
Solutions innovantes d'extrusion-soufflage
Découvrez les services innovants d'UPlasTech en matière d'extrusion-soufflage. Des solutions expertes pour des produits plastiques durables et de haute qualité.
Guide des solutions d'extrusion-soufflage sur mesure
Qu'est-ce que l'extrusion-soufflage ?
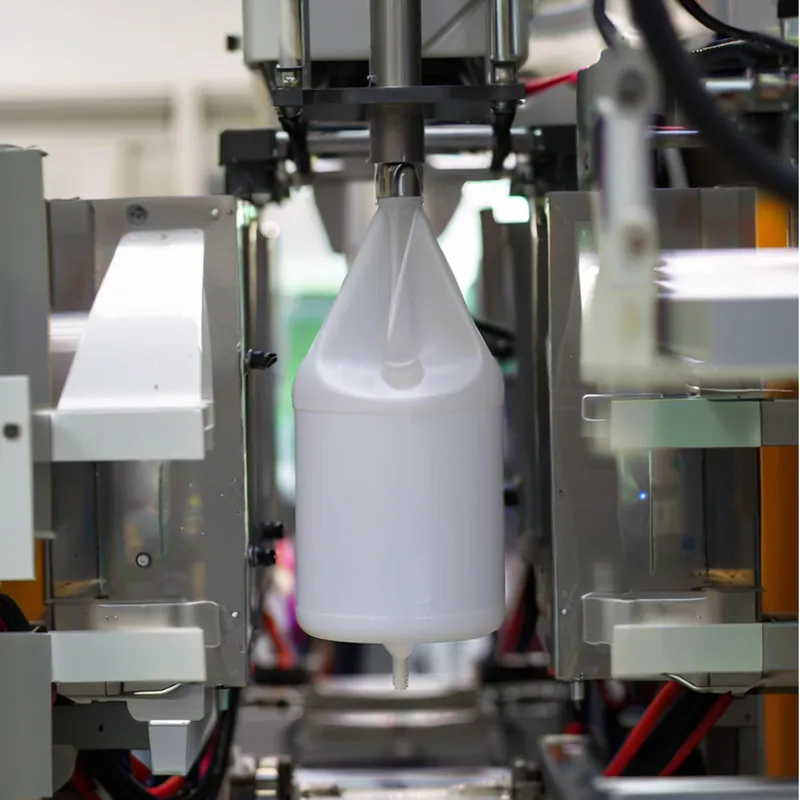
Le moulage par extrusion-soufflage (EBM) est un procédé de fabrication conçu pour créer des objets creux en plastique en gonflant un tube en plastique fondu, appelé paraison, à l'intérieur d'un moule. Issu de techniques similaires au soufflage du verre, le moulage par extrusion-soufflage est devenu un élément essentiel de l'industrie plastique depuis sa mise au point au début du 20e siècle. Le processus commence par la fusion d'une résine thermoplastique, qui est ensuite extrudée dans une paraison. Cette paraison est capturée par un moule métallique refroidi, et de l'air comprimé y est insufflé, forçant le plastique à se dilater et à épouser la forme du moule. Après refroidissement, le moule s'ouvre et la pièce finie est éjectée, nécessitant souvent un ébarbage pour éliminer l'excès de matière ou la bavure.
L'EBM se distingue par sa capacité à produire de grandes quantités d'articles légers et durables à un coût relativement faible, ce qui en fait un outil idéal pour la production de masse. Il est couramment utilisé dans des secteurs tels que l'emballage - pour des articles tels que les bouteilles d'eau et les contenants de shampoing - et l'automobile, pour des composants tels que les conduits d'air et les réservoirs de carburant. Son adaptabilité à différentes formes et tailles, combinée à des coûts de moulage inférieurs à ceux d'autres méthodes, a consolidé son rôle dans la fabrication moderne.
Comment fonctionne le moulage par extrusion-soufflage ?
Le moulage par extrusion-soufflage (EBM) est un procédé de fabrication utilisé pour créer des pièces creuses en plastique, telles que des bouteilles, des conteneurs et des composants automobiles. Il s'agit de faire fondre de la résine plastique, de la former en une structure tubulaire appelée paraison, de la gonfler à l'intérieur d'un moule avec de l'air comprimé pour obtenir la forme souhaitée, de la refroidir, puis d'éjecter la pièce finie. Vous trouverez ci-dessous une explication détaillée du fonctionnement du processus, décomposé en ses principales étapes.
1. Processus étape par étape :
① Fusion et extrusion des matières plastiques :
- Alimentation en matière : Le processus commence par des granulés de plastique, généralement des thermoplastiques tels que le polyéthylène haute densité (PEHD), le polypropylène (PP) ou le polyéthylène téréphtalate (PET), qui sont introduits dans une extrudeuse via une trémie.
- La fusion : À l'intérieur de l'extrudeuse, une vis rotative déplace les granulés dans un cylindre chauffé. La chaleur et l'action mécanique font fondre le plastique dans un état de fusion uniforme.
- Extrusion : Le plastique fondu est forcé à travers une filière, formant un tube creux continu appelé paraison. La filière façonne le diamètre et l'épaisseur de la paroi de la paraison, qui sont essentiels pour le produit final.
② Parison Formation : La paraison est un tube creux doté d'une ouverture centrale qui permet à l'air de passer ultérieurement. Pour les pièces simples, la paraison a une épaisseur uniforme, mais pour les formes complexes, un programmeur de paraison peut ajuster l'espace entre les filières pour faire varier l'épaisseur de manière dynamique au fur et à mesure de l'extrusion de la paraison.
③ Fermeture du moule : La paraison est placée entre les deux moitiés d'un moule métallique refroidi, souvent en aluminium pour sa conductivité thermique. Le moule se referme autour de la paraison, la scellant par le bas (et parfois par le haut) pour emprisonner le plastique et la préparer au gonflage.
④ Souffler : De l'air comprimé est insufflé dans la paraison par l'intermédiaire d'une aiguille ou d'une tige de soufflage. La pression de l'air gonfle la paraison, ce qui lui permet de se dilater et d'épouser la forme intérieure du moule. La pression doit être soigneusement contrôlée pour que le plastique remplisse le moule sans éclater ni laisser de traces.
⑤ Refroidissement : Le moule, équipé de canaux de refroidissement (généralement de l'eau glacée), refroidit rapidement le plastique gonflé pour le solidifier. Cette étape permet à la pièce de conserver sa forme et de pouvoir être manipulée sans se déformer. Le temps de refroidissement dépend de l'épaisseur de la pièce et du matériau utilisé.
⑥ Ejection : Une fois le plastique durci, le moule s'ouvre et la pièce finie est éjectée, souvent à l'aide d'éjecteurs pneumatiques ou mécaniques. À ce stade, la pièce peut présenter un excès de matière, appelé "bavure".
⑦ Trimming : Les bavures - l'excès de plastique au niveau du plan de joint du moule ou des zones de pincement - sont enlevées manuellement à l'aide d'outils ou automatiquement à l'aide de lames ou d'autres équipements. Cette étape finalise la forme de la pièce, et des finitions supplémentaires (comme l'étiquetage) peuvent suivre en fonction de l'application.

