 Loncat ke konten
Loncat ke konten 

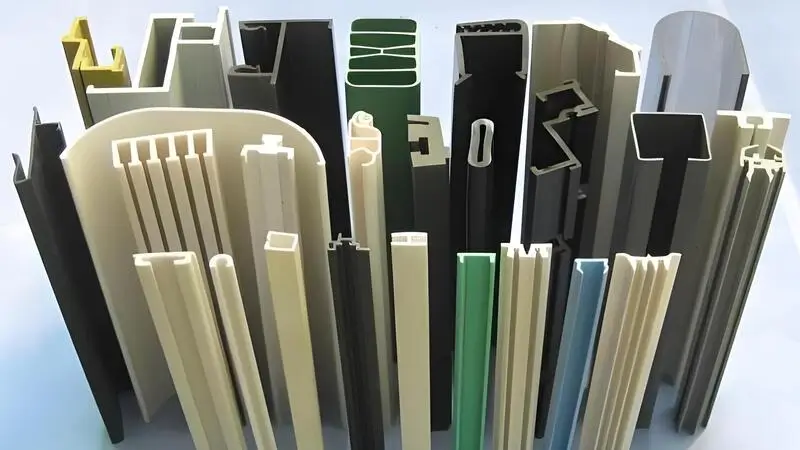
Banyak industri yang banyak menggunakan produk plastik karena menawarkan pilihan yang ringan, tahan korosi, dan murah. Kualitas cetakan ekstrusi plastik sangat penting untuk keakuratan dan produktivitas produk plastik. Baik itu pipa sederhana atau fitting industri yang kompleks, cetakan adalah kuncinya.
Artikel ini menjelaskan cara membuat cetakan ekstrusi plastik. Ini mencakup desain, memilih bahan, pemesinan, perlakuan permukaan, dan pengujian perakitan.
Cetakan ekstrusi plastik didesain untuk bentuk dan profil tertentu.Benar
Cetakan dibuat khusus untuk membentuk plastik yang diekstrusi ke dalam bentuk yang diinginkan, memastikan hasil yang konsisten.
Cetakan ekstrusi plastik hanya dapat digunakan untuk satu jenis bahan.Salah
Cetakan dapat digunakan untuk berbagai termoplastik, asalkan kompatibel dengan sifat dan persyaratan suhu bahan.
- 1. Bagaimana cara mendesain cetakan ekstrusi plastik pada tahap awal?
- 2. Jenis bahan apa yang harus kita pilih untuk cetakan ekstrusi plastik?
- 3. Teknik pemesinan apa yang akan kita gunakan untuk cetakan ekstrusi plastik?
- 4. Apa yang dimaksud dengan Electrical Discharge Machining (EDM)?
- 5. Apa saja metode perawatan permukaan untuk cetakan ekstrusi plastik?
- 6. Apa saja langkah-langkah perakitan cetakan ekstrusi plastik?
- 7. Apa saja langkah-langkah debugging cetakan ekstrusi plastik?
- 8. Kesimpulan
Bagaimana cara mendesain cetakan ekstrusi plastik pada tahap awal?
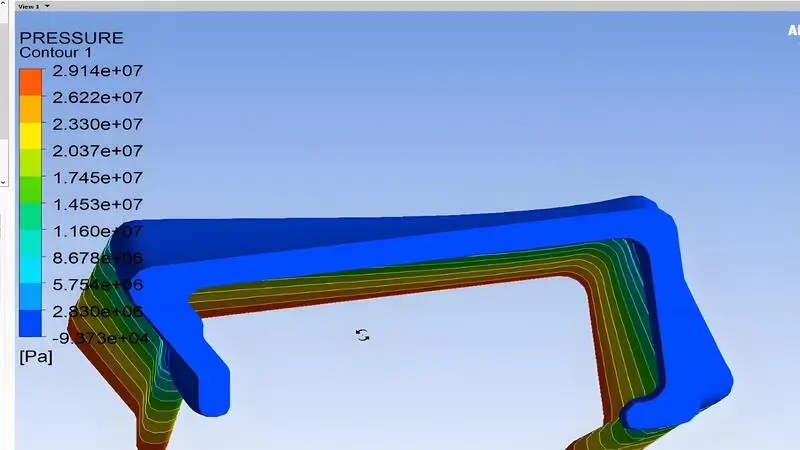
Pra-desain adalah dasar untuk membuat cetakan ekstrusi plastik1. Langkah ini sangat penting, seperti membangun rumah sebelum menggambar cetak biru, untuk memberikan panduan yang tepat untuk pekerjaan selanjutnya.
