



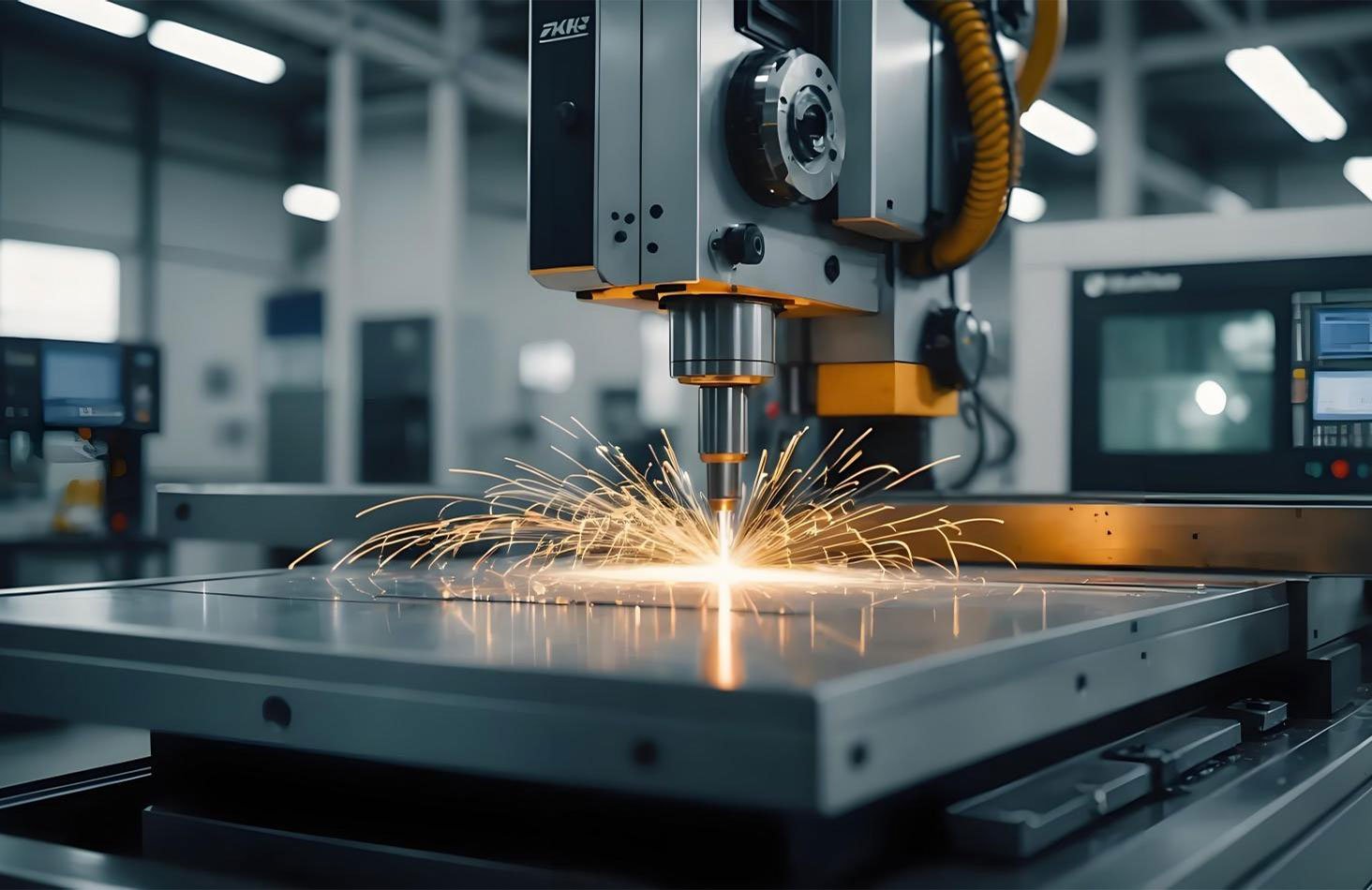
1. Mesin CNC:
Pemesinan CNC menggunakan alat potong yang dikontrol komputer untuk membentuk bahan cetakan secara tepat seperti baja atau aluminium. Pemesinan ini sangat akurat dan mampu mencapai toleransi yang ketat, sehingga ideal untuk membuat komponen cetakan utama dan geometri eksternal dengan presisi dan konsistensi.