2. Facteurs clés de succès :
① Contrôle de la température : Le plastique doit être fondu uniformément et le moule doit être refroidi efficacement pour éviter les défauts tels que le gauchissement ou une épaisseur inégale.
② Parison Control : L'épaisseur et la stabilité de la paraison sont essentielles pour obtenir une épaisseur de paroi uniforme dans le produit final, en particulier pour les formes complexes.
③ Pression atmosphérique : Une pression adéquate permet de gonfler complètement la paraison sans qu'il y ait d'éclatement ou de moulage incomplet.
④ Conception des moules : Le moule doit correspondre à la géométrie de la pièce et permettre une éjection facile.
3. Variations du processus :
① Extrusion continue : La paraison est extrudée de façon régulière et les moules en saisissent des sections au fur et à mesure qu'ils se déplacent. Cette méthode est idéale pour la production en grande quantité de petites pièces, comme les bouteilles de boisson.
② Extrusion intermittente : L'extrusion fait des pauses entre les cycles pour un contrôle plus précis, souvent utilisé pour des pièces plus grandes ou complexes. Ceci inclut :
③ Méthode de la vis à guichet : La vis se déplace vers l'arrière pour recueillir le plastique fondu, puis vers l'avant pour extruder la paraison.
④ Méthode de l'accumulateur : Le plastique fondu est stocké dans un accumulateur et extrudé rapidement, ce qui convient pour les gros articles tels que les réservoirs de carburant.
Quels sont les différents types de moulage par extrusion-soufflage ?
Le moulage par extrusion-soufflage est un procédé de fabrication utilisé pour produire des pièces plastiques creuses, telles que des bouteilles, des conteneurs et des composants automobiles, en extrudant un tube de plastique fondu (appelé paraison) et en le gonflant à l'intérieur d'un moule. Il existe plusieurs types distincts de moulage par extrusion-soufflage, chacun étant adapté à des besoins de production et à des exigences de pièces différents. Les principaux types sont présentés ci-dessous :
1. Extrusion soufflée en continu :
Dans ce cas, la paraison est extrudée en continu par la machine et des moules en capturent des sections pour former les pièces. En raison de sa rapidité et de son efficacité, cette méthode est idéale pour la production en grande quantité d'articles de petite ou moyenne taille, tels que les bouteilles et les conteneurs en plastique. Les variantes de l'extrusion continue sont les suivantes :
- Moulage par soufflage à navette : Les moules se déplacent d'avant en arrière (navette) pour capturer la paraison, ce qui permet une certaine flexibilité dans la production.
- Moulage par soufflage à roue rotative : Plusieurs moules sont montés sur une roue rotative, ce qui permet une production automatisée à grande vitesse.

