a HV800-1000, migliorare le prestazioni di sformatura e facilitare la fuoriuscita dei prodotti. I produttori lo utilizzano comunemente in stampi che hanno elevati requisiti di finitura superficiale e prestazioni di stampaggio.
Trattamento TD
Trattamento TD6 è un metodo di diffusione termica della tecnologia di trattamento del rivestimento in carburo. Diffonde i carburi metallici sulla superficie dei pezzi stampati ad alte temperature. In questo modo si crea uno strato di carburo molto duro. La durezza superficiale dei pezzi trattati può raggiungere HV2800 - HV3200. Hanno grandi proprietà di resistenza all'usura, alla corrosione e di antiaderenza.
Altri metodi di trattamento delle superfici
La carburazione può aumentare il contenuto di carbonio della superficie, migliorare la durezza e la resistenza all'usura. Il boro forma uno strato di boruro sulla superficie, con elevata durezza e buona resistenza all'usura. La nichelatura chimica forma uno strato uniforme di nichel sulla superficie, migliorando la resistenza alla corrosione e all'usura.
Il trattamento della superficie degli stampi per estrusione può migliorare la durata di vita degli stampi.Vero
I trattamenti superficiali come il rivestimento, la lucidatura o l'indurimento possono migliorare la durata degli stampi riducendo l'usura e prevenendo la corrosione.
Il trattamento superficiale degli stampi di estrusione è necessario solo per la produzione di grandi volumi.Falso
I trattamenti superficiali degli stampi possono essere utili per tutti i tipi di produzione, migliorando la qualità del prodotto finale e riducendo i costi di manutenzione.
Quali sono le fasi di assemblaggio di uno stampo per estrusione di plastica?
L'assemblaggio dello stampo è il processo di assemblaggio di ogni parte per ottenere uno stampo completo. È simile all'assemblaggio dei pezzi di un'automobile. Ogni parte deve combaciare perfettamente per garantire il corretto funzionamento dello stampo.
La precisione e la qualità dell'assemblaggio dello stampo sono importanti. Influenzano il buon funzionamento dello stampo. Inoltre, influenzano la qualità dei prodotti in plastica.
Pulizia delle parti
Prima del montaggio, pulire le parti dello stampo. Rimuovere l'olio superficiale, la limatura di ferro, la polvere e altre impurità. È possibile utilizzare la pulizia chimica o la pulizia a ultrasuoni con vibrazione di cavitazione per eliminare le piccole impurità.
Posizionamento dell'installazione
L'installazione del posizionamento consiste nell'utilizzare perni di posizionamento, blocchi di posizionamento e altre parti per garantire la precisione del posizionamento. I disegni di progetto indicano dove installare le parti dello stampo. Utilizzare bulloni e dadi per fissarli in posizione. Fare attenzione a controllare la coppia di serraggio. In questo modo si evita la deformazione o l'allentamento dei pezzi.
Regolazione del gap
L'assemblaggio deve regolare lo spazio tra le parti. Lo spazio tra anima e cavità deve corrispondere alle dimensioni del prodotto e al processo di stampaggio. Se lo spazio è troppo grande, può causare bordi volanti. Se è troppo piccolo, sarà difficile aprirlo e chiuderlo. È possibile regolare lo spazio utilizzando una guarnizione o rettificando per raggiungere la dimensione ideale.
Controllo della qualità dell'assemblaggio
Una volta terminato l'assemblaggio, controllate attentamente la qualità dello stampo. Osservate l'aspetto e la precisione delle dimensioni. Controllate anche le condizioni dei pezzi e il funzionamento delle parti mobili.
L'assemblaggio dello stampo deve essere ispezionato per individuare eventuali difetti prima dell'inizio dell'estrusione.Vero
L'ispezione del gruppo stampo prima di iniziare il processo di estrusione aiuta a identificare e risolvere potenziali problemi.
La lubrificazione non è necessaria durante l'assemblaggio dello stampo di estrusione.Falso
La lubrificazione viene spesso utilizzata durante l'assemblaggio dello stampo per ridurre l'attrito e garantire un funzionamento regolare del processo di estrusione.
