
Solusi Cetakan Pukulan Ekstrusi yang Inovatif
Temukan layanan blow moulding ekstrusi UPlasTech yang inovatif. Solusi ahli untuk produk plastik yang tahan lama dan berkualitas tinggi.
Panduan untuk Solusi Cetakan Pukulan Ekstrusi Kustom
Apa yang dimaksud dengan Extrusion Blow Molding?
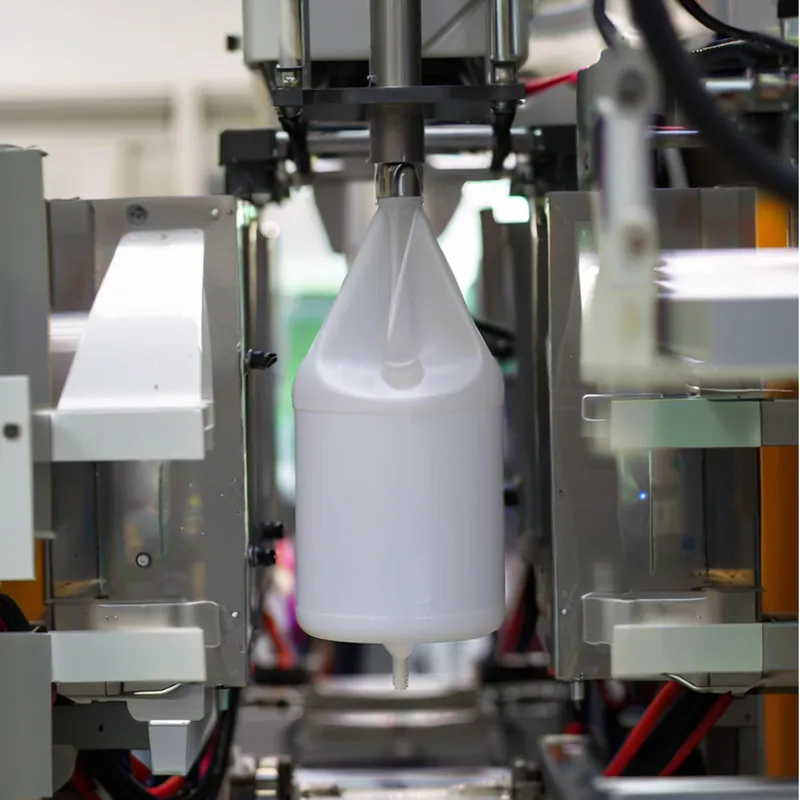
Extrusion Blow Molding (EBM) adalah proses manufaktur yang dirancang untuk membuat benda plastik berongga dengan menggembungkan tabung plastik cair, yang dikenal sebagai parison, di dalam cetakan. Berasal dari teknik yang mirip dengan glassblowing, EBM telah menjadi bahan pokok dalam industri plastik sejak dikembangkan pada awal abad ke-20. Prosesnya dimulai dengan melelehkan resin termoplastik, yang kemudian diekstrusi menjadi parison. Parison ini ditangkap oleh cetakan logam yang didinginkan, dan udara bertekanan dihembuskan ke dalamnya, memaksa plastik untuk mengembang dan menyesuaikan diri dengan bentuk cetakan. Setelah pendinginan, cetakan terbuka, dan bagian yang sudah jadi dikeluarkan, dan sering kali memerlukan pemangkasan untuk membuang bahan berlebih, atau flash.
EBM menonjol karena kemampuannya untuk memproduksi barang yang ringan dan tahan lama dalam jumlah besar dengan biaya yang relatif rendah, sehingga ideal untuk produksi massal. EBM biasanya digunakan dalam industri seperti pengemasan - untuk barang-barang seperti botol air dan wadah sampo - dan otomotif, untuk komponen seperti saluran udara dan tangki bahan bakar. Kemampuannya beradaptasi dengan berbagai bentuk dan ukuran, dikombinasikan dengan biaya cetakan yang lebih rendah dibandingkan dengan metode lain, telah memperkuat perannya dalam manufaktur modern.
Bagaimana Cara Kerja Extrusion Blow Molding?
Extrusion Blow Molding (EBM) adalah proses manufaktur yang digunakan untuk membuat komponen plastik berongga, seperti botol, wadah, dan komponen otomotif. Proses ini melibatkan peleburan resin plastik, membentuknya menjadi struktur seperti tabung yang disebut parison, menggembungkannya di dalam cetakan dengan udara bertekanan untuk mencapai bentuk yang diinginkan, mendinginkannya, dan kemudian mengeluarkan bagian yang sudah jadi. Di bawah ini adalah penjelasan rinci tentang cara kerja proses tersebut, yang dibagi menjadi beberapa tahap utama.
1. Proses Langkah-demi-Langkah:
(1) Peleburan dan Ekstrusi Plastik:
- Pengumpanan Bahan: Prosesnya dimulai dengan pelet plastik, biasanya termoplastik seperti High-Density Polyethylene (HDPE), Polypropylene (PP), atau Polyethylene Terephthalate (PET), dimasukkan ke dalam ekstruder melalui hopper.
- Meleleh: Di dalam ekstruder, sekrup yang berputar menggerakkan pelet melalui laras yang dipanaskan. Panas dan aksi mekanis melelehkan plastik menjadi kondisi cair yang seragam.
- Ekstrusi: Plastik cair dipaksa melalui cetakan, membentuk tabung berongga kontinu yang disebut parison. Cetakan membentuk diameter dan ketebalan dinding parison, yang sangat penting untuk produk akhir.
② Formasi Parison: Parison adalah tabung berongga dengan bukaan di tengah yang memungkinkan udara melewatinya nanti. Untuk komponen sederhana, parison memiliki ketebalan yang seragam, tetapi untuk bentuk yang rumit, pemrogram parison dapat menyesuaikan celah cetakan untuk memvariasikan ketebalan secara dinamis saat parison diekstrusi.
③ Penutupan Cetakan: Parison diposisikan di antara dua bagian cetakan logam yang didinginkan, sering kali terbuat dari aluminium karena konduktivitas termalnya. Cetakan menutup di sekeliling parison, menyegelnya di bagian bawah (dan kadang-kadang bagian atas) untuk menjebak plastik dan mempersiapkannya untuk mengembang.
④ Hembusan: Udara terkompresi ditiupkan ke dalam parison melalui pin tiup atau jarum. Tekanan udara mengembang parison, menyebabkannya mengembang dan menyesuaikan diri dengan bentuk interior cetakan. Tekanan harus dikontrol secara hati-hati untuk memastikan plastik mengisi cetakan tanpa meledak atau meninggalkan bintik-bintik tipis.
⑤ Pendinginan: Cetakan yang dilengkapi dengan saluran pendingin (biasanya mengalirkan air dingin), secara cepat mendinginkan plastik yang mengembang untuk memadatkannya. Langkah ini memastikan komponen mempertahankan bentuknya dan dapat ditangani tanpa mengalami perubahan bentuk. Waktu pendinginan tergantung pada ketebalan komponen dan bahan yang digunakan.
⑥ Pelepasan: Setelah plastik mengeras, cetakan akan terbuka, dan bagian yang sudah jadi dikeluarkan, sering kali dengan bantuan udara atau pelontar mekanis. Pada tahap ini, komponen mungkin memiliki kelebihan bahan, yang dikenal sebagai flash, yang masih melekat.
Pemangkasan: Flash-limbah plastik dari garis perpisahan cetakan atau area yang terjepit-dihilangkan secara manual dengan alat bantu atau secara otomatis menggunakan pisau atau peralatan lainnya. Langkah ini menyelesaikan bentuk komponen, dan finishing tambahan (seperti pelabelan) dapat dilakukan setelahnya, tergantung pada aplikasinya.