2. Extrusion-soufflage intermittente :
Dans l'extrusion intermittente, la paraison est extrudée par cycles discrets plutôt qu'en continu, ce qui permet de mieux contrôler sa formation. Ce type d'extrusion est bien adapté aux pièces plus grandes ou plus complexes. Il peut être divisé en deux méthodes :
Vis à guichet Méthode : La vis de l'extrudeuse recule pour accumuler le plastique fondu et avance pour extruder la paraison. Cette méthode est généralement utilisée pour les pièces de taille moyenne et offre une bonne précision.
- Méthode de l'accumulateur : Le plastique fondu est stocké dans un accumulateur, puis extrudé rapidement pour former la paraison. Cette méthode est idéale pour les pièces très grandes ou complexes, telles que les réservoirs de carburant automobile, pour lesquelles un volume important de matériau est nécessaire rapidement.

3. Co-Extrusion Soufflage :
Le moulage par coextrusion-soufflage consiste à utiliser plusieurs extrudeuses pour créer une paraison composée de plusieurs couches de matériaux différents. Ce type de procédé permet d'améliorer les propriétés du produit final, par exemple en améliorant la résistance aux barrières (pour les emballages alimentaires, par exemple) ou en combinant l'esthétique et la solidité. La co-extrusion peut être appliquée aux processus d'extrusion continue et intermittente, ce qui en fait une variante polyvalente plutôt qu'une catégorie complètement distincte, bien qu'elle soit souvent répertoriée comme un type distinct en raison de son importance.

Quels sont les matériaux utilisés dans le moulage par extrusion-soufflage ?
Le moulage par extrusion-soufflage (EBM) est un procédé de fabrication utilisé pour créer des pièces creuses en plastique, telles que des bouteilles, des conteneurs et des composants automobiles. Dans ce processus, la résine plastique est fondue, extrudée dans une structure en forme de tube appelée paraison, puis gonflée à l'intérieur d'un moule pour obtenir la forme souhaitée. Les matériaux utilisés dans l'EBM sont principalement des thermoplastiques, c'est-à-dire des plastiques qui peuvent être fondus, façonnés et refroidis à plusieurs reprises sans subir de dégradation chimique importante.
1. Matériaux courants dans le moulage par extrusion-soufflage :
Les thermoplastiques suivants sont largement utilisés dans l'EBM en raison de leur polyvalence et de leur compatibilité avec le processus :
① Polyéthylène haute densité (PEHD) : Connu pour sa durabilité et sa résistance aux produits chimiques, le PEHD est le matériau le plus populaire en EBM. Il est couramment utilisé pour les bidons de lait, les bouteilles de détergent et les réservoirs de carburant. Sa recyclabilité en fait également un choix durable.
② Polypropylène (PP) : Le PP offre une résistance à la chaleur et une grande souplesse, ce qui le rend idéal pour les pièces automobiles telles que les conduits d'air, ainsi que pour les conteneurs réutilisables. Sa capacité à résister à des contraintes répétées est un avantage clé.
③ Polyéthylène Téréphtalate (PET) : Bien qu'il soit plus typique du moulage par injection-soufflage, le PET est utilisé dans l'EBM pour les bouteilles de boissons et les emballages alimentaires transparents et résistants. Il nécessite un pré-séchage afin d'éviter toute dégradation au cours du traitement.
④ Chlorure de polyvinyle (PVC) : Le PVC est rigide et résistant aux produits chimiques. Il est souvent utilisé pour les tuyaux, les raccords et l'isolation des câbles. Il peut également être rendu flexible pour des applications telles que les tubes médicaux.
⑤ Polystyrène (PS) : Léger et facile à mouler, le PS est utilisé pour les articles jetables tels que les gobelets et les plateaux alimentaires. Il est rentable mais moins durable que d'autres options.
2. Matériaux spécialisés et émergents :
Au-delà des matériaux courants, EBM utilise également des thermoplastiques spécialisés et des alternatives durables pour répondre à des besoins spécifiques :
① Polycarbonate (PC) : Grâce à sa grande résistance aux chocs et à sa transparence, le PC est utilisé pour les grands conteneurs et les pièces automobiles, telles que les bouteilles de refroidissement de l'eau. Il est plus cher mais excelle dans les applications exigeantes.
② Nylon (polyamide) : Le nylon offre une solidité et une résistance à la température, ce qui le rend approprié pour les conduites de carburant et les collecteurs d'admission d'air dans les environnements industriels. Son utilisation est limitée par son coût.
③ Bioplastiques : Les matériaux émergents tels que l'acide polylactique (PLA) ou le polyéthylène biosourcé sont biodégradables et utilisés pour les emballages écologiques. Ils gagnent en popularité en tant qu'options durables.

