 Loncat ke konten
Loncat ke konten 

Ekstrusi plastik banyak digunakan untuk membuat pipa, profil, film, lembaran, dan barang lainnya. Namun, saat Anda mengekstrusi, Anda bisa mendapatkan cacat yang mengacaukan tampilan dan cara kerja produk. Dan itu membuat biaya Anda naik dan memperlambat produksi Anda.
Proses ekstrusi plastik menghadapi masalah seperti gelembung udara, retakan, ketebalan yang tidak merata, dan perbedaan warna. Dengan mengidentifikasi penyebabnya dan menerapkan solusi yang ditargetkan, kami dapat mengurangi biaya dan meningkatkan efisiensi produksi.
Cacat ekstrusi plastik terutama disebabkan oleh kontrol suhu yang tidak tepat.Benar
Fluktuasi suhu selama proses ekstrusi dapat menyebabkan berbagai cacat seperti aliran material yang tidak merata, pembentukan yang tidak sempurna, atau ketidaksempurnaan permukaan.
Cacat ekstrusi plastik selalu disebabkan oleh kualitas material yang buruk.Salah
Meskipun kualitas material dapat berkontribusi pada cacat ekstrusi, faktor-faktor seperti suhu, kecepatan, desain cetakan, dan parameter proses yang tidak tepat juga memainkan peran penting dalam menyebabkan masalah seperti lengkungan, gelembung, dan variasi warna.
- 1. Apa saja cacat dan solusi gelembung ekstrusi plastik?
- 2. Apa saja cacat dan solusi retak ekstrusi plastik?
- 3. Apa saja cacat dan solusi pembengkokan ekstrusi plastik?
- 4. Apa saja cacat dan Solusi Ketidakrataan Ketebalan Ekstrusi Plastik?
- 5. Apa saja cacat dan Solusi Cacat Gores Ekstrusi Plastik?
- 6. Apa saja cacat dan solusi perbedaan warna ekstrusi plastik?
- 7. Apa yang dimaksud dengan cacat penyusutan ekstrusi plastik dan solusinya?
- 8. Kesimpulan
Apa saja cacat dan solusi gelembung ekstrusi plastik?
Cacat gelembung biasanya ditandai dengan adanya gelembung udara di permukaan atau di dalam produk, yang memengaruhi penampilan dan sifat mekanis produk.
Untuk mengatasi masalah gelembung udara, Anda dapat mengontrol kelembapan bahan mentah, mengoptimalkan suhu leleh, meningkatkan efisiensi sistem pembuangan, dan memastikan penyegelan peralatan.

Kelembaban bahan baku yang tinggi
Gelembung udara sering kali disebabkan oleh kelembapan dalam bahan baku. Apabila kelembapan terlalu tinggi, air menguap dengan cepat pada suhu tinggi dan terbentuklah gelembung. Anda harus secara ketat mengontrol kelembapan bahan mentah dan mengeringkannya jika perlu.
Knalpot yang buruk
Alasan lain untuk gelembung udara yaitu, sistem pembuangan ekstruder didesain dengan buruk atau tidak cukup efisien. Dengan mengoptimalkan saluran pembuangan untuk memastikan bahwa gas dalam lelehan dapat dengan cepat dibuang, maka, munculnya gelembung gas dapat dikurangi secara efektif.
Suhu leleh
Suhu yang terlalu tinggi dapat menyebabkan degradasi termal, sementara suhu yang terlalu rendah dapat menghasilkan lelehan yang terlalu kental dan sulit dikeluarkan. Kontrol suhu lelehan yang tepat dapat membantu meminimalkan cacat gelembung.
Gelembung adalah cacat yang umum terjadi pada ekstrusi plastik.Benar
Gelembung dapat terbentuk dalam ekstrusi plastik karena udara atau uap air yang terperangkap dalam bahan, kontrol suhu yang tidak tepat, atau kecepatan sekrup yang berlebihan. Gelembung ini memengaruhi kualitas dan penampilan produk yang diekstrusi.