2. Faktor Kunci untuk Sukses:
① Kontrol Suhu: Plastik harus dilelehkan secara merata, dan cetakan didinginkan secara efisien untuk mencegah cacat, seperti lengkungan atau ketebalan yang tidak rata.
② Kontrol Parison: Ketebalan dan stabilitas parison sangat penting untuk ketebalan dinding yang seragam pada produk akhir, khususnya untuk bentuk yang rumit.
③ Tekanan Udara: Tekanan yang tepat memastikan parison mengembang sepenuhnya tanpa ledakan atau cetakan yang tidak sempurna.
④ Desain Cetakan: Cetakan harus sesuai dengan geometri komponen dan memungkinkan pengeluaran yang mudah.
3. Variasi Proses:
(1) Ekstrusi Berkelanjutan: Perbandingan diekstrusi dengan mantap, dan cetakan menangkap bagian-bagiannya saat bergerak. Ini sangat ideal untuk produksi volume tinggi komponen yang lebih kecil, seperti botol minuman.
② Ekstrusi Berselang: Ekstrusi berhenti sejenak di antara siklus untuk kontrol yang lebih tepat, sering digunakan untuk bagian yang lebih besar atau kompleks. Ini termasuk:
Metode Sekrup Bolak-balik: Sekrup bergerak mundur untuk mengumpulkan plastik cair, kemudian maju untuk mengeluarkan perbandingan.
④ Metode Akumulator: Plastik cair disimpan dalam akumulator dan diekstrusi dengan cepat, cocok untuk barang-barang besar seperti tangki bahan bakar.
Apa Saja Jenis Cetakan Tiup Ekstrusi yang Berbeda?
Extrusion blow moulding adalah proses manufaktur yang digunakan untuk memproduksi komponen plastik berongga, seperti botol, wadah, dan komponen otomotif, dengan mengekstrusi tabung plastik cair (disebut parison) dan menggembungkannya di dalam cetakan. Ada beberapa jenis cetakan tiup ekstrusi yang berbeda, masing-masing cocok untuk kebutuhan produksi dan persyaratan bagian yang berbeda. Di bawah ini adalah jenis-jenis utamanya:
1. Cetakan Tiup Ekstrusi Berkelanjutan:
Pada tipe ini, perbandingan diekstrusi secara terus-menerus dari mesin, dan cetakan menangkap sebagian darinya untuk membentuk bagian-bagiannya. Metode ini ideal untuk produksi bervolume tinggi untuk benda berukuran kecil hingga sedang, seperti botol dan wadah plastik, karena kecepatan dan efisiensinya. Variasi dalam ekstrusi kontinu meliputi:
- Cetakan Pukulan Antar-Jemput: Cetakan bergerak bolak-balik (shuttle) untuk menangkap perbandingan, sehingga memungkinkan fleksibilitas dalam produksi.
- Cetakan Pukulan Roda Putar: Beberapa cetakan dipasang pada roda yang berputar, memungkinkan produksi otomatis berkecepatan tinggi.