3. Tableau des matériaux :
| Matériau | Applications courantes | Propriétés principales |
|---|---|---|
| PEHD | Bouteilles, réservoirs de carburant | Durable, résistant aux produits chimiques |
| PP | Pièces automobiles, conteneurs | Résistant à la chaleur, flexible |
| PET | Bouteilles de boissons | Clair, fort |
| PVC | Tuyaux, raccords | Rigide, résistant aux produits chimiques |
| PS | Gobelets et plateaux jetables | Léger, facile à mouler |
| Polycarbonate | Bouteilles réfrigérantes | Haute résistance aux chocs, transparent |
| Nylon | Conduites de carburant, collecteurs | Solide, résistant à la température |
| Bioplastiques | Emballage durable | Biodégradable, respectueux de l'environnement |
Quelles sont les principales applications de l'extrusion-soufflage ?
Le moulage par extrusion-soufflage (EBM) est un procédé de fabrication très répandu qui permet de créer des pièces creuses en plastique en gonflant un tube de plastique fondu, appelé paraison, à l'intérieur d'un moule. Cette technique est appréciée pour sa polyvalence, sa rentabilité et sa capacité à fabriquer des produits légers, durables et de forme complexe. Qu'il s'agisse d'articles de tous les jours comme les bouteilles d'eau ou de composants industriels spécialisés, l'EBM est devenu la pierre angulaire de la fabrication moderne dans de nombreux secteurs.
1. L'industrie alimentaire et des boissons :
Le secteur de l'alimentation et des boissons fait largement appel à EBM pour produire des solutions d'emballage sûres, pratiques et rentables.
- Bouteilles et récipients : L'EBM est utilisé pour fabriquer des bouteilles d'eau, des bidons de lait, des récipients de jus de fruit et des bouteilles de condiments. Ces produits sont légers, résistants aux chocs et conçus pour préserver le contenu et prolonger la durée de conservation.
- Emballage alimentaire : Des articles tels que les pots de yaourt, les barquettes de margarine et les conteneurs de stockage sont fabriqués à l'aide d'EBM et présentent souvent des formes ou des poignées ergonomiques pour le confort de l'utilisateur.
Matériaux utilisés :
- Le polyéthylène haute densité (PEHD) et le polypropylène (PP) sont des choix populaires en raison de leurs propriétés alimentaires, de leur résistance aux produits chimiques et de leur recyclabilité.
Pourquoi l'EBM ?
- Sa capacité à produire des emballages étanches à l'air et aux fuites à grande échelle en fait la solution idéale pour les denrées périssables. En outre, l'EBM soutient les tendances en matière de développement durable en permettant l'utilisation de plastiques recyclés.

2. Produits ménagers et de soins personnels :
L'EBM est un processus de référence pour la création de contenants fonctionnels et visuellement attrayants pour les articles ménagers et les produits de soins personnels.
- Bouteilles de détergents et de produits de nettoyage : Des bouteilles robustes et résistantes aux produits chimiques pour les détergents, les produits de blanchiment et les sprays de nettoyage sont fabriquées en EBM et sont souvent munies d'une poignée pour faciliter leur utilisation.
- Contenants pour cosmétiques et soins personnels : Les flacons de shampoing, les distributeurs de lotion, les bâtons de déodorant et les pots de produits cosmétiques bénéficient de la capacité de l'EBM à créer des motifs complexes, tels que des logos en relief ou des surfaces texturées.
Matériaux utilisés :
Le PEHD et le polyéthylène basse densité (PEBD) offrent flexibilité et durabilité, tandis que le polyéthylène téréphtalate (PET) assure la clarté des produits haut de gamme.
Pourquoi l'EBM ?
Ce procédé permet de mouler directement des formes complexes et des éléments de marquage, ce qui renforce l'attrait du produit. Les options de coextrusion multicouche améliorent également les propriétés de barrière, prolongeant ainsi la durée de conservation.