Para insinyur harus mensimulasikan dan menganalisis struktur cetakan, saluran aliran, dan sistem pendingin. Mereka melakukan ini berdasarkan bentuk, ukuran, dan presisi produk. Ini membantu mereka mengoptimalkan desain.
Evaluasi produk plastik
Setelah kami menerima gambar desain, kami perlu menganalisis bagaimana kami akan menggunakannya. Kita harus memeriksa persyaratan kinerja dan menemukan detail-detail penting. Ini termasuk kerumitan bentuk, akurasi dimensi, dan keseragaman ketebalan dinding.
Desain Struktur Cetakan
Desain struktur cetakan adalah inti dari desain awal. Berdasarkan analisis produk plastik, identifikasi permukaan perpisahan cetakan. Selain itu, perhatikan juga jumlah rongga, struktur inti, dan metode pelepasan cetakan.
Desain sistem pelari
Insinyur harus merancang saluran aliran utama, manifold, dan gerbang yang sesuai berdasarkan bentuk, ukuran, dan rongga produk. Saluran aliran utama membantu aliran lelehan. Manifold menyebarkan lelehan secara merata. Lokasi dan ukuran gerbang memengaruhi laju aliran dan urutan pengisian.
Desain sistem pendingin
Menurut bentuk dan ketebalan dinding produk, aturlah saluran pendingin secara wajar. Saluran pendingin harus berada di dekat permukaan rongga. Hal ini membantu menciptakan efek pendinginan yang stabil. Hal ini juga memperpendek siklus pencetakan dan meningkatkan efisiensi produksi.
Desain cetakan ekstrusi plastik sangat penting untuk menentukan bentuk dan ukuran produk akhir.Benar
Cetakan yang dirancang dengan baik memastikan kualitas produksi yang konsisten, meminimalkan cacat dan mencapai spesifikasi yang diinginkan.
Cetakan ekstrusi plastik hanya dapat dirancang oleh insinyur yang berpengalaman.Salah
Meskipun pengalaman itu penting, cetakan juga dapat dirancang menggunakan alat bantu perangkat lunak dan simulasi yang canggih.
Jenis bahan apa yang harus kita pilih untuk cetakan ekstrusi plastik?
Baja kuat, tahan lama, dan tahan aus, sempurna untuk cetakan yang presisi dan tahan lama. Paduan aluminium ringan, memiliki konduktivitas termal yang sangat baik, dan mudah digunakan, sehingga ideal untuk produksi cetakan yang cepat dan ringan.
Saat memilih bahan, kita harus mempertimbangkan kondisi cetakan, batch produksi produk dan biaya serta faktor lainnya.
Jenis dan karakteristik baja
Baja cetakan yang umum digunakan adalah baja karbon, baja paduan, dan baja berkecepatan tinggi.
Baja karbon keras dan tahan terhadap keausan. Namun, baja ini dapat berubah bentuk selama perlakuan panas. Cetakan sederhana atau yang memiliki kebutuhan presisi rendah adalah yang terbaik.
Baja paduan memperoleh kekerasan, ketahanan aus, dan ketangguhan ketika elemen paduan ditambahkan. Baja ini memiliki deformasi yang rendah selama perlakuan panas. Hal ini membuatnya banyak digunakan dalam banyak jenis
dari cetakan ekstrusi plastik.
Baja berkecepatan tinggi itu keras dan tahan aus. Baja ini juga memiliki kekerasan termal yang tinggi. Baja ini bekerja dengan baik saat memotong pada suhu tinggi. Orang sering menggunakannya untuk membuat komponen cetakan yang rumit dan alat pemotong.
Keuntungan dari paduan aluminium
Paduan aluminium ringan dan memiliki densitas yang bagus. Juga menghantarkan panas dengan baik, yang membantu mendinginkan cetakan lebih cepat. Hal ini meningkatkan efisiensi produksi.
