

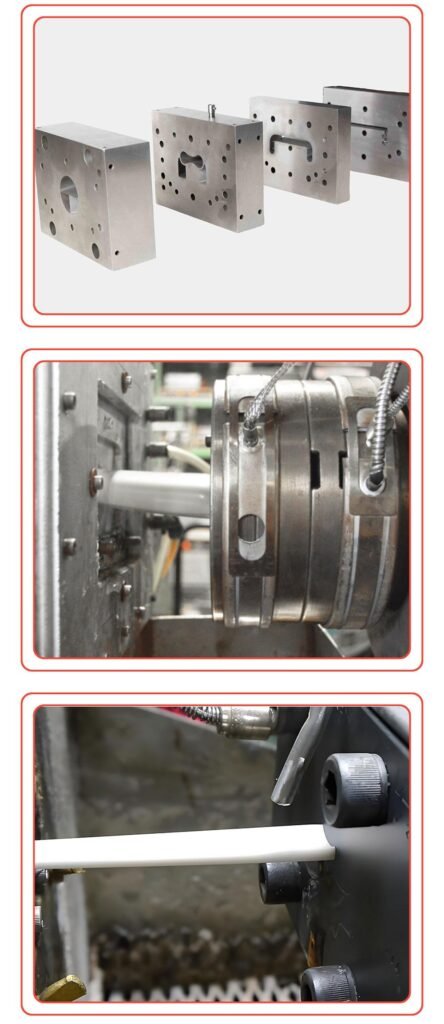

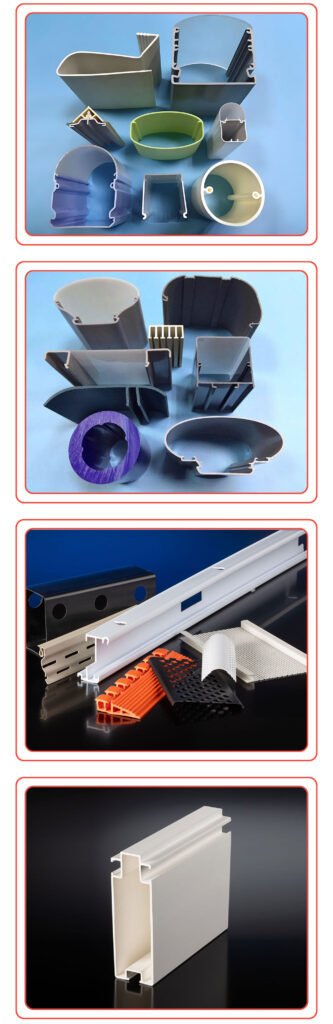

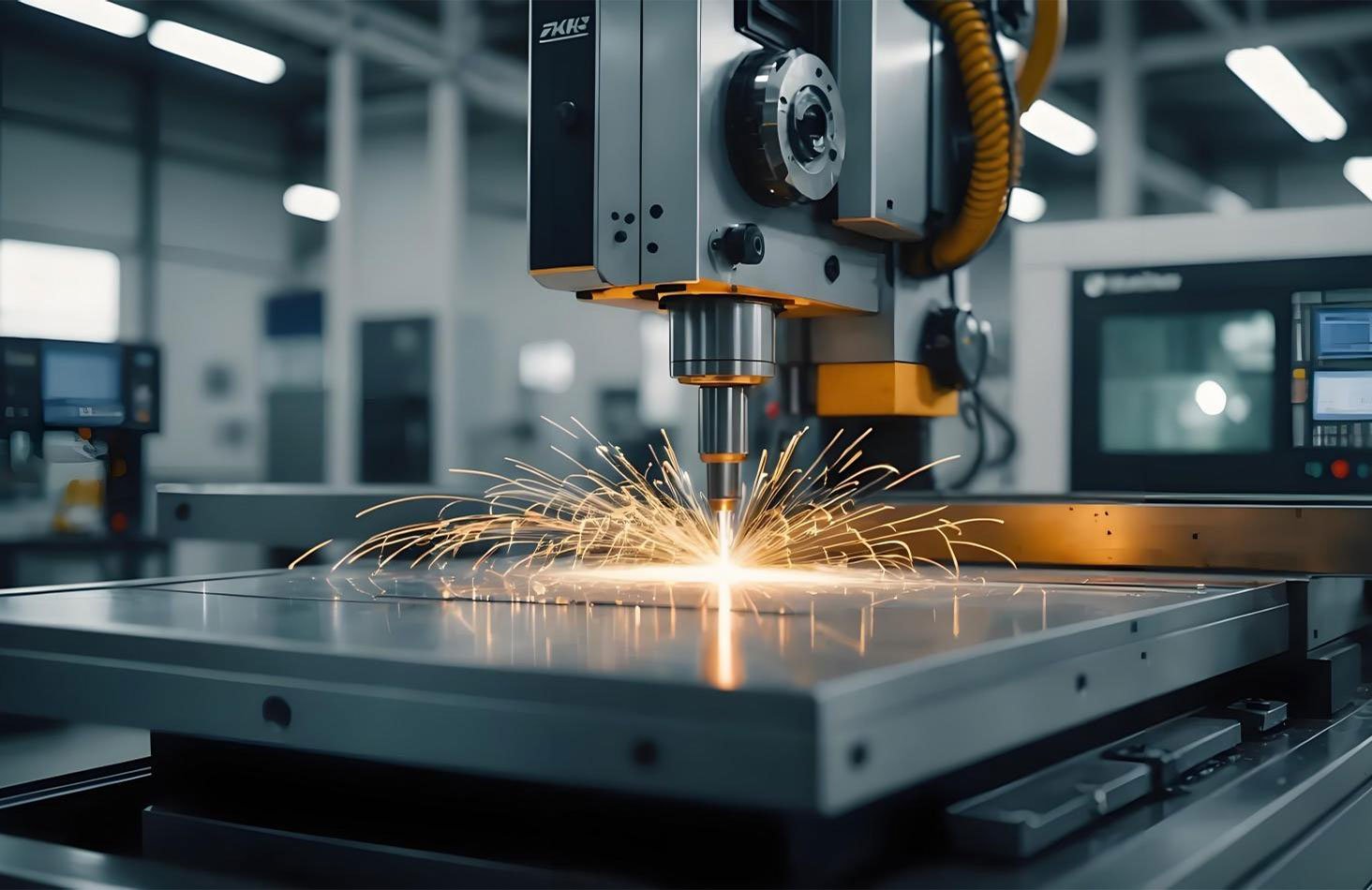
1. Lavorazione CNC:
La lavorazione CNC utilizza strumenti di taglio controllati dal computer per modellare con precisione materiali di stampo come l'acciaio o l'alluminio. È altamente accurata e in grado di raggiungere tolleranze ristrette, il che la rende ideale per creare componenti primari di stampi e geometrie esterne con precisione e coerenza.