3. Industrie pharmaceutique et des soins de santé :
Dans le secteur des soins de santé, EBM fournit des emballages et des composants sûrs, précis et stériles qui répondent à des normes strictes.
- Flacons pharmaceutiques : Les flacons de pilules, de sirops et de médicaments liquides sont produits à l'aide d'EBM et comportent souvent des bouchons d'inviolabilité ou des fermetures à l'épreuve des enfants.
- Composants de dispositifs médicaux : Les pièces souples et creuses telles que les soufflets, les ampoules à presser et les masques respiratoires sont fabriquées à l'aide de la technologie EBM pour des applications médicales.
Matériaux utilisés :
Le PP et le PEHD garantissent la stérilité et la résistance chimique, tandis que les élastomères thermoplastiques (TPE) assurent la flexibilité des tubes et des joints.
Pourquoi l'EBM ?
Sa précision garantit une qualité constante, essentielle pour la conformité réglementaire, et il prend en charge des fonctions telles que les marquages gradués pour un dosage précis.

4. L'industrie automobile :
EBM contribue à l'efficacité et à la performance des véhicules en produisant des composants légers et durables.
- Conduits d'air et composants CVC : Les pièces creuses complexes qui canalisent l'air à l'intérieur des véhicules sont fabriquées à l'aide d'EBM, ce qui permet de réduire le poids et d'améliorer le rendement énergétique.
- Réservoirs de carburant et de fluides : Les petits réservoirs de carburant (pour les motos, par exemple) et les réservoirs de lave-glace ou de liquide de refroidissement sont fabriqués à l'aide d'EBM pour une durabilité à l'épreuve des fuites.
Matériaux utilisés :
Le PEHD et le PP offrent une résistance à la chaleur, tandis que la coextrusion multicouche ajoute des barrières pour empêcher la perméation du carburant.
Pourquoi l'EBM ?
Il produit des formes complexes de grande taille avec des caractéristiques intégrées telles que des points de montage, ce qui permet de réduire les coûts d'assemblage et de soutenir l'accent mis par l'industrie sur l'allègement.

5. Applications industrielles et agricoles :
EBM excelle dans la création de conteneurs et de composants robustes et de grande taille pour l'industrie et l'agriculture.
- Fûts et réservoirs industriels : Les grands conteneurs, tels que les fûts de 55 gallons pour les produits chimiques ou les lubrifiants, sont fabriqués en EBM pour résister aux conditions difficiles.
- Produits agricoles : Les arrosoirs, les pulvérisateurs de pesticides et les conteneurs d'engrais sont conçus de manière ergonomique grâce à l'EBM.
Matériaux utilisés :
Le PEHD offre une résistance aux chocs et une stabilité chimique, tandis que le PVC offre une rigidité adaptée à des besoins spécifiques.
Pourquoi l'EBM ?
Sa capacité à produire des pièces uniformes à parois épaisses garantit la durabilité, et les caractéristiques intégrées telles que les cols filetés améliorent la fonctionnalité.

6. Jouets et produits récréatifs :
L'EBM est largement utilisé pour créer des produits sûrs, durables et amusants pour les enfants et les activités de plein air.
- Jouets : Les jouets en plastique creux tels que les balles, les maisons de jeu et les véhicules autoportés sont fabriqués à l'aide d'EBM, ce qui garantit des bords lisses et sûrs et des couleurs éclatantes.
- Articles de sport : Les kayaks, les luges et les équipements d'aires de jeux tirent parti de la capacité d'EBM à produire des structures de grande taille, sans soudure et légères.
Matériaux utilisés :
Le PEBD et le PEHD garantissent la flexibilité, la sécurité et la résistance aux chocs.
Pourquoi l'EBM ?
La souplesse de conception permet de créer des formes créatives avec des caractéristiques intégrées, et l'utilisation de matériaux non toxiques et recyclables répond aux normes de sécurité et d'environnement.

7. Construction et infrastructure :
EBM soutient la construction en produisant des composants durables et résistants aux intempéries.
- Tuyaux et conduits : Les conduits de ventilation, les tuyaux de drainage et les couvercles de protection sont fabriqués avec de l'EBM pour une plus grande légèreté.
- Barrières et équipements de sécurité : Les cônes de signalisation, les barrières de sécurité et les réservoirs de toilettes portables bénéficient des capacités à grande échelle d'EBM.
Matériaux utilisés :
Le PEHD et le PVC assurent la résistance aux intempéries et la longévité.
Pourquoi l'EBM ?
Il fournit rapidement des pièces homogènes et sans soudure, répondant ainsi à la forte demande et aux besoins structurels des projets de construction.