Gelembung dalam ekstrusi plastik dapat sepenuhnya dihindari.Salah
Meskipun sulit untuk sepenuhnya menghilangkan gelembung, namun kontrol yang cermat atas kelembapan material, pengaturan suhu, dan kecepatan ekstrusi dapat secara signifikan mengurangi kemunculan gelembung. Dalam beberapa kasus, teknik degassing atau pengkondisian material yang lebih baik mungkin diperlukan untuk meminimalkan gelembung.
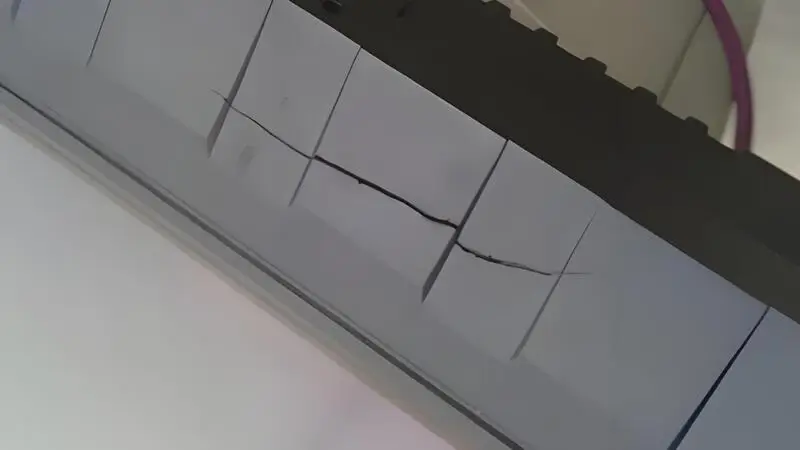
Apa saja cacat dan solusi retak ekstrusi plastik?
Cacat retak biasanya berupa retakan pada permukaan atau bagian dalam produk ekstrusi plastikyang dapat mengurangi kekuatan produk dan, dalam kasus yang parah, bahkan memengaruhi kinerja produk.
Untuk mengurangi keretakan, kami dapat menyesuaikan tekanan ekstrusi, suhu, dan laju pendinginan. Mengoptimalkan parameter ini membantu meminimalkan keretakan dan meningkatkan kualitas produk.
Penyesuaian tekanan ekstrusi
Tekanan ekstrusi yang berlebihan dapat dengan mudah memicu retakan tarikan. Menurunkan tekanan ekstrusi secara tepat akan mengurangi retakan pada permukaan dan di dalam produk.
Kontrol suhu
Jika suhu terlalu tinggi atau terlalu rendah, maka akan memengaruhi fluiditas material. Kontrol suhu yang wajar dapat meningkatkan fluiditas material dan menghindari keretakan.
Metode pendinginan
Jika Anda mendinginkannya terlalu cepat, Anda bisa mendapatkan tekanan panas yang besar pada material. Jika Anda mendinginkannya terlalu lambat, Anda dapat memperlambat proses pengeringan pada permukaan dan menyebabkan keretakan. Anda harus mendinginkannya dengan benar dan mendinginkannya secara merata.
Berikut ini adalah klaim untuk "retak ekstrusi plastik" dalam format yang sama:
Retak adalah cacat yang umum terjadi pada ekstrusi plastik.Benar
Retak pada ekstrusi plastik dapat terjadi karena faktor-faktor seperti pendinginan yang tidak tepat, pengaturan suhu yang salah, tekanan material, atau kecepatan ekstrusi yang tinggi. Keretakan ini dapat membahayakan kekuatan dan integritas produk akhir.
Keretakan pada ekstrusi plastik dapat sepenuhnya dihindari.Salah
Meskipun sulit untuk sepenuhnya menghilangkan keretakan, kontrol yang tepat terhadap laju pendinginan, pengaturan suhu, dan kecepatan ekstrusi dapat mengurangi kemungkinan terbentuknya keretakan. Dalam beberapa kasus, mengoptimalkan sifat material dan kondisi ekstrusi dapat membantu mengurangi masalah ini.