2. EDM:
EDM menggunakan pelepasan listrik untuk mengikis material, memungkinkan penciptaan bentuk yang kompleks, rongga yang dalam, dan geometri internal yang rumit. Ini mencakup varian seperti die sinking EDM untuk rongga yang mendetail dan wire EDM untuk pemotongan yang presisi, sehingga cocok untuk saluran aliran yang sempit dan sudut yang tajam.
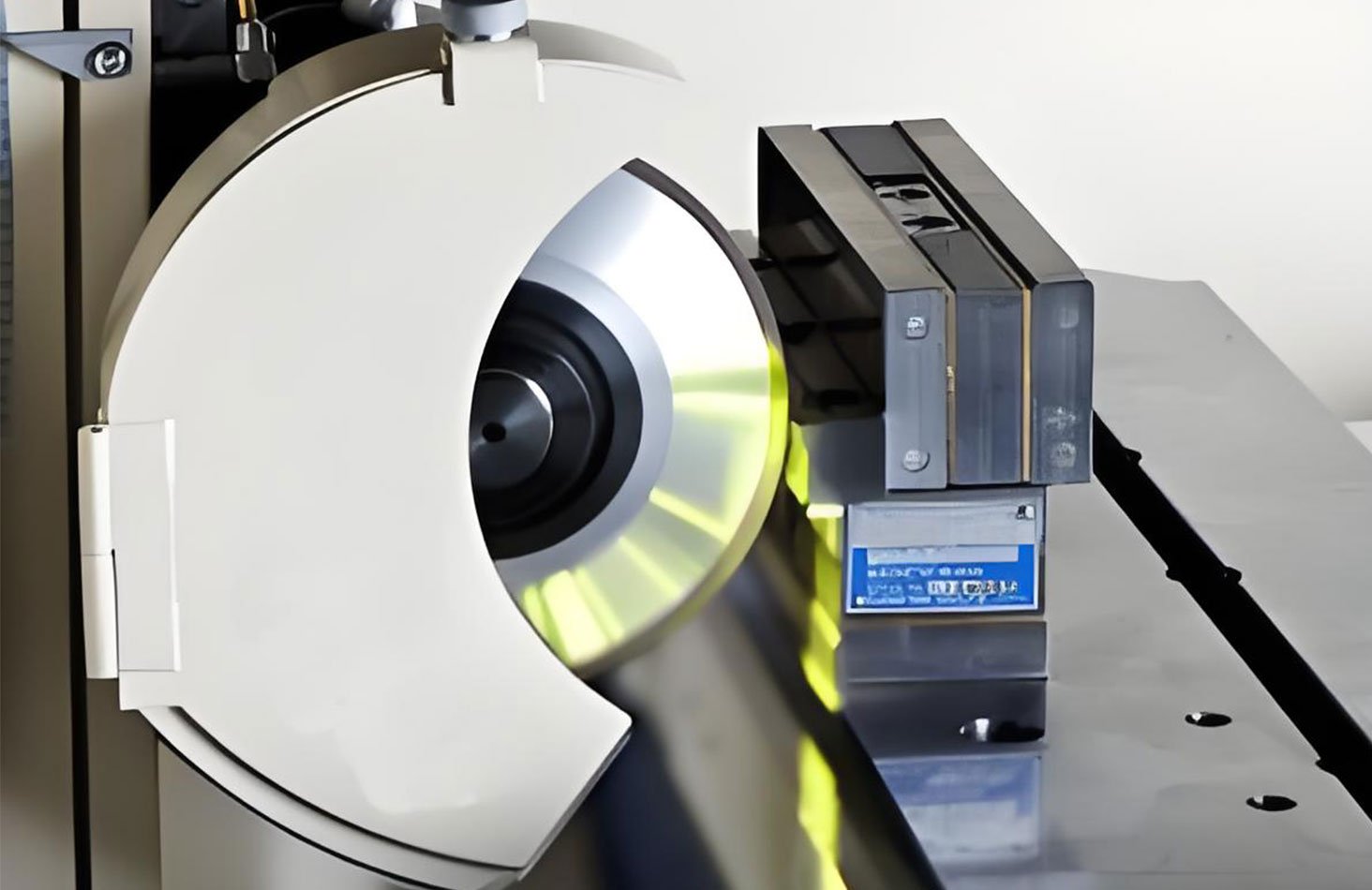
3. Penggerindaan:
Penggerindaan digunakan untuk meningkatkan permukaan akhir dan presisi komponen cetakan dengan menghilangkan sejumlah kecil material melalui tindakan abrasif. Hal ini biasanya digunakan pada tahap akhir pembuatan cetakan untuk mencapai permukaan yang halus dan memenuhi toleransi dimensi yang ketat.
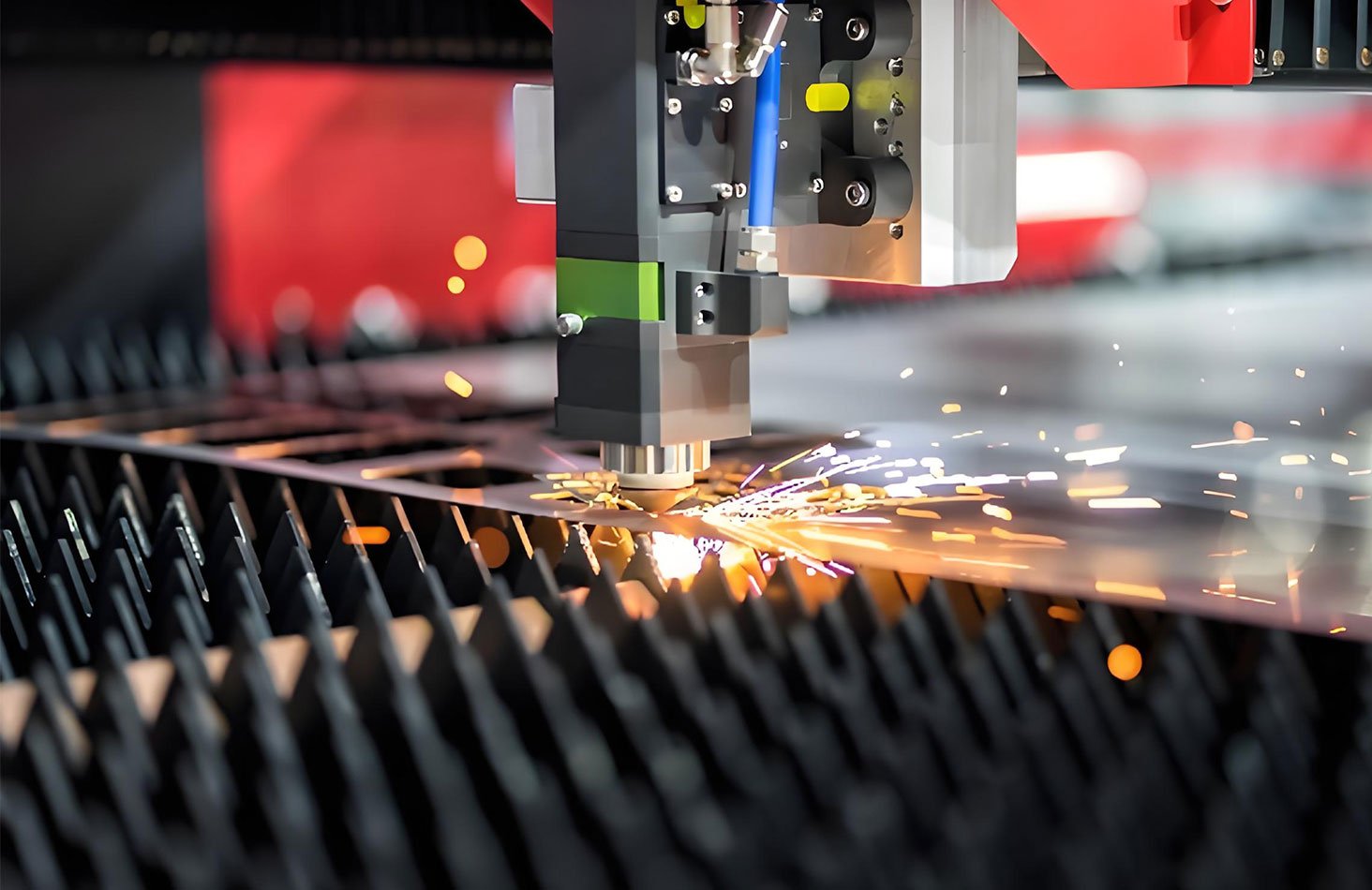
4. Pemotongan Laser:
Pemotongan laser menggunakan sinar laser bertenaga tinggi untuk memotong dan membentuk bahan cetakan dengan presisi yang sangat baik. Ini biasanya digunakan untuk pelat tipis