Avantages et limites du moulage par extrusion-soufflage
Avantages :
① Rentabilité : Les coûts réduits des moules et de l'équipement en font un outil idéal pour la production à grande échelle.
② Flexibilité de conception : Permet de produire facilement des formes complexes en ajustant les moules ou les réglages de la paraison.
③ Polyvalence des matériaux : Fonctionne avec différents thermoplastiques pour des propriétés sur mesure.
④ Produits légers : Permet de créer des articles durables et légers, réduisant ainsi les coûts de matériaux et d'expédition.
Limites :
① Déchets matériels : Produit plus de déchets (flash) que les autres méthodes, ce qui nuit à l'efficacité.
② Opérations secondaires : Nécessite un élagage, ce qui augmente le temps et les coûts.
③ Problèmes de remplissage des coins : Les paraisons minces ont du mal à s'adapter aux angles vifs, ce qui risque d'entraîner des défectuosités.
④ Opération qualifiée : Nécessite un personnel qualifié pour gérer les variables du processus.
Solutions d'extrusion et de moulage par soufflage
Découvrez des solutions expertes d'extrusion-soufflage pour des produits plastiques personnalisés. Découvrez les matériaux, les processus, les considérations de conception et les méthodes de production durables pour répondre à vos besoins de fabrication.

Guide des solutions d'extrusion-soufflage sur mesure
- Machines et équipements pour l'extrusion-soufflage
- Principales considérations en matière de conception dans le domaine du moulage par extrusion-soufflage
- Comparaison entre l'extrusion-soufflage et les autres procédés de moulage
- Quels sont les défauts les plus courants dans le moulage par extrusion-soufflage ?
- Prototypage et production en petites séries en EBM
- Durabilité et recyclage dans l'extrusion-soufflage
Quels sont les machines et équipements utilisés pour l'extrusion-soufflage ?
Le moulage par extrusion-soufflage (EBM) est un procédé de fabrication qui permet de créer des pièces creuses en plastique, telles que des bouteilles et des conteneurs, en faisant fondre le plastique, en le formant en tube (paraison), en le gonflant à l'intérieur d'un moule et en le refroidissant jusqu'à ce qu'il prenne sa forme finale. Les machines et les équipements utilisés sont spécialisés pour réaliser ces étapes de manière efficace. En voici une description détaillée :
1. Extrudeuse :
L'extrudeuse est l'élément central où les granulés de plastique (PEHD, PP, etc.) sont introduits dans une trémie, fondus et mélangés. Elle comporte une vis rotative à l'intérieur d'un cylindre chauffé qui fait fondre le plastique et le pousse vers la filière. Les extrudeuses modernes sont souvent équipées de dispositifs de contrôle précis de la température et de la vitesse afin de garantir une fusion homogène.
2. Moule d'extrusion :
La matrice façonne le plastique fondu en un tube creux appelé paraison. Sa conception permet de contrôler le diamètre et l'épaisseur de la paroi de la paraison, qui sont essentiels pour la qualité du produit final. Les matrices réglables ou les systèmes de programmation des paraisons permettent d'ajuster l'épaisseur en temps réel, en particulier pour les pièces complexes.
3. Moule de soufflage :
Généralement fabriqué en aluminium pour sa rentabilité et sa conductivité thermique, le moule se compose de deux moitiés qui se referment autour de la paraison pour donner à la pièce sa forme définitive. Les moules sont souvent dotés de canaux de refroidissement et d'évents intégrés pour garantir une solidification correcte et l'évacuation de l'air pendant le gonflage.
4. Goupille de soufflage :
La tige de soufflage envoie de l'air comprimé dans la paraison, la gonflant contre les parois du moule. Son positionnement et le flux d'air doivent être précis afin d'éviter des défauts tels qu'une épaisseur inégale ou des soufflures. Dans certains cas, la tige de soufflage permet également de découper l'excédent de matière.
5. Unité de serrage :
Ce système sécurise les moitiés du moule pendant le gonflage et le refroidissement, en s'opposant à la pression de l'air à l'intérieur. Il peut être hydraulique ou mécanique, avec une force suffisante pour éviter les fuites ou les désalignements qui pourraient entraîner des bavures ou des pièces défectueuses.
6. Système de refroidissement :
Le refroidissement est assuré par des canaux d'eau à l'intérieur du moule, qui font circuler de l'eau réfrigérée pour solidifier rapidement le plastique. Un refroidissement efficace réduit les temps de cycle et empêche le gauchissement, certains systèmes incorporant un refroidissement par air pour un contrôle supplémentaire.
7. Station d'élagage :
Après l'éjection, l'excès de plastique (flash) formé au niveau du plan de joint du moule ou des zones de pincement est éliminé au niveau de la station d'ébarbage. Cette opération peut être réalisée à l'aide d'outils manuels, de lames automatisées ou de lasers, en fonction de l'échelle de production et des besoins de précision.
8. Équipement supplémentaire :
① Dispositifs de programmation Parison : Ajustent dynamiquement les paramètres de l'outil pour une épaisseur de paroi uniforme.
② Têtes d'accumulateur : Stockent le plastique fondu pour une extrusion intermittente, idéale pour les pièces complexes ou de grande taille.
③ Systèmes d'automatisation : Des robots ou des convoyeurs manipulent les pièces dans des installations à grand volume, améliorant ainsi l'efficacité.
Quelles sont les principales considérations en matière de conception dans le domaine du moulage par extrusion-soufflage ?
La conception pour l'EBM nécessite de trouver un équilibre entre la fonctionnalité, l'esthétique et la fabricabilité de la pièce. Voici les principales considérations, expliquées en détail :
1. Uniformité de l'épaisseur de la paroi :
Une épaisseur de paroi constante garantit la résistance et les performances. La tendance du paraison à s'affaisser sous l'effet de la gravité peut entraîner un amincissement. Les concepteurs utilisent donc la programmation du paraison pour ajuster l'épaisseur pendant l'extrusion, en veillant à ce que les zones critiques (par exemple, les coins) aient suffisamment de matière.
2. Conception du moule :
Le moule doit correspondre à la géométrie de la pièce, y compris aux caractéristiques complexes telles que les poignées ou les contre-dépouilles. Il doit être correctement ventilé pour libérer l'air emprisonné, disposer de canaux de refroidissement pour une solidification uniforme et être conçu de manière à permettre l'éjection facile de la pièce sans l'endommager.
3. Sélection des matériaux :
Le choix du thermoplastique (par exemple, PEHD pour la durabilité, PP pour la résistance à la chaleur, PET pour la clarté) dépend des exigences de la pièce : solidité mécanique, résistance chimique ou apparence. La viscosité du matériau influe également sur la façon dont il s'étire pendant le gonflage.
4. Placement de la ligne de séparation :
Le plan de joint, où les deux moitiés du moule se rencontrent, a un impact sur la formation de la bavure et la facilité de découpage. En le plaçant dans des zones non critiques ou moins visibles, on réduit le post-traitement et on améliore l'esthétique, tout en veillant à ce que les zones fonctionnelles restent intactes.
5. Rapport de soufflage :
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Angles de dépouille et rayons :
De légers cônes (angles de dépouille) et des arêtes arrondies (rayons) facilitent l'enlèvement des pièces, réduisent les points de contrainte et améliorent l'écoulement du matériau pendant le gonflage, minimisant ainsi les défauts tels que les fissures ou les parois irrégulières.
7. Conception à pincement :
Le pincement scelle le fond de la paraison en formant une ligne de soudure. Un pinch-off solide empêche les fuites, réduit les bavures et assure la stabilité (par exemple, pour les bouteilles debout), ce qui nécessite un alignement et une pression précis du moule.