Ini sering digunakan untuk cetakan plastik di industri kedirgantaraan. Ini juga digunakan untuk barang sehari-hari yang tidak membutuhkan umur cetakan yang tinggi.
Pemilihan bahan cetakan
Apabila Anda memilih bahan cetakan, pertama-tama pertimbangkan bagaimana Anda akan menggunakan cetakan tersebut. Pertimbangkan faktor-faktor seperti suhu kerja, tekanan, dan keausan. Untuk suhu tinggi, tekanan tinggi, dan keausan berat, pilihlah baja yang kuat, keras, dan tahan aus. Jika suhu kerja rendah dan berat tidak menjadi masalah, paduan aluminium mungkin merupakan pilihan yang baik.
Bahan yang umum digunakan untuk cetakan ekstrusi termasuk baja, aluminium, dan paduan tembaga.Benar
Bahan-bahan ini lebih disukai karena kekuatan, ketahanan panas, dan daya tahannya, membuatnya ideal untuk konstruksi cetakan ekstrusi.
Cetakan ekstrusi hanya dapat dibuat dari baja.Salah
Meskipun baja adalah bahan yang umum digunakan, namun logam lain seperti aluminium dan paduan tembaga juga digunakan untuk cetakan.
Yang teknik pemesinan2 yang akan kita gunakan untuk cetakan ekstrusi plastik?
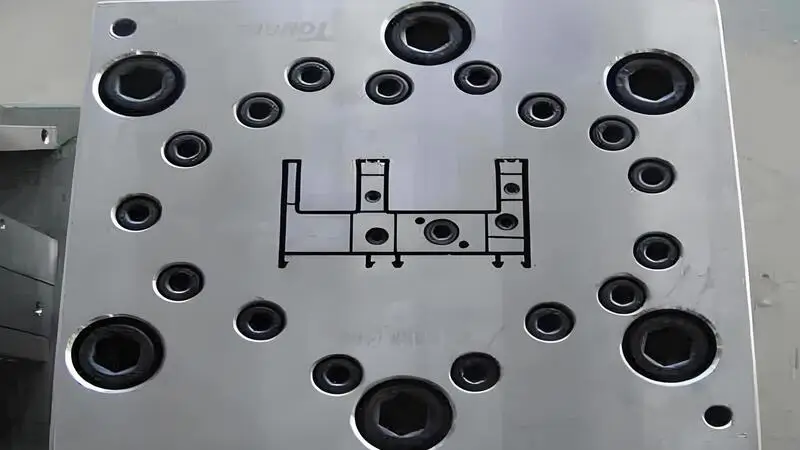
Berdasarkan gambar desain, bahan cetakan akan diproses menjadi bentuk tertentu dan akurasi dimensi komponen. Akurasi dan kualitas pemrosesan secara langsung memengaruhi perakitan dan kinerja cetakan.
Cetakan ekstrusi biasanya menggunakan metode pembubutan, penggilingan, pengeboran, penggilingan, dan pemesinan lainnya.

Berputar
Pada mesin bubut, pahat berputar sementara benda kerja bergerak maju mundur. Hal ini membantu membentuk lingkaran luar, lubang, ulir, dan permukaan lainnya. Anda dapat mencapai akurasi dimensi dan kekasaran permukaan yang tinggi.
Penggilingan
Dalam mesin milling, pemotong milling berputar dan benda kerja bergerak untuk mencapai pemrosesan multi-wajah. Penggilingan dapat memproses berbagai permukaan datar, permukaan tangga, alur, rongga, dan bentuk kompleks lainnya.
Pengeboran
Pada mesin bor, bor berputar dan umpan aksial digunakan untuk mengebor lubang. Akurasi pengeboran relatif rendah. Umumnya, proses reaming, boring dan proses lainnya diperlukan untuk meningkatkan akurasi dan kualitas permukaan.
Penggilingan
Penggerindaan dilakukan dengan memutar roda gerinda dengan kecepatan tinggi dan mengumpankan benda kerja. Permukaan bagian cetakan digiling. Dapat memproses berbagai permukaan datar, silinder, lubang internal, dan permukaan lainnya. Presisi dan kekasaran yang sangat tinggi dapat diperoleh.
Pemesinan CNC umumnya digunakan untuk cetakan ekstrusi plastik.Benar
Pemesinan CNC menawarkan presisi tinggi dan kemampuan untuk membuat desain yang rumit, yang sangat penting untuk produksi cetakan yang akurat dan efisien.