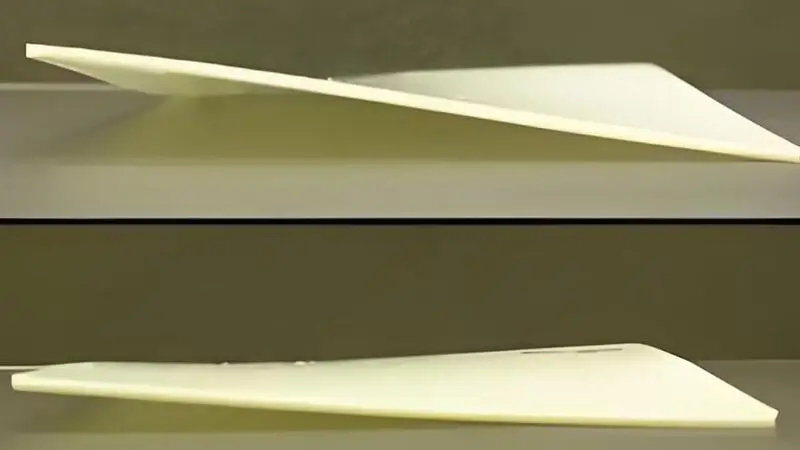
Apa saja cacat dan solusi pembengkokan ekstrusi plastik?
Melengkung adalah ketika produk plastik menyusut secara tidak merata saat mendingin, sehingga menyebabkan produk plastik menjadi berantakan. Hal ini sering terjadi pada produk berdinding tipis dan bentuk yang rumit.
Untuk mengontrol cacat lengkungan, Anda perlu mengoptimalkan laju pendinginan, mengoptimalkan desain cetakan, dan memilih bahan baku yang tepat.
Mengoptimalkan laju pendinginan
Salah satu penyebab utama cacat lengkungan adalah pendinginan yang tidak merata. Dengan mengontrol laju pendinginan secara merata dan menghindari pendinginan yang terlalu cepat atau terlalu lambat, fenomena lengkungan dapat dikurangi secara efektif.
Mengoptimalkan desain cetakan
Desain cetakan juga berdampak besar pada cacat lengkungan. Desain sistem pendingin cetakan dan desain runner yang wajar dapat mengurangi pendinginan yang tidak merata dan mencegah lengkungan.
Pemilihan bahan baku yang sesuai
Bahan plastik yang berbeda menyusut secara berbeda ketika dingin. Memilih bahan baku yang tepat dapat membantu Anda menghindari masalah lengkungan, terutama saat Anda membuat produk berdinding tipis atau berbentuk rumit.
Pembengkokan adalah cacat yang umum terjadi pada ekstrusi plastik.Benar
Pembengkokan dalam ekstrusi plastik terjadi ketika bahan mendingin secara tidak merata atau mengalami tekanan internal, yang menyebabkan distorsi dimensi pada produk akhir. Hal ini dapat memengaruhi kualitas dan fungsionalitas barang yang diekstrusi.
Pembengkokan dalam ekstrusi plastik dapat sepenuhnya dihindari.Salah
Meskipun warping tidak selalu dapat dihindari sepenuhnya, namun dengan mengontrol laju pendinginan, kecepatan ekstrusi, dan sifat material, secara signifikan dapat mengurangi terjadinya warping. Menyesuaikan faktor-faktor ini membantu memastikan stabilitas dimensi yang lebih konsisten.