Comparaison entre l'extrusion-soufflage et les autres procédés de moulage
L'EBM excelle pour les pièces creuses de grande taille, contrairement à l'injection-soufflage (IBM), qui convient aux petites pièces précises, ou au rotomoulage (RM), idéal pour les pièces de très grande taille, mais plus lent et plus coûteux. Voir le tableau ci-dessous :
| Processus | Meilleur pour | Avantages | Limites |
|---|---|---|---|
| EBM | Grandes pièces creuses | Rentabilité, flexibilité | Déchets, étapes secondaires |
| IBM | Petites pièces précises | Haute précision | Coûts plus élevés, limites de taille |
| RM | Très grandes pièces | Epaisseur uniforme | Lent, coûteux |
Quels sont les défauts les plus courants dans le moulage par extrusion-soufflage ?
Les défauts de l'EBM peuvent compromettre la qualité, mais ils sont gérables si l'on procède aux ajustements nécessaires. Voici une liste des problèmes les plus courants et de leurs solutions :
1. Épaisseur inégale des parois :
Cause : Affaissement du paraison, réglages incohérents de la matrice ou mauvaise programmation.
Fixer : Mettre en œuvre une programmation de la paraison pour faire varier l'épaisseur en fonction des besoins, ou utiliser des systèmes de soutien (par exemple, des anneaux d'air) pour stabiliser la paraison pendant l'extrusion.
2. Des coups d'éclat :
Cause : Pression d'air excessive ou zones de paraison faibles en raison d'un chauffage inégal.
Fixer : Réduire la pression de soufflage, assurer une température de fusion uniforme ou passer à un matériau plus résistant pour supporter le gonflage.
3. Flash :
Cause : Excès de matière au niveau du plan de joint dû à un mauvais alignement ou à des moules usés.
Fixer : Alignez les moules avec précision, entretenez ou remplacez les composants usés et réglez la force de serrage pour éviter le suremballage.
4. Déformation :
Cause : Refroidissement inégal provoquant des tensions internes et des déformations.
Fixer : Optimisez le refroidissement en ajustant le débit d'eau ou la température du moule, et assurez une épaisseur de paroi constante pour équilibrer les taux de solidification.
5. Lignes de soudure :
Cause : Coutures fragiles aux points de pincement en raison d'une faible pression ou d'une mauvaise fusion des matériaux.
Fixer : Améliorez la conception du pincement, augmentez la force de serrage ou réglez la température de la matière fondue pour améliorer l'écoulement et le collage.
6. Défauts de surface (par exemple, stries, bulles) :
Cause : Contaminants, humidité dans la résine ou mauvaise fusion.
Fixer : Utilisez des matériaux secs et propres et modifiez les réglages de l'extrudeuse (vitesse de la vis, chaleur du cylindre) pour obtenir une fusion plus douce.