Cetakan ekstrusi plastik hanya dapat dikerjakan dengan mesin menggunakan metode manual.Salah
Cetakan ekstrusi plastik biasanya dikerjakan dengan mesin menggunakan metode otomatis seperti CNC, yang memberikan presisi dan efisiensi yang lebih tinggi dibandingkan dengan teknik manual.
Apa yang dimaksud dengan Electrical Discharge Machining (EDM)?
EDM dapat bekerja dengan bentuk yang kompleks pada bahan cetakan. Hal ini sulit dilakukan dengan pemesinan tradisional. EDM dapat membuat lubang halus, celah sempit, dan permukaan rongga yang rumit.
EDM menggunakan suhu tinggi dari pelepasan untuk mengetsa bahan cetakan. Metode ini tidak dibatasi oleh kekerasan material. Metode ini dapat memproses material yang sangat keras dan kuat.

Prinsip Kerja
Pada korosi pelepasan, elektroda alat terbuat dari tembaga atau grafit. Elektroda ini terhubung ke catu daya pulsa bersama dengan benda kerja. Ketika keduanya terpisah pada jarak tertentu, tegangan pulsa menciptakan saluran pelepasan di dalam media.
Media ini dapat berupa minyak tanah atau air deionisasi. Hal ini menciptakan suhu tinggi yang melelehkan, menguapkan, dan mengikis logam pada permukaan benda kerja.
Aplikasi
Dalam ekstrusi plastik produksi cetakan, kami sering menggunakannya untuk membuat bentuk yang kompleks. Ini termasuk inti, rongga, dan sisipan.
Komponen dengan lubang berbentuk, celah sempit, atau permukaan melengkung yang rumit sulit diproses dengan metode tradisional. Inilah sebabnya mengapa EDM diperlukan untuk presisi tinggi. Untuk material cetakan dengan kekerasan tinggi, penggunaan EDM dapat menghindari kesulitan pemrosesan dan keausan pahat.
Parameter Proses
Parameter proses secara signifikan memengaruhi kualitas dan efisiensi pemesinan. Parameter utama meliputi lebar pulsa3, interval denyut nadi, arus pelepasan4dan tegangan pengosongan. Lebar pulsa menentukan durasi pelepasan, sedangkan interval pulsa mengatur jeda waktu antara pelepasan yang berurutan. Arus dan tegangan pelepasan mempengaruhi energi pelepasan, sehingga mempengaruhi kecepatan pemesinan dan hasil akhir permukaan.
Perhatian
Pastikan media pemrosesan bersih dan mengalir. Periksa dan rawat peralatan secara teratur. Perhatikan status pemrosesan. Perhatikan tanda-tanda seperti warna percikan dan suara. Atasi setiap ketidaknormalan dengan cepat.
EDM digunakan untuk mengerjakan logam keras yang sulit dikerjakan dengan metode tradisional.Benar
EDM sangat efektif untuk pemesinan logam keras, paduan, dan bentuk yang rumit.
EDM hanya dapat digunakan pada logam.Salah
Meskipun EDM umumnya digunakan pada logam, EDM juga dapat digunakan pada bahan konduktif lainnya seperti grafit dan keramik tertentu.
Apa saja metode perawatan permukaan untuk cetakan ekstrusi plastik?
Untuk meningkatkan performa dan masa pakai cetakan, diperlukan perawatan permukaan. Metode perawatan permukaan yang umum digunakan termasuk nitridasi, pelapisan krom keras5dan pengobatan TD
Perlakuan permukaan dapat meningkatkan kekerasan permukaan, ketahanan aus, ketahanan korosi, dan kinerja pelepasan bagian cetakan.
Perawatan nitridasi
Atom nitrogen menyusup ke permukaan bagian cetakan untuk membentuk lapisan nitridasi. Hal ini dapat meningkatkan kekerasan permukaan hingga HV900 - 1200, secara signifikan meningkatkan ketahanan aus dan kinerja anti-penyitaan, serta memberikan tingkat ketahanan korosi tertentu, sehingga memperpanjang masa pakai cetakan.