atau untuk membuat pola yang rumit pada komponen cetakan, menawarkan solusi pemotongan yang cepat dan efisien.
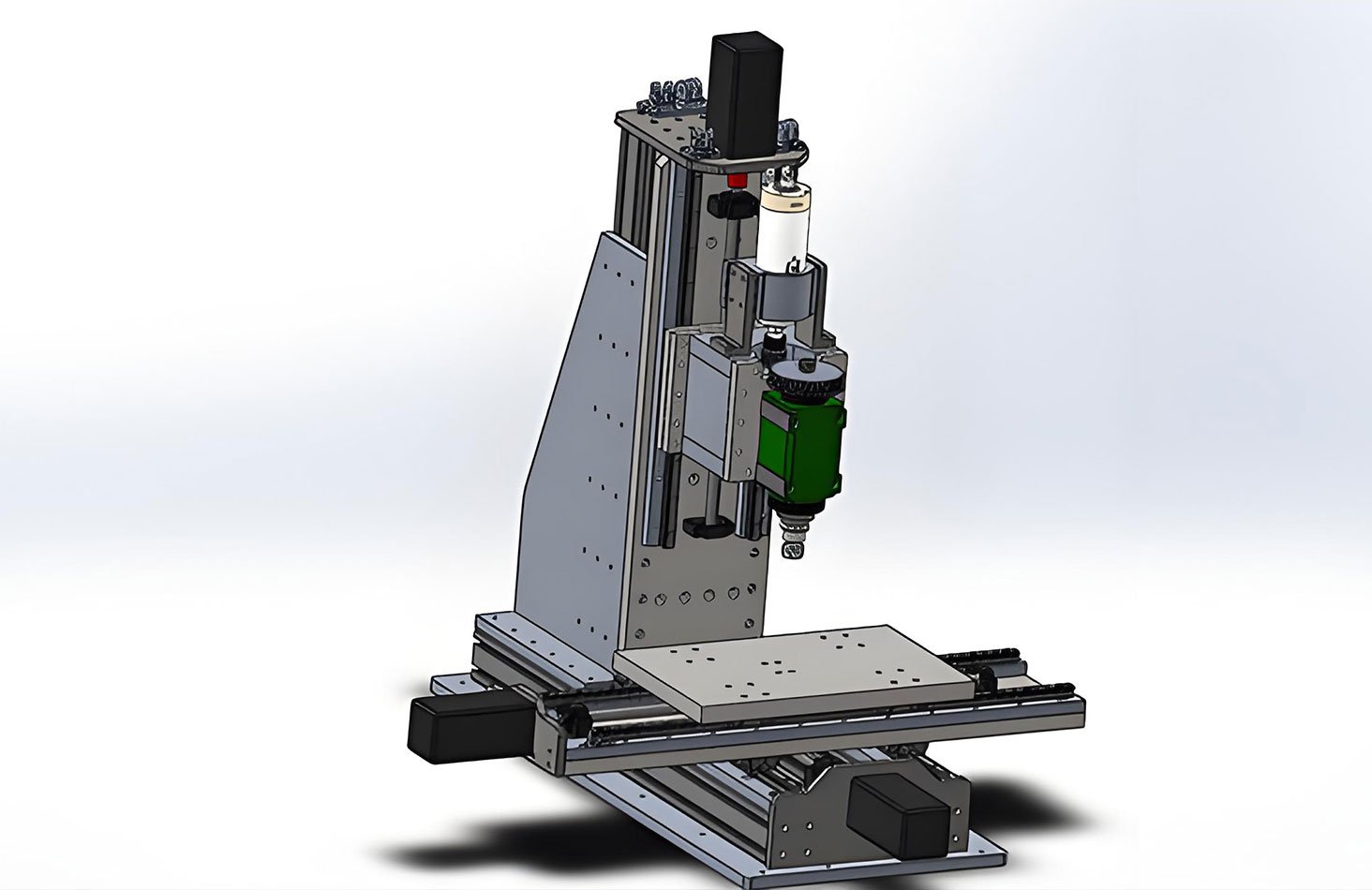
5. Penggilingan:
Penggilingan melibatkan penggunaan alat pemotong berputar, atau pemotong milling, untuk menghilangkan material dari benda kerja. Teknik ini ideal untuk pemesinan permukaan yang besar dan rata dengan akurasi tinggi, serta untuk membuat slot, kontur, dan fitur kompleks lainnya dalam komponen cetakan.