Prototypage et production en petites séries en EBM
Le prototypage et la production de petites séries en EBM adaptent le processus aux faibles volumes, en mettant l'accent sur les coûts et la flexibilité. Voici comment procéder :
1. Machines plus petites :
Des machines EBM compactes sont utilisées, nécessitant moins d'énergie et de temps d'installation que les systèmes à grande échelle. Elles sont idéales pour tester ou produire des séries limitées sans investissement lourd.
2. Moules imprimés en 3D :
Le prototypage rapide à l'aide de moules imprimés en 3D permet de réduire les délais et les coûts. Bien que moins durables que les moules en métal, ils suffisent pour les conceptions initiales ou les petits lots, permettant des itérations rapides.
3. Extrusion intermittente :
Cette méthode, qui utilise souvent des têtes d'accumulation, stocke le plastique fondu et le libère en fonction des besoins, ce qui permet un contrôle précis de la formation des paraisons, idéal pour les petites séries détaillées ou les prototypes.

4. Outillage simplifié :
Les moules à cavité unique ou l'outillage de base réduisent les dépenses par rapport aux installations à cavités multiples, ce qui permet de tester les concepts à un prix abordable avant de passer à l'échelle supérieure.
5. Ajustements flexibles :
Les paramètres réglables de l'EBM (température, pression, etc.) et la polyvalence des matériaux permettent d'expérimenter différentes résines ou paramètres afin d'affiner efficacement les prototypes.
Durabilité et recyclage dans l'extrusion-soufflage
EBM contribue au développement durable et au recyclage grâce à des pratiques innovantes qui réduisent l'impact sur l'environnement. Voici comment :
1. Matériaux recyclés :
L'utilisation de plastiques recyclés après consommation (p. ex. rHDPE) dans l'EBM réduit la dépendance à l'égard des résines vierges. De nombreux produits, comme les emballages, contiennent désormais jusqu'à 50% de matières recyclées, ce qui permet de maintenir les performances tout en réduisant les déchets.
2. Plastiques biodégradables :
Les progrès réalisés dans le domaine des thermoplastiques biodégradables pour l'EBM offrent des alternatives respectueuses de l'environnement, se décomposant naturellement et réduisant la pollution à long terme, en particulier dans les applications à usage unique.
3. Optimisation de la conception :
Des parois plus minces, des formes profilées et une réduction des bavures grâce à une meilleure conception des moules réduisent l'utilisation de matériaux et les déchets, améliorant ainsi l'efficacité sans sacrifier la qualité.
4. Machines économes en énergie :
Les équipements EBM modernes sont dotés de technologies d'économie d'énergie, telles que des entraînements à vitesse variable et un chauffage amélioré, ce qui réduit l'empreinte carbone du processus.
5. Recyclage en circuit fermé :
Les déchets de production (par exemple, le flash) sont rebroyés et réutilisés sur place, ce qui permet de minimiser les déchets et de soutenir une économie circulaire dans le cadre du processus de fabrication.
6. Allègement :
La création de pièces plus légères permet de réduire les matériaux et l'énergie nécessaire au transport, ce qui est conforme aux objectifs de développement durable tout en respectant les normes de performance.

FAQ POUR LE CLIENT
Démarrer avec Uplastech
Vous avez des questions ? Nous avons les réponses.
Nous sommes spécialisés dans l'extrusion, le formage sous vide, le moulage par soufflage et la fabrication de moules de précision, offrant des solutions personnalisées pour répondre à vos divers besoins de fabrication.
Nous travaillons avec diverses industries, notamment l'automobile, l'électronique, les biens de consommation et l'emballage, en nous concentrant sur les partenariats B2B et en fournissant des solutions dans les domaines de l'extrusion, du thermoformage, du moulage par soufflage et de la fabrication de moules de précision.
Oui, nous adaptons nos solutions à vos besoins spécifiques.
Prendre contact
N'hésitez pas à nous envoyer un courriel ou à remplir le formulaire ci-dessous pour obtenir un devis.
Courriel : uplastech@gmail.com