2. EDM:
L'elettroerosione utilizza scariche elettriche per erodere il materiale, consentendo la creazione di forme complesse, cavità profonde e geometrie interne intricate. Comprende varianti come l'elettroerosione a tuffo per cavità dettagliate e l'elettroerosione a filo per tagli precisi, che la rendono adatta a canali di flusso stretti e angoli acuti.
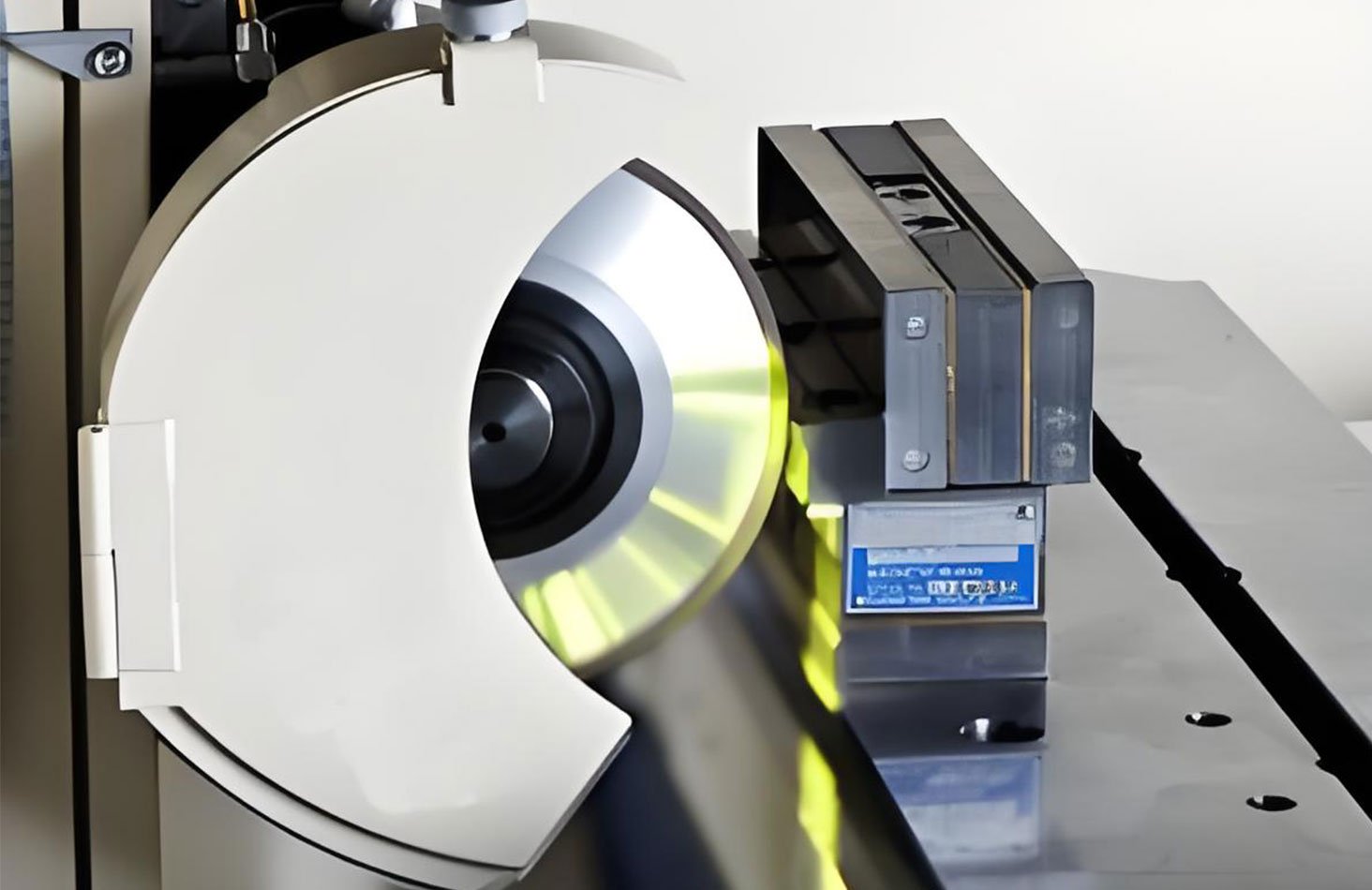
3. Rettifica:
La rettifica viene utilizzata per migliorare la finitura superficiale e la