6. Perlakuan Panas:
Proses perlakuan panas, seperti quenching, tempering, dan pengerasan permukaan, digunakan untuk meningkatkan sifat bahan cetakan. Perawatan ini meningkatkan daya tahan, ketahanan aus, dan kekuatan cetakan, memastikannya memenuhi tuntutan aplikasi berkinerja tinggi.



1. Industri Pengemasan:
Dalam industri pengemasan, cetakan ekstrusi digunakan untuk memproduksi berbagai bahan kemasan plastik, termasuk botol, wadah, dan tabung untuk makanan, minuman, dan produk perawatan pribadi. Bahan yang umum digunakan adalah polietilena (PE), polipropilena (PP), dan PET, yang ideal untuk menciptakan solusi pengemasan yang ringan, fleksibel, dan hemat biaya. Proses ekstrusi memastikan produksi bervolume tinggi dengan limbah minimal, memenuhi permintaan industri untuk barang yang diproduksi secara massal dengan kualitas yang konsisten.

2. Industri Medis:
Cetakan ekstrusi sangat penting dalam industri medis untuk memproduksi perangkat seperti kateter, kawat pemandu, tabung bedah, dan perangkat implan. Bahan-bahan seperti PVC, polietilena (PE), dan polipropilena (PP) biasanya digunakan karena biokompatibilitas dan daya tahannya. Ketepatan ekstrusi memastikan bahwa komponen medis memenuhi standar peraturan yang ketat untuk keselamatan, kebersihan, dan kinerja, sehingga sangat penting untuk produksi produk medis yang andal dan berkualitas tinggi.

3. Industri Otomotif:
Di sektor otomotif, cetakan ekstrusi digunakan untuk membuat komponen yang ringan namun tahan lama seperti saluran bahan bakar, saluran rem, saluran udara, bingkai jendela, dan segel cuaca. Bahan yang digunakan termasuk aluminium, PVC, dan berbagai termoplastik. Bahan-bahan ini menawarkan kekuatan dengan tetap mempertahankan bobot yang ringan, yang meningkatkan performa kendaraan dan efisiensi bahan bakar. Proses ekstrusi memungkinkan produksi suku cadang dengan bentuk dan profil yang rumit, yang sangat penting untuk desain otomotif modern.