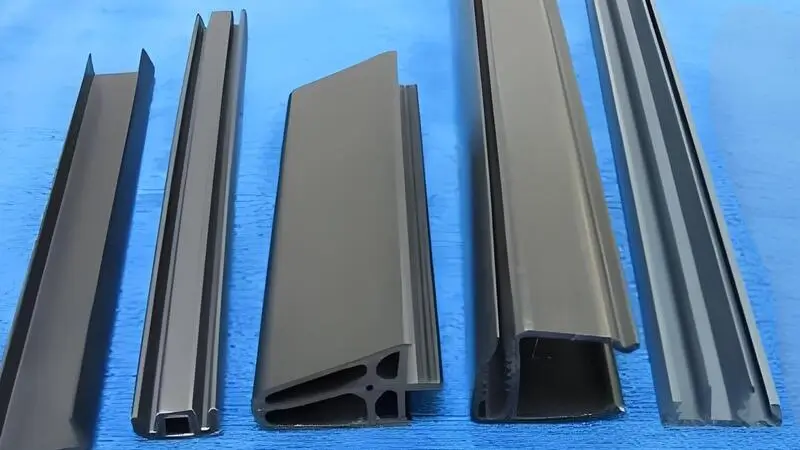
Apa saja cacat dan Solusi Ketidakrataan Ketebalan Ekstrusi Plastik?
Produksi tabung dan profil sering kali menghasilkan ketebalan produk yang tidak merata. Masalah ini dapat menyebabkan produk memiliki sifat mekanis yang tidak stabil dan bahkan dapat mengacaukan pemrosesan di masa mendatang.
Untuk mengatasi masalah ketebalan dinding yang tidak rata, Anda bisa menyesuaikan kecepatan ekstruder, memperbaiki desain cetakan, dan memastikan bahan bakunya tercampur dengan baik.

Penyesuaian kecepatan pengangkutan
Jika Anda mengubah kecepatan pengangkutan, ini akan mengubah seberapa tebal dinding pada produk. Dengan menyesuaikan kecepatan penarik pada ekstruder, Anda dapat mengontrol seberapa merata peregangan bahan dan menjaga agar produk yang diekstrusi tidak lebih tebal di beberapa tempat daripada tempat lainnya.
Mengoptimalkan desain cetakan
Ketebalan dinding yang tidak rata sering kali terkait dengan cacat pada desain cetakan. Dengan mendesain bentuk runner dan outlet cetakan dengan cara yang rasional, kami dapat meningkatkan distribusi ketebalan dinding dan memastikan keseragaman produk.
Keseragaman bahan baku
Kesamaan bahan baku memengaruhi seberapa tebal dindingnya. Jika Anda mencampur bahan baku dengan baik, Anda dapat menghindari bahan tidak merata saat Anda menekannya, dan dengan begitu Anda dapat menghindari dinding yang tidak memiliki ketebalan yang sama.
Ketebalan yang tidak merata adalah masalah umum dalam ekstrusi plastik.Benar
Ketebalan yang tidak merata dalam ekstrusi plastik terjadi ketika material tidak mengalir secara seragam melalui cetakan, yang menyebabkan dimensi produk tidak konsisten. Hal ini dapat disebabkan oleh faktor-faktor seperti desain cetakan, viskositas material, dan fluktuasi suhu.
Ketebalan yang tidak rata bukanlah masalah yang berarti dalam ekstrusi plastik.Salah
Ketebalan yang tidak merata adalah masalah signifikan dalam ekstrusi plastik yang dapat memengaruhi kinerja, penampilan, dan fungsionalitas produk akhir. Kontrol parameter ekstrusi yang tepat diperlukan untuk meminimalkan masalah ini.
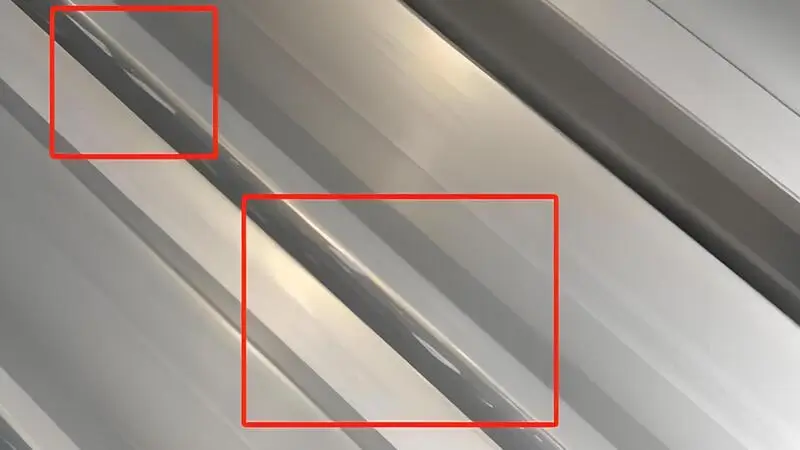
Apa saja cacat dan Solusi Cacat Gores Ekstrusi Plastik?