precisione dei componenti dello stampo rimuovendo piccole quantità di materiale attraverso l'azione abrasiva. Viene comunemente impiegata nelle fasi finali della produzione di stampi per ottenere superfici lisce e rispettare tolleranze dimensionali ristrette.
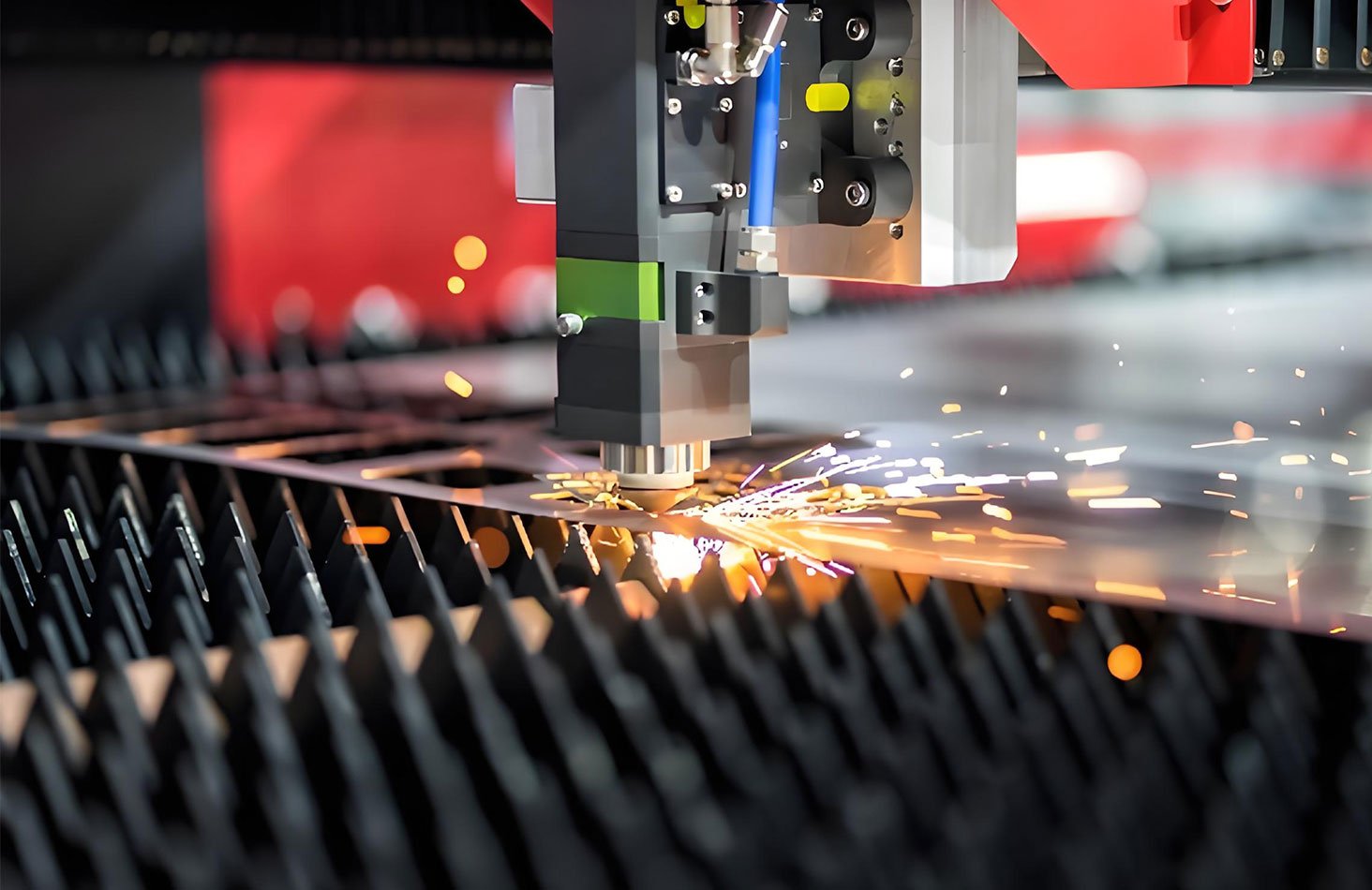
4. Taglio laser:
Il taglio laser utilizza un raggio laser ad alta potenza per tagliare e modellare il materiale dello stampo con eccellente precisione. Viene comunemente utilizzato per lastre sottili