2. Cetakan Tiup Ekstrusi Berselang:
Dalam ekstrusi intermiten, perbandingan diekstrusi dalam siklus diskrit daripada terus menerus, memberikan kontrol yang lebih besar atas pembentukannya. Jenis ini sangat cocok untuk komponen yang lebih besar atau lebih kompleks. Ini dapat dibagi lagi menjadi dua metode:
Metode Sekrup Bolak-balik: Sekrup pada ekstruder bergerak mundur untuk menumpuk plastik cair, kemudian maju untuk mengekstrusi perbandingan. Metode ini biasanya digunakan untuk komponen berukuran sedang dan menawarkan presisi yang baik.
- Metode Akumulator: Plastik cair disimpan dalam akumulator dan kemudian diekstrusi dengan cepat untuk membentuk perbandingan. Ini sangat ideal untuk komponen yang sangat besar atau rumit, seperti tangki bahan bakar otomotif, di mana volume material yang signifikan dibutuhkan dengan cepat.

3. Cetakan Pukulan Ekstrusi Bersama:
Cetakan tiup ekstrusi bersama melibatkan penggunaan beberapa ekstruder untuk membuat perbandingan dengan beberapa lapisan bahan yang berbeda. Jenis ini meningkatkan sifat-sifat produk akhir, seperti meningkatkan ketahanan terhadap penghalang (misalnya, untuk kemasan makanan) atau menggabungkan estetika dengan kekuatan. Co-ekstrusi dapat diterapkan pada proses ekstrusi kontinu dan intermiten, menjadikannya variasi serbaguna daripada kategori yang sepenuhnya terpisah, meskipun sering kali terdaftar sebagai jenis yang berbeda karena signifikansinya.

Bahan Apa yang Digunakan dalam Cetakan Pukulan Ekstrusi?
Extrusion Blow Molding (EBM) adalah proses manufaktur yang digunakan untuk membuat komponen plastik berongga, seperti botol, wadah, dan komponen otomotif. Dalam proses ini, resin plastik dilelehkan, diekstrusi menjadi struktur seperti tabung yang disebut parison, dan kemudian digelembungkan di dalam cetakan untuk membentuk bentuk yang diinginkan. Bahan yang digunakan dalam EBM terutama adalah termoplastik-plastik yang dapat dilelehkan, dibentuk, dan didinginkan berulang kali tanpa degradasi kimiawi yang signifikan.
1. Bahan Umum dalam Cetakan Pukulan Ekstrusi:
Termoplastik berikut ini banyak digunakan dalam EBM karena keserbagunaan dan kompatibilitasnya dengan proses:
(1) Polietilena Densitas Tinggi (HDPE): Dikenal dengan daya tahan dan ketahanan terhadap bahan kimia, HDPE adalah bahan yang paling populer di EBM. Bahan ini biasanya digunakan untuk kendi susu, botol deterjen, dan tangki bahan bakar. Kemampuannya untuk didaur ulang juga menjadikannya pilihan yang berkelanjutan.
② Polipropilena (PP): PP menawarkan ketahanan panas dan fleksibilitas, sehingga ideal untuk komponen otomotif seperti saluran udara, serta wadah yang dapat digunakan kembali. Kemampuannya untuk menahan tekanan yang berulang kali adalah keunggulan utamanya.
③ Polietilen Tereftalat (PET): Meskipun lebih umum digunakan dalam cetakan tiup injeksi, PET digunakan dalam EBM untuk botol minuman yang jernih dan kuat serta kemasan makanan. Ini membutuhkan pra-pengeringan untuk menghindari degradasi selama pemrosesan.
④ Polivinil Klorida (PVC): PVC bersifat kaku dan tahan terhadap bahan kimia, sering digunakan untuk pipa, alat kelengkapan, dan insulasi kabel. Bahan ini juga dapat dibuat fleksibel untuk aplikasi seperti tabung medis.
⑤ Polistiren (PS): Ringan dan mudah dibentuk, PS digunakan untuk barang sekali pakai seperti cangkir dan baki makanan. Hemat biaya tetapi kurang tahan lama dibandingkan opsi lainnya.
2. Material Khusus dan Material Baru:
Di luar bahan umum, EBM juga menggunakan termoplastik khusus dan alternatif berkelanjutan untuk kebutuhan spesifik:
① Polikarbonat (PC): Dengan kekuatan benturan dan transparansi yang tinggi, PC digunakan untuk wadah besar dan komponen otomotif, seperti botol pendingin air. Harganya lebih mahal tetapi unggul dalam aplikasi yang menuntut.
② Nilon (Poliamida): Nilon memberikan kekuatan dan ketahanan terhadap suhu, sehingga cocok untuk saluran bahan bakar dan manifold pemasukan udara di lingkungan industri. Penggunaannya dibatasi oleh biaya.
③ Bioplastik: Bahan-bahan yang muncul seperti asam polilaktat (PLA) atau polietilena berbasis bio dapat terurai secara hayati dan digunakan untuk kemasan yang ramah lingkungan. Bahan-bahan ini semakin populer sebagai pilihan yang berkelanjutan.