Goresan pada permukaan produk tidak hanya membuatnya terlihat buruk, tetapi juga dapat mengacaukan cara kerjanya.
Untuk memperbaiki goresan, Anda dapat memperbaiki atau mengganti cetakan dan roller, menyesuaikan kecepatan pengangkutan, dan memastikan sistem pendingin bekerja dengan baik.
Permukaan cetakan atau rol yang tidak mulus dan aus
Periksa dan bersihkan permukaan cetakan dan rol secara teratur. Jika perlu, perbaiki atau ganti komponen yang aus.
Penyesuaian kecepatan pengangkutan
Jika Anda bergerak terlalu cepat atau tidak memiliki sentuhan yang tepat, Anda dapat menggores permukaan produk. Pastikan Anda memiliki tekanan dan kecepatan yang tepat sehingga penarik bersentuhan dengan produk.
Mengoptimalkan sistem pendingin
Jika suhu air pendingin terlalu tinggi atau terlalu rendah, hal ini dapat menyebabkan pendinginan yang tidak merata atau goresan pada permukaan produk. Pastikan sistem air pendingin berjalan dengan lancar dan menjaga suhu serta laju aliran pendinginan yang tepat.
Ketahanan terhadap goresan adalah sifat penting dalam ekstrusi plastik.Benar
Ketahanan terhadap goresan adalah karakteristik penting untuk banyak ekstrusi plastik, terutama dalam aplikasi seperti suku cadang otomotif, elektronik konsumen, dan pengemasan, di mana daya tahan permukaan penting untuk mempertahankan estetika dan fungsionalitas.
Ketahanan terhadap goresan tidak relevan untuk ekstrusi plastik.Salah
Meskipun tidak semua ekstrusi plastik memerlukan ketahanan terhadap goresan, namun banyak aplikasi yang mendapatkan manfaat dari bahan yang tahan terhadap keausan, memastikan umur yang panjang dan mempertahankan penampilan serta performanya dari waktu ke waktu.
Apa saja cacat dan solusi perbedaan warna ekstrusi plastik?
Cacat perbedaan warna tidak hanya memengaruhi penampilan produk, tetapi juga memengaruhi persepsi konsumen terhadap produk dan penerimaan pasar.
Untuk mengatasi perbedaan warna, memastikan bahan baku yang konsisten, mengoptimalkan proses ekstrusi, dan meningkatkan kontrol lingkungan produksi.
Memastikan konsistensi bahan baku
Untuk menghindari perbedaan warna, penting untuk memiliki bahan baku yang konsisten. Batch bahan baku yang berbeda dapat memiliki warna dan kualitas yang berbeda, yang dapat menyebabkan perbedaan warna selama ekstrusi. Dengan mengontrol secara ketat sumber bahan baku dan proses pencampuran untuk memastikan bahwa bahan baku yang digunakan memiliki warna yang konsisten, Anda dapat sangat mengurangi cacat perbedaan warna.
Mengoptimalkan proses ekstrusi
Warna produk Anda dapat dipengaruhi oleh suhu, tekanan, dan kecepatan proses ekstrusi. Untuk menghindari masalah warna yang disebabkan oleh perubahan dalam proses, pastikan suhu dan tekanan tetap sama saat Anda membuat produk. Jangan menjalankan ekstruder terlalu cepat atau terlalu lambat. Kalibrasi peralatan Anda dan pastikan proses Anda berjalan dengan benar. Hal itu akan membantu Anda membuat produk dengan warna yang sama setiap saat.