o per creare modelli intricati nei componenti dello stampo, offrendo una soluzione di taglio rapida ed efficiente.
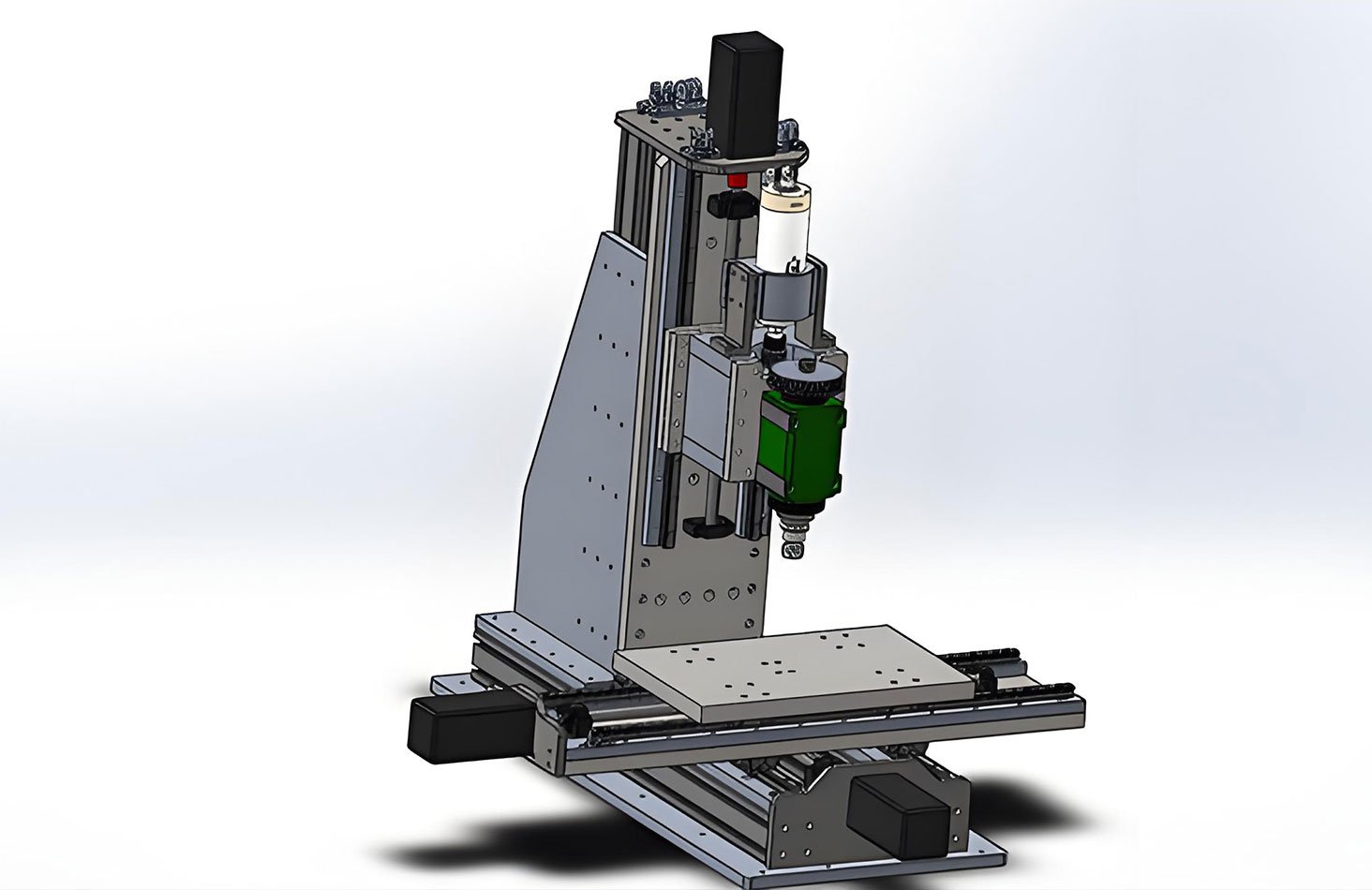
5. Fresatura:
La fresatura prevede l'uso di un utensile da taglio rotante, o fresa, per rimuovere il materiale da un pezzo. Questa tecnica è ideale per la lavorazione di grandi superfici piane con un'elevata precisione, nonché per la creazione di scanalature, contorni e altre caratteristiche complesse nei componenti degli stampi.