3. Tabel Bahan:
| Bahan | Aplikasi Umum | Properti Utama |
|---|---|---|
| HDPE | Botol, tangki bahan bakar | Tahan lama, tahan bahan kimia |
| PP | Suku cadang otomotif, kontainer | Tahan panas, fleksibel |
| PET | Botol minuman | Jelas, kuat |
| PVC | Pipa, alat kelengkapan | Kaku, tahan bahan kimia |
| PS | Gelas sekali pakai, baki | Ringan, mudah dibentuk |
| Polikarbonat | Botol pendingin air | Kekuatan benturan tinggi, transparan |
| Nilon | Saluran bahan bakar, manifold | Kuat dan tahan suhu |
| Bioplastik | Pengemasan yang berkelanjutan | Dapat terurai secara hayati, ramah lingkungan |
Apa Saja Aplikasi Utama Cetakan Tiup Ekstrusi?
Extrusion Blow Molding (EBM) adalah proses manufaktur yang banyak digunakan untuk membuat komponen plastik berongga dengan menggembungkan tabung plastik cair, yang dikenal sebagai parison, di dalam cetakan. Teknik ini dihargai karena keserbagunaannya, keefektifan biaya, dan kemampuannya menghasilkan produk yang ringan, tahan lama, dan berbentuk kompleks. Dari barang sehari-hari seperti botol air hingga komponen industri khusus, EBM telah menjadi landasan manufaktur modern di berbagai industri.
1. Industri Makanan dan Minuman:
Sektor makanan dan minuman sangat bergantung pada EBM untuk menghasilkan solusi pengemasan yang aman, praktis, dan hemat biaya.
- Botol dan Wadah: EBM digunakan untuk membuat botol air, kendi susu, wadah jus, dan botol bumbu. Produk-produk ini ringan, tahan pecah, dan dirancang untuk menjaga isi dan memperpanjang umur simpan.
- Kemasan Makanan: Barang-barang seperti cangkir yogurt, bak margarin, dan wadah penyimpanan dibuat dengan EBM, sering kali menampilkan bentuk atau pegangan yang ergonomis untuk kenyamanan pengguna.
Bahan yang Digunakan:
- High-Density Polyethylene (HDPE) dan Polypropylene (PP) adalah pilihan populer karena sifatnya yang aman untuk makanan, tahan terhadap bahan kimia, dan dapat didaur ulang.
Mengapa EBM?
- Kemampuannya untuk menghasilkan kemasan kedap udara dan anti bocor dalam skala besar membuatnya ideal untuk barang yang mudah rusak. Selain itu, EBM mendukung tren keberlanjutan dengan memungkinkan penggunaan plastik daur ulang.

2. Produk Perawatan Rumah Tangga dan Pribadi:
EBM adalah proses yang tepat untuk menciptakan wadah yang fungsional dan menarik secara visual untuk barang-barang rumah tangga dan perawatan pribadi.
- Botol Produk Deterjen dan Pembersih: Botol yang kokoh dan tahan bahan kimia untuk deterjen, pemutih, dan semprotan pembersih dibuat dengan EBM, sering kali dilengkapi dengan gagang agar mudah digunakan.
- Wadah Kosmetik dan Perawatan Pribadi: Botol sampo, dispenser lotion, stik deodoran, dan stoples kosmetik mendapat manfaat dari kemampuan EBM untuk menciptakan desain yang rumit, seperti logo timbul atau permukaan bertekstur.
Bahan yang Digunakan:
HDPE dan Low-Density Polyethylene (LDPE) menawarkan fleksibilitas dan daya tahan, sedangkan Polyethylene Terephthalate (PET) memberikan kejernihan untuk produk premium.
Mengapa EBM?
Proses ini memungkinkan bentuk yang kompleks dan fitur merek dicetak secara langsung, sehingga meningkatkan daya tarik produk. Opsi co-ekstrusi multi-lapisan juga meningkatkan sifat penghalang, sehingga memperpanjang umur simpan.