Quali sono le fasi del debug di uno stampo per estrusione di plastica?
Debug degli stampi di estrusione7 verifica il funzionamento dello stampo e la qualità del prodotto. Utilizza uno stampo di prova per individuare i problemi. Quando emergono problemi, apportiamo rapidamente modifiche e miglioramenti. In questo modo si garantisce che lo stampo possa produrre buoni prodotti in modo costante ed efficiente.
Il debug dello stampo comprende principalmente la preparazione prima della prova dello stampo, la prova dello stampo, l'analisi dei problemi e l'ottimizzazione.

Preparare le attrezzature e i materiali per il test dello stampo, come l'estrusore, le materie prime plastiche e le attrezzature di raffreddamento. Scegliere le materie prime e i metodi di essiccazione adeguati in base alle esigenze del prodotto. Regolare la temperatura, la pressione e la velocità dell'estrusore in base alla struttura dello stampo e al processo di stampaggio.
Stampo di prova
Osservate da vicino il funzionamento dell'estrusore, il lavoro dello stampo e la qualità dello stampaggio del prodotto. Osservate come il materiale plastico fuso scorre nello stampo. Verificate che non vi siano problemi come il riempimento insufficiente, i segni di flusso e le bolle. Osservate anche l'accuratezza delle dimensioni e la qualità della superficie dei prodotti.
Analisi e ottimizzazione dei problemi
Se il riempimento non è completo durante la prova stampo, ciò può essere dovuto a una cattiva progettazione del canale di colata o a impostazioni di processo errate. In questo caso, è possibile regolare il canale di colata o i parametri di processo. I problemi dimensionali possono derivare da un problema di gap dello stampo, per cui è possibile regolare nuovamente il gap. Attraverso l'analisi e l'ottimizzazione continue, lo stampo può raggiungere la migliore condizione di lavoro.
Il debug degli stampi di estrusione è una fase cruciale per garantire la qualità del prodotto finale.Vero
Il debug dello stampo aiuta a identificare e correggere problemi quali le incongruenze del flusso di materiale e le imprecisioni dimensionali.
Il debug dello stampo di estrusione può essere effettuato solo al termine del processo di estrusione.Falso
Il debugging degli stampi può avvenire anche durante il processo di estrusione, prevenendo i difetti e migliorando l'efficienza.
Conclusione
Produzione di plastica stampi per estrusione è un processo complicato e delicato. Dalla pre-progettazione al debug e all'ottimizzazione, ogni fase è strettamente connessa e necessaria. Possiamo realizzare stampi di alta qualità solo controllando attentamente ogni dettaglio. Questo assicura una forte garanzia per la produzione di prodotti in plastica.
-
Esplorate questo link per conoscere le strategie e le tecniche efficaci per il debugging degli stampi per estrusione plastica, garantendo una produzione di alta qualità. ↩
-
Scoprite il ruolo del trattamento TD nella creazione di superfici ultra-duro per gli stampi, garantendo un'eccezionale resistenza all'usura e alla corrosione. ↩
-
Questa risorsa spiegherà il ruolo critico dell'ampiezza degli impulsi nell'elettroerosione, che influisce sulla velocità di lavorazione e sulla finitura superficiale, essenziali per la produzione di precisione. ↩
-
La comprensione dell'impatto della corrente di scarica sull'elettroerosione può aiutare a ottimizzare l'efficienza e la qualità della lavorazione, fondamentale per le applicazioni di alta precisione. ↩
-
Scoprite perché la lega di alluminio viene preferita per la sua leggerezza e conduttività termica, migliorando il raffreddamento degli stampi e la velocità di produzione. ↩
-
Esplorate le tecniche di lavorazione essenziali che assicurano alta precisione e qualità nella produzione di stampi per estrusione di plastica. ↩
-
L'esplorazione di questo collegamento fornirà spunti approfonditi per ottimizzare la progettazione degli stampi per estrusione di materie plastiche, migliorando la qualità del prodotto e l'efficienza della produzione. ↩