Pelapisan krom keras
Lapisan krom keras memiliki kekerasan tinggi, ketahanan aus yang baik, dan permukaan akhir yang tinggi. Hal ini dapat meningkatkan kekerasan permukaan hingga HV800 - 1000, meningkatkan kinerja demolding, dan membuat produk mudah keluar. Produsen biasanya menggunakannya dalam cetakan yang memiliki persyaratan tinggi untuk hasil akhir permukaan dan kinerja demolding.
Perawatan TD
Perawatan TD6 adalah metode difusi termal dari teknologi perawatan kelongsong karbida. Metode ini menyebarkan karbida logam ke permukaan bagian cetakan pada suhu tinggi. Ini menciptakan lapisan karbida yang sangat keras. Kekerasan permukaan bagian yang dirawat dapat mencapai HV2800 hingga HV3200. Mereka memiliki ketahanan aus yang hebat, ketahanan terhadap korosi, dan sifat anti-adhesi.
Metode perawatan permukaan lainnya
Karburasi dapat meningkatkan kandungan karbon pada permukaan, meningkatkan kekerasan dan ketahanan aus. Boron membentuk lapisan borida di permukaan, yang memiliki kekerasan tinggi dan ketahanan aus yang baik. Pelapisan nikel kimiawi membentuk lapisan nikel yang seragam pada permukaan, meningkatkan ketahanan korosi dan ketahanan aus.
Perawatan permukaan cetakan ekstrusi dapat meningkatkan umur cetakan.Benar
Perawatan permukaan seperti pelapisan, pemolesan, atau pengerasan dapat meningkatkan daya tahan cetakan dengan mengurangi keausan dan mencegah korosi.
Perawatan permukaan cetakan ekstrusi hanya diperlukan untuk produksi bervolume tinggi.Salah
Perawatan permukaan cetakan dapat bermanfaat bagi semua jenis proses produksi, dengan meningkatkan kualitas produk akhir dan mengurangi biaya perawatan.
Apa saja langkah-langkah perakitan cetakan ekstrusi plastik?
Perakitan cetakan adalah proses menyatukan setiap bagian untuk membuat cetakan yang lengkap. Ini mirip dengan merakit suku cadang mobil. Setiap bagian harus pas untuk memastikan cetakan berfungsi dengan baik.
Keakuratan dan kualitas perakitan cetakan adalah hal yang penting. Hal ini memengaruhi seberapa baik fungsi cetakan. Hal ini juga memengaruhi kualitas produk plastik.
Pembersihan Suku Cadang
Sebelum perakitan, bersihkan bagian cetakan. Bersihkan minyak permukaan, serbuk besi, debu, dan kotoran lainnya. Anda dapat menggunakan pembersih kimiawi atau pembersih ultrasonik menggunakan getaran kavitasi untuk membersihkan kotoran kecil.
Instalasi pemosisian
Pemasangan pemosisian menggunakan pin pemosisian, blok pemosisian, dan bagian lain untuk memastikan akurasi pemosisian. Gambar desain menunjukkan tempat pemasangan komponen cetakan. Gunakan baut dan mur untuk mengencangkannya pada tempatnya. Berhati-hatilah dalam mengontrol torsi pengencangan. Hal ini akan membantu mencegah deformasi atau melonggarnya komponen.
Penyesuaian celah
Perakitan harus menyesuaikan celah di antara bagian-bagiannya. Celah inti dan rongga harus sesuai dengan ukuran produk dan proses pencetakan. Jika celahnya terlalu besar, dapat menyebabkan tepi terbang. Jika terlalu kecil, akan sulit untuk membuka dan menutup. Anda dapat menyesuaikan celah menggunakan paking atau dengan menggiling untuk mencapai ukuran yang ideal.
Pemeriksaan kualitas perakitan
Setelah Anda selesai merakit, periksa kualitas cetakan secara cermat. Cermati penampilan dan keakuratan ukurannya. Selain itu, periksa juga kondisi komponen dan seberapa baik komponen yang bergerak bekerja.
Perakitan cetakan harus diperiksa apakah ada cacat sebelum ekstrusi dimulai.Benar
Memeriksa rakitan cetakan sebelum memulai proses ekstrusi membantu mengidentifikasi dan memperbaiki masalah potensial.
Pelumasan tidak diperlukan selama perakitan cetakan ekstrusi.Salah
Pelumasan sering digunakan selama perakitan cetakan untuk mengurangi gesekan dan memastikan kelancaran proses ekstrusi.