3. Industri Farmasi dan Kesehatan:
Dalam bidang perawatan kesehatan, EBM memberikan kemasan dan komponen yang aman, tepat, dan steril yang memenuhi standar yang ketat.
- Botol Farmasi: Botol untuk pil, sirup, dan obat cair diproduksi dengan EBM, sering kali dilengkapi dengan tutup yang tidak mudah rusak atau penutup yang tahan terhadap anak-anak.
- Komponen Perangkat Medis: Bagian yang fleksibel dan berongga seperti bellow, bohlam pemeras, dan masker pernapasan dibuat menggunakan EBM untuk aplikasi medis.
Bahan yang Digunakan:
PP dan HDPE memastikan sterilitas dan ketahanan terhadap bahan kimia, sedangkan Thermoplastic Elastomers (TPE) memberikan fleksibilitas untuk pipa dan seal.
Mengapa EBM?
Ketepatannya memastikan kualitas yang konsisten, sangat penting untuk kepatuhan terhadap peraturan, dan mendukung fitur-fitur seperti penandaan bertingkat untuk dosis yang akurat.

4. Industri Otomotif:
EBM berkontribusi pada efisiensi dan performa kendaraan dengan menghasilkan komponen yang ringan dan tahan lama.
- Saluran Udara dan Komponen HVAC: Bagian yang kompleks dan berongga yang menyalurkan udara di dalam kendaraan dibuat dengan EBM, sehingga mengurangi bobot dan meningkatkan efisiensi bahan bakar.
- Tangki Bahan Bakar dan Reservoir Cairan: Tangki bahan bakar kecil (misalnya, untuk sepeda motor) dan reservoir untuk cairan pencuci kaca depan atau cairan pendingin dibuat dengan EBM untuk ketahanan anti bocor.
Bahan yang Digunakan:
HDPE dan PP menawarkan ketahanan panas, sementara co-ekstrusi multi-lapisan menambahkan penghalang untuk mencegah perembesan bahan bakar.
Mengapa EBM?
Alat ini menghasilkan bentuk yang besar dan kompleks dengan fitur terintegrasi seperti titik pemasangan, memangkas biaya perakitan dan mendukung fokus industri pada ringan.

5. Aplikasi Industri dan Pertanian:
EBM unggul dalam menciptakan kontainer dan komponen berskala besar yang kuat untuk penggunaan industri dan pertanian.
- Drum dan Tangki Industri: Wadah besar, seperti drum 55 galon untuk bahan kimia atau pelumas, dibuat dengan EBM agar tahan terhadap kondisi yang keras.
- Produk Pertanian: Kaleng penyiraman, penyemprot pestisida, dan wadah pupuk memiliki desain ergonomis yang dimungkinkan oleh EBM.
Bahan yang Digunakan:
HDPE memberikan ketahanan terhadap benturan dan stabilitas kimiawi, sedangkan PVC menawarkan kekakuan untuk kebutuhan spesifik.
Mengapa EBM?
Kemampuannya untuk menghasilkan komponen berdinding tebal dan seragam memastikan daya tahan, dan fitur terintegrasi seperti leher berulir meningkatkan fungsionalitas.

6. Mainan dan Produk Rekreasi:
EBM banyak digunakan untuk menciptakan produk yang aman, tahan lama, dan menyenangkan bagi anak-anak dan aktivitas luar ruangan.
- Mainan: Mainan plastik berongga seperti bola, rumah bermain, dan kendaraan tunggangan dibuat dengan EBM, memastikan tepi yang halus, aman, dan warna-warna cerah.
- Barang Olahraga: Kayak, kereta luncur, dan peralatan bermain memanfaatkan kemampuan EBM untuk menghasilkan struktur yang besar, mulus, dan ringan.
Bahan yang Digunakan:
LDPE dan HDPE memastikan fleksibilitas, keamanan, dan ketahanan terhadap benturan.
Mengapa EBM?
Fleksibilitas desain memungkinkan bentuk yang kreatif dengan fitur yang terintegrasi, dan penggunaan bahan yang tidak beracun dan dapat didaur ulang memenuhi standar keamanan dan lingkungan.

7. Konstruksi dan Infrastruktur:
EBM mendukung konstruksi dengan memproduksi komponen yang tahan lama dan tahan cuaca.
- Pipa dan Saluran: Saluran ventilasi, pipa drainase, dan penutup pelindung dibuat dengan EBM untuk kekuatan yang ringan.
- Penghalang dan Peralatan Keselamatan: Kerucut lalu lintas, penghalang keselamatan, dan tangki toilet portabel mendapat manfaat dari kemampuan skala besar EBM.
Bahan yang Digunakan:
HDPE dan PVC memberikan ketahanan terhadap cuaca dan umur yang panjang.
Mengapa EBM?
Ini memberikan suku cadang yang mulus dan konsisten dengan cepat, memenuhi permintaan yang tinggi dan kebutuhan struktural proyek konstruksi.