4. Industri Kedirgantaraan:
Cetakan ekstrusi dalam industri kedirgantaraan digunakan untuk membuat komponen yang ringan dan berkekuatan tinggi seperti saluran bahan bakar, saluran hidraulik, dan elemen struktural. Material seperti aluminium, paduan titanium, dan polimer khusus digunakan untuk memenuhi persyaratan kinerja yang ketat dari aplikasi ruang angkasa. Ketepatan dan keandalan proses ekstrusi memastikan bahwa komponen kedirgantaraan ringan dan tahan lama, sehingga berkontribusi pada peningkatan efisiensi dan keamanan dalam desain pesawat terbang.

5. Industri Barang Konsumsi:
Cetakan ekstrusi banyak digunakan dalam industri barang konsumen untuk menghasilkan produk sehari-hari seperti mainan, barang rumah tangga, komponen furnitur, dan film kemasan. Bahan-bahan seperti PVC, PET, dan polistiren (PS) biasanya digunakan, menawarkan keseimbangan antara daya tahan, fleksibilitas, dan efektivitas biaya. Proses ekstrusi memungkinkan produksi massal barang-barang konsumen yang ringan, tahan lama, dan beragam secara estetika, yang memenuhi permintaan yang tinggi akan kualitas dan desain yang konsisten.

6. Industri Tekstil:
Dalam tekstil, cetakan ekstrusi membuat serat sintetis, benang, dan kain yang digunakan dalam pakaian, pelapis, dan tekstil industri. Bahan-bahan seperti polietilena tereftalat (PET), nilon, dan akrilik biasanya digunakan karena kekuatan, fleksibilitas, dan kemampuannya untuk dipintal menjadi benang halus. Proses ekstrusi memastikan produksi serat dan kain yang berkelanjutan, yang dapat ditenun atau dirajut untuk menciptakan produk tekstil yang serbaguna dan tahan lama.
7. Industri Kelautan:
Dalam industri kelautan, cetakan ekstrusi digunakan untuk membuat komponen seperti perlengkapan pipa, sistem ventilasi, dan bagian struktural untuk kapal dan kapal. Bahan seperti aluminium tahan korosi biasanya digunakan untuk menahan lingkungan laut yang keras. Proses ekstrusi memberikan solusi yang tahan lama dan ringan untuk membuat komponen yang harus tahan terhadap paparan air dan kondisi menantang lainnya.

8. Industri Konstruksi:
Dalam konstruksi, cetakan ekstrusi digunakan untuk memproduksi material seperti pipa, kusen jendela, kusen pintu, dan komponen struktural, termasuk balok dan saluran. Bahan yang umum digunakan adalah PVC, aluminium, dan baja. Proses ekstrusi memungkinkan produksi bagian yang panjang dan kontinu dengan profil khusus, sehingga ideal untuk membuat komponen bangunan yang membutuhkan kekuatan dan daya tahan, serta meminimalkan limbah material selama pembuatan.

9. Industri Listrik dan Elektronik:
Cetakan ekstrusi memainkan peran penting dalam industri listrik dan elektronik, di mana cetakan ini digunakan untuk membuat komponen seperti heat sink, insulasi kawat, jaket kabel, dan penutup perangkat elektronik. Bahan-bahan seperti termoplastik dan aluminium biasanya digunakan untuk memastikan daya tahan, fleksibilitas, dan isolasi listrik. Ketepatan ekstrusi memastikan bahwa komponen-komponen ini diproduksi dengan keseragaman dan memenuhi spesifikasi yang diperlukan untuk kinerja dan keamanan dalam sistem kelistrikan.
10. Industri Farmasi:
Dalam industri farmasi, cetakan ekstrusi digunakan untuk menghasilkan produk seperti selongsong tablet, kapsul, dan jarum suntik. Bahan yang digunakan termasuk termoplastik seperti PVC, yang memberikan sifat yang diperlukan untuk menghasilkan produk kelas medis. Proses ekstrusi sangat penting dalam memastikan bahwa komponen farmasi diproduksi dengan akurasi tinggi dan memenuhi standar kebersihan dan keamanan yang ketat, memastikan bahwa setiap produk dapat diandalkan dan aman untuk penggunaan medis.