Apa saja langkah-langkah debugging cetakan ekstrusi plastik?
Debugging cetakan ekstrusi7 menguji seberapa baik cetakan bekerja dan kualitas produk. Ini menggunakan cetakan percobaan untuk menemukan masalah. Ketika masalah muncul, kami melakukan penyesuaian dan perbaikan dengan cepat. Hal ini memastikan cetakan dapat menghasilkan produk yang baik dengan mantap dan efisien.
Debugging cetakan terutama mencakup persiapan sebelum uji coba cetakan, uji coba cetakan, analisis masalah, dan pengoptimalan.

Siapkan peralatan dan bahan untuk uji coba cetakan, seperti ekstruder, bahan baku plastik, peralatan pendingin. Pilih bahan baku dan metode pengeringan yang tepat berdasarkan kebutuhan produk. Sesuaikan suhu, tekanan, dan kecepatan ekstruder sesuai dengan struktur cetakan dan proses pencetakan.
Uji cetakan
Amati dengan cermat pengoperasian ekstruder, pekerjaan cetakan dan kualitas cetakan produk. Perhatikan bagaimana lelehan plastik mengalir di dalam cetakan. Periksa masalah seperti pengisian yang kurang, tanda aliran, dan gelembung. Perhatikan juga keakuratan ukuran dan kualitas permukaan produk.
Menganalisis dan mengoptimalkan masalah
Jika pengisian tidak penuh selama uji-coba cetakan, mungkin karena desain runner yang buruk atau pengaturan proses yang salah. Dalam hal ini, Anda dapat menyesuaikan runner atau parameter proses. Masalah dimensi mungkin berasal dari masalah celah cetakan, sehingga Anda dapat menyesuaikan kembali celah tersebut. Melalui analisis dan pengoptimalan yang berkelanjutan, cetakan dapat mencapai kondisi kerja terbaik.
Debugging cetakan ekstrusi adalah langkah penting untuk memastikan kualitas produk akhir.Benar
Debugging cetakan membantu mengidentifikasi dan memperbaiki masalah seperti ketidakkonsistenan aliran material dan ketidakakuratan dimensi.
Debugging cetakan ekstrusi hanya dapat dilakukan setelah proses ekstrusi selesai.Salah
Debugging cetakan juga dapat terjadi selama proses ekstrusi, mencegah cacat dan meningkatkan efisiensi.
Kesimpulan
Membuat plastik cetakan ekstrusi adalah proses yang rumit dan rumit. Dari pra-desain hingga debugging dan pengoptimalan, setiap langkah saling terkait erat dan diperlukan. Kami hanya dapat membuat cetakan berkualitas tinggi dengan mengontrol setiap detail dengan cermat. Hal ini memastikan jaminan yang kuat untuk memproduksi produk plastik.
-
Jelajahi tautan ini untuk mendapatkan wawasan tentang strategi dan teknik yang efektif untuk debugging cetakan ekstrusi plastik, memastikan produksi berkualitas tinggi. ↩
-
Pelajari tentang peran perawatan TD dalam menciptakan permukaan yang sangat keras untuk cetakan, memastikan ketahanan aus dan korosi yang luar biasa. ↩
-
Sumber daya ini akan menjelaskan peran penting lebar pulsa dalam EDM, yang memengaruhi kecepatan pemesinan dan hasil akhir permukaan, yang sangat penting untuk manufaktur presisi. ↩
-
Memahami dampak arus pelepasan pada EDM dapat membantu mengoptimalkan efisiensi dan kualitas pemesinan, yang sangat penting untuk aplikasi presisi tinggi. ↩
-
Pelajari mengapa paduan aluminium lebih disukai karena konduktivitasnya yang ringan dan termal, sehingga meningkatkan pendinginan cetakan dan kecepatan produksi. ↩
-
Jelajahi teknik pemesinan penting yang memastikan presisi dan kualitas tinggi dalam produksi cetakan ekstrusi plastik. ↩
-
Menjelajahi tautan ini akan memberikan wawasan mendalam untuk mengoptimalkan desain cetakan ekstrusi plastik, meningkatkan kualitas produk dan efisiensi produksi. ↩