Keuntungan dan Keterbatasan Cetakan Pukulan Ekstrusi
Keuntungan:
① Efektivitas Biaya: Biaya cetakan dan peralatan yang lebih rendah membuatnya ideal untuk produksi skala besar.
Fleksibilitas Desain: Mudah menghasilkan bentuk yang rumit dengan menyesuaikan cetakan atau pengaturan perbandingan.
③ Keserbagunaan Material: Dapat digunakan dengan berbagai termoplastik untuk properti yang disesuaikan.
④ Produk yang Ringan: Menciptakan barang yang tahan lama dan ringan, mengurangi bahan dan biaya pengiriman.
Keterbatasan:
(1) Pemborosan Material: Menghasilkan lebih banyak sisa (flash) daripada metode lainnya, sehingga memengaruhi efisiensi.
② Operasi Sekunder: Memerlukan pemangkasan, menambah waktu dan biaya.
③ Masalah Pengisian Sudut: Parison tipis kesulitan menghadapi sudut yang tajam, sehingga berisiko cacat.
④ Pengoperasian yang Terampil: Membutuhkan personel terlatih untuk mengelola variabel proses.
Solusi Cetakan Pukulan Ekstrusi
Temukan solusi cetakan tiup ekstrusi ahli untuk produk plastik khusus. Pelajari tentang bahan, proses, pertimbangan desain, dan metode produksi yang berkelanjutan untuk memenuhi kebutuhan manufaktur Anda.

Panduan untuk Solusi Cetakan Pukulan Ekstrusi Kustom
- Mesin dan Peralatan dalam Cetakan Pukulan Ekstrusi
- Pertimbangan Desain Utama dalam Cetakan Pukulan Ekstrusi
- Extrusion Blow Molding Dibandingkan dengan Proses Pencetakan Lainnya
- Apa Saja Cacat Umum dalam Cetakan Pukulan Ekstrusi?
- Pembuatan Prototipe dan Produksi Batch Kecil di EBM
- Keberlanjutan dan Daur Ulang dalam Cetakan Pukulan Ekstrusi
Mesin dan Peralatan Apa yang Digunakan dalam Cetakan Tiup Ekstrusi?
Extrusion blow moulding (EBM) adalah proses manufaktur yang menciptakan komponen plastik berongga, seperti botol dan wadah, dengan melelehkan plastik, membentuknya menjadi tabung (parison), menggembungkannya di dalam cetakan, dan mendinginkannya ke dalam bentuk akhirnya. Mesin dan peralatan yang terlibat dikhususkan untuk menangani langkah-langkah ini secara efisien. Berikut ini adalah rinciannya:
1. Pengekstrusi:
Extruder adalah komponen inti di mana pelet plastik (misalnya, HDPE, PP) dimasukkan ke dalam hopper, dilelehkan, dan dicampur. Alat ini memiliki sekrup yang berputar di dalam laras yang dipanaskan yang melelehkan plastik dan memaksanya menuju cetakan. Pengekstrusi modern sering kali menyertakan kontrol suhu dan kecepatan yang tepat untuk memastikan lelehan yang konsisten.
2. Jamur Ekstrusioin:
Cetakan membentuk plastik cair menjadi tabung berongga yang disebut parison. Desainnya mengontrol diameter dan ketebalan dinding parison, yang sangat penting untuk kualitas produk akhir. Sistem pemrograman cetakan atau parison yang dapat disesuaikan memungkinkan penyesuaian ketebalan secara real-time, terutama pada bagian yang rumit.
3. Tiup Cetakan:
Biasanya terbuat dari aluminium karena efektivitas biaya dan konduktivitas panasnya, cetakan terdiri dari dua bagian yang menutup di sekitar perbandingan untuk membentuk bentuk akhir komponen. Cetakan sering kali memiliki saluran pendingin dan ventilasi terintegrasi untuk memastikan pemadatan yang tepat dan keluarnya udara selama inflasi.
4. Pukulan Pin:
Pin tiup menyalurkan udara terkompresi ke dalam perbandingan, menggembungkannya ke dinding cetakan. Pemosisian dan aliran udaranya harus tepat untuk menghindari cacat seperti ketebalan yang tidak rata atau ledakan. Pada beberapa pengaturan, blow pin juga membantu dalam memangkas material yang berlebih.
5. Unit Penjepit:
Sistem ini mengamankan bagian cetakan selama pemompaan dan pendinginan, melawan tekanan udara di dalamnya. Sistem ini dapat berupa hidraulik atau mekanis, dengan kekuatan yang cukup untuk mencegah kebocoran atau ketidaksejajaran yang dapat menyebabkan flash atau komponen yang cacat.
6. Sistem Pendinginan:
Pendinginan dicapai melalui saluran air di dalam cetakan, mengalirkan air dingin untuk memadatkan plastik dengan cepat. Pendinginan yang efisien mengurangi waktu siklus dan mencegah lengkungan, dengan beberapa sistem yang menggabungkan pendinginan udara untuk kontrol tambahan.
7. Stasiun Pemangkasan:
Setelah dikeluarkan, kelebihan plastik (flash) yang terbentuk pada garis perpisahan cetakan atau area jepitan dihilangkan di stasiun pemangkasan. Hal ini dapat melibatkan alat manual, pisau otomatis, atau laser, tergantung pada skala produksi dan kebutuhan presisi.
8. Peralatan Tambahan:
① Perangkat Pemrograman Parison: Menyesuaikan pengaturan cetakan secara dinamis untuk ketebalan dinding yang seragam.
Kepala Akumulator: Menyimpan plastik cair untuk ekstrusi intermiten, ideal untuk komponen yang besar atau kompleks.
Sistem Otomasi: Robot atau konveyor menangani suku cadang dalam pengaturan volume tinggi, sehingga meningkatkan efisiensi.
Apa Saja Pertimbangan Desain Utama dalam Cetakan Pukulan Ekstrusi?
Merancang untuk EBM memerlukan keseimbangan antara fungsionalitas, estetika, dan kemampuan produksi komponen. Berikut ini adalah pertimbangan utama yang dijelaskan secara rinci:
1. Keseragaman Ketebalan Dinding:
Ketebalan dinding yang konsisten memastikan kekuatan dan performa. Kecenderungan parison untuk melorot karena gravitasi dapat menyebabkan penipisan, sehingga desainer menggunakan pemrograman parison untuk menyesuaikan ketebalan selama ekstrusi, memastikan area kritis (mis., sudut) memiliki bahan yang cukup.
2. Desain Cetakan:
Cetakan harus sesuai dengan geometri komponen, termasuk fitur yang rumit seperti pegangan atau potongan. Diperlukan ventilasi yang tepat untuk melepaskan udara yang terperangkap, saluran pendingin untuk pemadatan yang seragam, dan desain yang memungkinkan pengeluaran komponen dengan mudah tanpa kerusakan.
3. Pemilihan Bahan:
Pilihan termoplastik (misalnya, HDPE untuk daya tahan, PP untuk ketahanan panas, PET untuk kejernihan) tergantung pada persyaratan komponen-kekuatan mekanis, ketahanan kimia, atau penampilan. Viskositas bahan juga memengaruhi cara peregangannya selama inflasi.
4. Penempatan Garis Perpisahan:
Garis perpisahan, di mana bagian cetakan bertemu, berdampak pada pembentukan flash dan kemudahan pemangkasan. Menempatkannya di area yang tidak kritis atau kurang terlihat, akan mengurangi pasca-pemrosesan dan meningkatkan estetika, sekaligus memastikan area fungsional tetap utuh.
5. Rasio Pukulan:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Sudut dan Jari-jari Rancangan:
Sedikit lancip (sudut draf) dan tepi bulat (jari-jari) memudahkan pelepasan bagian, mengurangi titik stres, dan meningkatkan aliran material selama pemompaan, meminimalkan cacat seperti retak atau dinding yang tidak rata.
7. Desain Pinch-Off:
Pinch-off menyegel bagian bawah parison, membentuk garis las. Pinch-off yang kuat mencegah kebocoran, mengurangi flash, dan memastikan stabilitas (misalnya, untuk botol yang berdiri), yang membutuhkan keselarasan dan tekanan cetakan yang tepat.