6. Trattamento termico:
I processi di trattamento termico, come la tempra, il rinvenimento e l'indurimento superficiale, sono utilizzati per migliorare le proprietà dei materiali degli stampi. Questi trattamenti migliorano la durata, la resistenza all'usura e la forza degli stampi, garantendo che soddisfino le esigenze di applicazioni ad alte prestazioni.



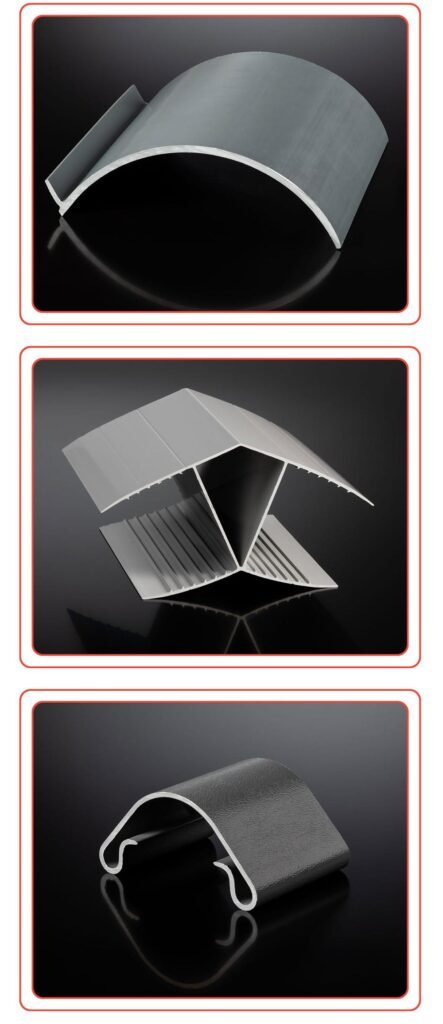
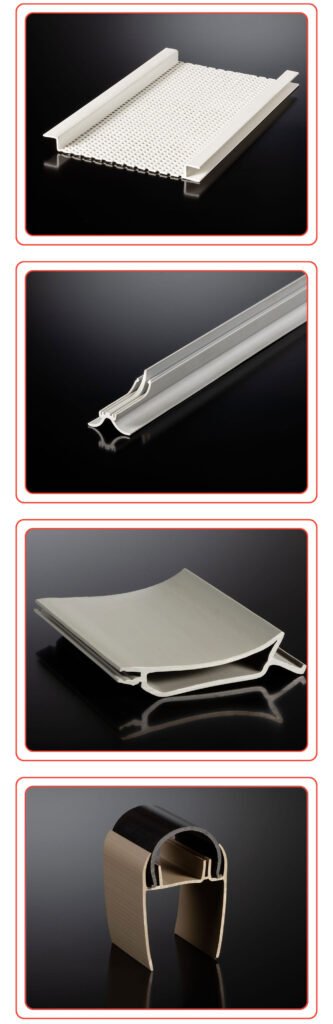
1. Industria dell'imballaggio:
Nell'industria dell'imballaggio, gli stampi per estrusione sono utilizzati per produrre vari materiali di imballaggio in plastica, tra cui bottiglie, contenitori e tubi per alimenti, bevande e prodotti per la cura personale. I materiali più comuni sono il polietilene (PE), il polipropilene (PP) e il PET, ideali per creare soluzioni di imballaggio leggere, flessibili ed economiche. Il processo di estrusione garantisce una produzione in grandi volumi con scarti minimi, soddisfacendo la domanda del settore di articoli prodotti in serie con qualità costante.