Meningkatkan kontrol lingkungan produksi
Warna plastik dapat dipengaruhi oleh faktor-faktor seperti kelembapan dan suhu di lingkungan produksi. Pastikan untuk mengontrol suhu dan kelembapan di bengkel serta memeriksa kebersihan peralatan secara teratur. Anda juga harus mengontrol secara ketat penyebaran dan stabilitas masterbatch warna yang Anda gunakan untuk mengurangi perbedaan warna.
Ekstrusi plastik dapat menyebabkan perbedaan warna pada produk akhir.Benar
Perbedaan warna dalam ekstrusi plastik dapat terjadi karena komposisi bahan yang tidak konsisten, variasi suhu, atau pencampuran pigmen yang tidak tepat, yang menghasilkan warna yang tidak merata pada produk yang diekstrusi.
Ekstrusi plastik tidak menyebabkan perbedaan warna.Salah
Perbedaan warna memang bisa muncul dalam ekstrusi plastik, sering kali sebagai akibat dari berbagai faktor, seperti ketidakkonsistenan bahan, fluktuasi suhu, atau pencampuran aditif atau pigmen yang tidak memadai.
Apa yang dimaksud dengan cacat penyusutan ekstrusi plastik dan solusinya?
Penyusutan adalah masalah umum dalam ekstrusi, terutama ketika membuat profil berdinding tipis atau bentuk yang rumit.
Untuk mengatasi masalah penyusutan, Anda dapat mengontrol suhu ekstruder, memastikan sistem pendingin diatur dengan benar, dan mengendalikan suhu cetakan.

Mengatur Suhu Ekstrusi
Suhu ekstruder penting untuk mengetahui bagaimana bahan mengalir dan menyusut. Dengan mengontrol suhu ekstruder, Anda dapat menghindari melelehkan bahan terlalu banyak atau mendinginkannya terlalu cepat. Hal ini akan membantu menjaga agar ukuran dan bentuk komponen tidak berubah terlalu banyak.
Mengoptimalkan desain sistem pendingin
Seberapa cepat dan bagaimana Anda mendinginkan plastik secara langsung memengaruhi seberapa banyak plastik menyusut. Dengan memastikan air yang mendinginkan plastik mengalir secara merata dan pipa yang mengalirkan air berada di tempat yang tepat, Anda dapat memastikan plastik mendingin secara merata dan tidak menyusut secara tidak merata. Dengan begitu, tidak akan ada bekas penyusutan.
Mengoptimalkan sistem kontrol suhu cetakan
Sistem kontrol suhu cetakan penting untuk proses ekstrusi. Dengan menyesuaikan parameter kontrol suhu pemanasan dan pendinginan cetakan, ini dapat memastikan bahwa produk mempertahankan bentuknya selama produksi dan mengurangi penyusutan.
Penyusutan ekstrusi plastik adalah masalah umum selama proses manufaktur.Benar
Penyusutan terjadi ketika bahan yang diekstrusi mendingin dan menyusut, yang merupakan fenomena normal dalam ekstrusi plastik. Faktor-faktor seperti jenis material, kecepatan ekstrusi, dan laju pendinginan dapat memengaruhi tingkat penyusutan.
Penyusutan ekstrusi plastik dapat dihilangkan sama sekali.Salah
Meskipun penyusutan dapat diminimalkan melalui kontrol yang cermat terhadap parameter proses, namun hal ini tidak sepenuhnya dapat dihindari karena sifat material yang melekat dan responsnya terhadap perubahan suhu selama proses ekstrusi.
Kesimpulan
The proses ekstrusi plastik memiliki banyak masalah, seperti gelembung, retakan menarik, bengkok, ketebalan tidak rata, goresan, perbedaan warna, penyusutan, dll. Kami dapat meningkatkan proses dari bahan baku, suhu, desain dan proses cetakan, dll. Melalui manajemen yang sistematis dan pengoptimalan yang berkelanjutan, kami dapat secara efektif mengurangi cacat dan meningkatkan kualitas produk.