Extrusion Blow Molding Dibandingkan dengan Proses Pencetakan Lainnya
EBM unggul untuk komponen besar dan berongga, tidak seperti Injection Blow Molding (IBM), yang cocok untuk komponen kecil dan presisi, atau Rotational Moulding (RM), yang ideal untuk komponen yang sangat besar tetapi lebih lambat dan lebih mahal. Lihat tabel di bawah ini:
| Proses | Terbaik untuk | Keuntungan | Keterbatasan |
|---|---|---|---|
| EBM | Bagian yang besar dan berongga | Hemat biaya, fleksibel | Limbah, langkah sekunder |
| IBM | Bagian yang kecil dan presisi | Presisi tinggi | Biaya lebih tinggi, batas ukuran |
| RM | Bagian yang sangat besar | Ketebalan seragam | Lambat, mahal |
Apa Saja Cacat Umum dalam Cetakan Tiup Ekstrusi
Cacat pada EBM bisa mengganggu kualitas, tetapi bisa diatasi dengan penyesuaian yang tepat. Berikut adalah daftar masalah umum dan solusinya:
1. Ketebalan Dinding yang Tidak Rata:
Penyebabnya: Parison kendur, pengaturan die yang tidak konsisten, atau pemrograman yang buruk.
Perbaiki: Menerapkan pemrograman parison untuk memvariasikan ketebalan sesuai kebutuhan, atau menggunakan sistem pendukung (mis., cincin udara) untuk menstabilkan parison selama ekstrusi.
2. Ledakan:
Penyebabnya: Tekanan udara yang berlebihan atau area perbandingan yang lemah akibat pemanasan yang tidak merata.
Perbaiki: Turunkan tekanan hembusan, pastikan suhu leleh yang seragam, atau beralihlah ke bahan yang berkekuatan lebih tinggi untuk menahan inflasi.
3. Lampu kilat:
Penyebabnya: Kelebihan material pada garis perpisahan karena ketidaksejajaran atau cetakan yang aus.
Perbaiki: Menyelaraskan cetakan secara tepat, memelihara atau mengganti komponen yang aus, dan menyesuaikan kekuatan penjepitan untuk menghindari pengepakan yang berlebihan.
4. Melengkung:
Penyebabnya: Pendinginan yang tidak merata menyebabkan tekanan dan distorsi internal.
Perbaiki: Optimalkan pendinginan dengan menyesuaikan aliran air atau suhu cetakan, dan pastikan ketebalan dinding yang konsisten untuk menyeimbangkan laju pemadatan.
5. Garis Las:
Penyebabnya: Jahitan yang lemah pada titik-titik yang terjepit akibat tekanan rendah atau fusi material yang buruk.
Perbaiki: Tingkatkan desain pinch-off, tingkatkan kekuatan penjepitan, atau sesuaikan suhu leleh untuk aliran dan ikatan yang lebih baik.
6. Cacat Permukaan (misalnya, Goresan, Gelembung):
Penyebabnya: Kontaminan, kelembapan dalam resin, atau peleburan yang tidak tepat.
Perbaiki: Gunakan bahan yang kering dan bersih, dan sesuaikan pengaturan ekstruder (kecepatan sekrup, panas barel) untuk hasil lelehan yang lebih mulus.