2. Industria medica:
Gli stampi per estrusione sono essenziali nell'industria medica per la produzione di dispositivi come cateteri, fili guida, tubi chirurgici e dispositivi impiantabili. Materiali come PVC, polietilene (PE) e polipropilene (PP) sono comunemente utilizzati per la loro biocompatibilità e durata. La precisione dell'estrusione garantisce la conformità dei componenti medicali ai severi standard normativi in materia di sicurezza, igiene e prestazioni, rendendoli fondamentali per la produzione di prodotti medicali affidabili e di alta qualità.

3. Industria automobilistica:
Nel settore automobilistico, gli stampi per estrusione sono utilizzati per produrre componenti leggeri ma resistenti, come tubi del carburante, tubi dei freni, condotti dell'aria, cornici dei finestrini e guarnizioni per gli agenti atmosferici. I materiali utilizzati sono alluminio, PVC e vari materiali termoplastici. Questi materiali offrono resistenza pur mantenendo un peso ridotto, che migliora le prestazioni del veicolo e l'efficienza dei consumi. Il processo di estrusione consente di produrre pezzi con forme e profili intricati, fondamentali per i moderni progetti automobilistici.

4. Industria aerospaziale:
Gli stampi per estrusione nell'industria aerospaziale sono utilizzati per creare componenti leggeri e ad alta resistenza come linee di alimentazione, linee idrauliche ed elementi strutturali. Materiali come l'alluminio, le leghe di titanio e i polimeri specializzati vengono utilizzati per soddisfare i severi requisiti di prestazione delle applicazioni aerospaziali. La precisione e l'affidabilità del processo di estrusione assicurano che i componenti aerospaziali siano leggeri e durevoli, contribuendo a migliorare l'efficienza e la sicurezza nella progettazione degli aerei.

5. Industria dei beni di consumo:
Gli stampi per estrusione sono ampiamente utilizzati nell'industria dei beni di consumo per produrre prodotti di uso quotidiano come giocattoli, articoli per la casa, componenti per mobili e pellicole per imballaggi. In genere si utilizzano materiali come il PVC, il PET e il polistirene (PS), che offrono un equilibrio tra durata, flessibilità ed economicità. Il processo di estrusione consente la produzione di massa di beni di consumo leggeri, durevoli ed esteticamente diversi, soddisfacendo l'elevata richiesta di qualità e design costanti.

6. Industria tessile:
Nel settore tessile, gli stampi per estrusione creano fibre sintetiche, filati e tessuti utilizzati nell'abbigliamento, nella tappezzeria e nei tessuti industriali. Materiali come il polietilene tereftalato (PET), il nylon e l'acrilico sono comunemente utilizzati per la loro resistenza, flessibilità e capacità di essere filati in fili sottili. Il processo di estrusione garantisce una produzione continua di fibre e tessuti, che possono essere tessuti o lavorati a maglia per creare prodotti tessili versatili e durevoli.
7. Industria marina:
Nell'industria nautica, gli stampi per estrusione sono utilizzati per creare componenti come impianti idraulici, sistemi di ventilazione e parti strutturali per barche e navi. Materiali come l'alluminio resistente alla corrosione sono comunemente utilizzati per resistere al duro ambiente marino. Il processo di estrusione offre una soluzione durevole e leggera per la creazione di componenti che devono sopportare l'esposizione all'acqua e ad altre condizioni difficili.

8. Industria delle costruzioni:
Nel settore delle costruzioni, gli stampi per estrusione sono utilizzati per produrre materiali come tubi, telai di finestre e porte e componenti strutturali, tra cui travi e canali. I materiali più comuni sono il PVC, l'alluminio e l'acciaio. Il processo di estrusione consente di produrre sezioni lunghe e continue con profili personalizzati, il che lo rende ideale per la creazione di componenti edilizi che richiedono resistenza e durata, oltre a ridurre al minimo gli scarti di materiale durante la produzione.

9. Industria elettrica ed elettronica:
Gli stampi per estrusione svolgono un ruolo fondamentale nell'industria elettrica ed elettronica, dove vengono utilizzati per creare componenti come dissipatori di calore, isolanti per fili, guaine per cavi e involucri per dispositivi elettronici. Materiali come la termoplastica e l'alluminio sono comunemente utilizzati per garantire durata, flessibilità e isolamento elettrico. La precisione dell'estrusione assicura che questi componenti siano prodotti con uniformità e soddisfino le specifiche richieste per le prestazioni e la sicurezza dei sistemi elettrici.
10. Industria farmaceutica:
Nell'industria farmaceutica, gli stampi per estrusione sono utilizzati per produrre prodotti come involucri di compresse, capsule e siringhe. I materiali utilizzati comprendono materiali termoplastici come il PVC, che forniscono le proprietà necessarie per la produzione di prodotti di grado medico. Il processo di estrusione è essenziale per garantire che i componenti farmaceutici siano prodotti con elevata precisione e soddisfino i rigorosi standard di igiene e sicurezza, assicurando che ogni prodotto sia affidabile e sicuro per l'uso medico.