Pembuatan Prototipe dan Produksi Batch Kecil di EBM
Pembuatan prototipe dan produksi dalam jumlah kecil di EBM mengadaptasi proses untuk volume rendah, dengan fokus pada biaya dan fleksibilitas. Inilah cara mencapainya:
1. Mesin yang lebih kecil:
Mesin EBM yang ringkas digunakan, membutuhkan lebih sedikit energi dan waktu penyiapan daripada sistem skala penuh. Mesin ini ideal untuk menguji atau memproduksi secara terbatas tanpa investasi besar.
2. Cetakan Cetak 3D:
Pembuatan prototipe cepat dengan cetakan cetak 3D memangkas waktu dan biaya. Meskipun kurang tahan lama dibandingkan cetakan logam, cetakan ini cukup untuk desain awal atau batch kecil, sehingga memungkinkan iterasi yang cepat.
3. Ekstrusi Berselang:
Metode ini, sering kali menggunakan kepala akumulator, menyimpan plastik cair dan melepaskannya sesuai kebutuhan, menawarkan kontrol yang tepat atas formasi perbandingan-sempurna untuk proses kecil dan detail atau prototipe.

4. Perkakas yang disederhanakan:
Cetakan rongga tunggal atau perkakas dasar mengurangi biaya dibandingkan dengan pengaturan multi-rongga, memungkinkan pengujian konsep yang terjangkau sebelum ditingkatkan.
5. Penyesuaian Fleksibel:
Parameter EBM yang dapat disesuaikan (misalnya, suhu, tekanan) dan keserbagunaan material memungkinkan eksperimen dengan resin atau pengaturan yang berbeda untuk menyempurnakan prototipe secara efisien.
Keberlanjutan dan Daur Ulang dalam Cetakan Pukulan Ekstrusi
EBM berkontribusi terhadap keberlanjutan dan daur ulang melalui praktik-praktik inovatif yang mengurangi dampak lingkungan. Inilah caranya:
1. Bahan Daur Ulang:
Menggunakan plastik daur ulang pasca-konsumen (misalnya, rHDPE) dalam EBM mengurangi ketergantungan pada resin murni. Banyak produk, seperti kemasan, kini menggabungkan konten daur ulang hingga 50%, mempertahankan kinerja sekaligus mengurangi limbah.
2. Plastik yang dapat terurai secara hayati:
Kemajuan dalam termoplastik yang dapat terurai secara hayati untuk EBM menawarkan alternatif yang ramah lingkungan, terurai secara alami dan mengurangi polusi jangka panjang, terutama dalam aplikasi sekali pakai.
3. Pengoptimalan Desain:
Dinding yang lebih tipis, bentuk yang ramping, dan flash yang berkurang melalui desain cetakan yang lebih baik, mengurangi penggunaan bahan dan limbah, meningkatkan efisiensi tanpa mengorbankan kualitas.
4. Mesin Hemat Energi:
Peralatan EBM modern dilengkapi teknologi hemat energi seperti penggerak kecepatan variabel dan pemanasan yang lebih baik, sehingga menurunkan jejak karbon proses.
5. Daur Ulang Lingkaran Tertutup:
Sisa produksi (misalnya, flash) digiling kembali dan digunakan kembali di lokasi, sehingga meminimalkan limbah dan mendukung ekonomi sirkular dalam proses manufaktur.
6. Ringan:
Menciptakan suku cadang yang lebih ringan mengurangi material dan energi pengiriman, selaras dengan tujuan keberlanjutan sekaligus memenuhi standar kinerja.

FAQ UNTUK KLIEN
Memulai dengan Uplastech
Ada pertanyaan? Kami punya jawabannya.
Kami mengkhususkan diri dalam ekstrusi, pembentukan vakum, cetakan tiup, dan pembuatan cetakan presisi, menawarkan solusi yang disesuaikan untuk memenuhi beragam kebutuhan manufaktur Anda.
Kami bekerja dengan berbagai industri, termasuk otomotif, elektronik, barang konsumen, dan pengemasan, dengan fokus pada kemitraan B2B dan memberikan solusi di bidang ekstrusi, thermoforming, blow moulding, dan pembuatan cetakan presisi.
Ya, kami menyesuaikan solusi kami agar sesuai dengan kebutuhan unik Anda.
Hubungi
Jangan ragu untuk mengirim email kepada kami atau mengisi formulir di bawah ini untuk mendapatkan penawaran.
Email: uplastech@gmail.com
