 Skip to content
Skip to content 
Innovative Extrusion Blow Molding Solutions
Discover UPlasTech innovative extrusion blow molding services. Expert solutions for durable, high-quality plastic products.
Guide to Custom Extrusion Blow Molding Solution
What is Extrusion Blow Molding?
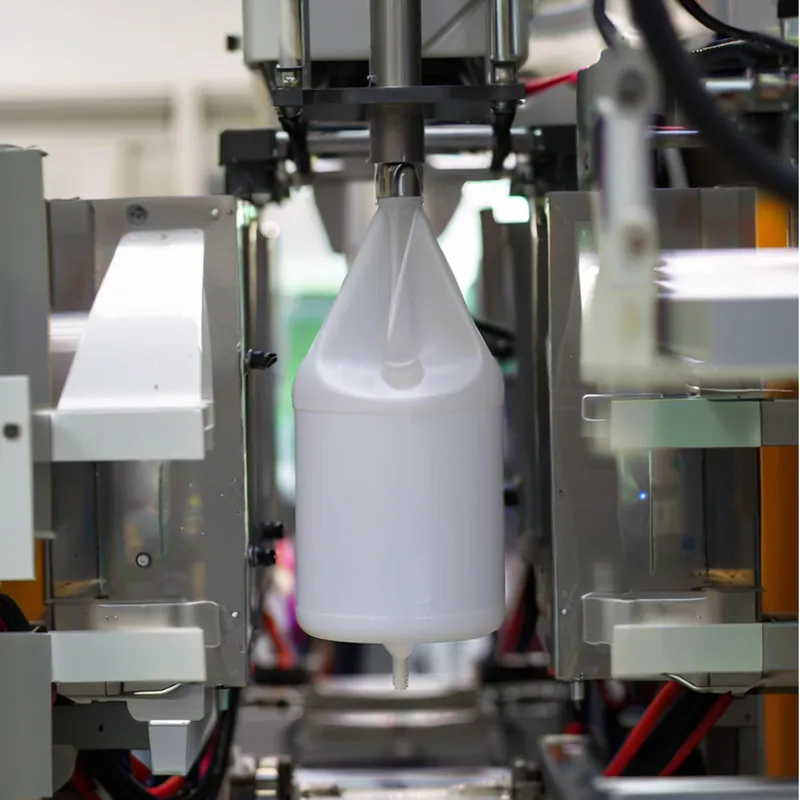
Extrusion Blow Molding (EBM) is a manufacturing process designed to create hollow plastic objects by inflating a molten plastic tube, known as a parison, within a mold. Originating from techniques similar to glassblowing, EBM has become a staple in the plastics industry since its development in the early 20th century. The process starts with melting thermoplastic resin, which is then extruded into a parison. This parison is captured by a cooled metal mold, and compressed air is blown into it, forcing the plastic to expand and conform to the mold’s shape. After cooling, the mold opens, and the finished part is ejected, often requiring trimming to remove excess material, or flash.
EBM stands out for its ability to produce large quantities of lightweight, durable items at a relatively low cost, making it ideal for mass production. It is commonly used in industries such as packaging—for items like water bottles and shampoo containers—and automotive, for components like air ducts and fuel tanks. Its adaptability to various shapes and sizes, combined with lower mold costs compared to other methods, has solidified its role in modern manufacturing.
How Does Extrusion Blow Molding Work?
Extrusion Blow Molding (EBM) is a manufacturing process used to create hollow plastic parts, such as bottles, containers, and automotive components. It involves melting plastic resin, forming it into a tube-like structure called a parison, inflating it inside a mold with compressed air to achieve the desired shape, cooling it, and then ejecting the finished part. Below is a detailed explanation of how the process works, broken down into its key stages.
1. Step-by-Step Process:
① Plastic Melting and Extrusion:
- Material Feeding: The process starts with plastic pellets, typically thermoplastics like High-Density Polyethylene (HDPE), Polypropylene (PP), or Polyethylene Terephthalate (PET), being fed into an extruder via a hopper.
- Melting: Inside the extruder, a rotating screw moves the pellets through a heated barrel. The heat and mechanical action melt the plastic into a uniform molten state.
- Extrusion: The molten plastic is forced through a die, forming a continuous hollow tube called a parison. The die shapes the parison’s diameter and wall thickness, which are critical for the final product.
② Parison Formation: The parison is a hollow tube with a central opening that allows air to pass through later. For simple parts, the parison has uniform thickness, but for complex shapes, a parison programmer can adjust the die gap to vary the thickness dynamically as the parison is extruded.
③ Mold Closing: The parison is positioned between two halves of a cooled metal mold, often made of aluminum for its thermal conductivity. The mold closes around the parison, sealing it at the bottom (and sometimes the top) to trap the plastic and prepare it for inflation.
④ Blowing: Compressed air is blown into the parison through a blow pin or needle. The air pressure inflates the parison, causing it to expand and conform to the mold’s interior shape. The pressure must be carefully controlled to ensure the plastic fills the mold without bursting or leaving thin spots.
⑤ Cooling: The mold, equipped with cooling channels (usually circulating chilled water), rapidly cools the inflated plastic to solidify it. This step ensures the part retains its shape and can be handled without deforming. Cooling time depends on the part’s thickness and the material used.
⑥ Ejection: Once the plastic has hardened, the mold opens, and the finished part is ejected, often with the help of air or mechanical ejectors. At this stage, the part may have excess material, known as flash, still attached.
⑦ Trimming: Flash—excess plastic from the mold’s parting line or pinch-off areas—is removed manually with tools or automatically using blades or other equipment. This step finalizes the part’s shape, and additional finishing (like labeling) may follow depending on the application.

2. Key Factors for Success:
① Temperature Control: The plastic must be melted evenly, and the mold cooled efficiently to prevent defects like warping or uneven thickness.
② Parison Control: The parison’s thickness and stability are vital for uniform wall thickness in the final product, especially for complex shapes.
③ Air Pressure: Proper pressure ensures the parison inflates fully without blowouts or incomplete molding.
④ Mold Design: The mold must match the part’s geometry and allow for easy ejection.
3. Variations of the Process:
① Continuous Extrusion: The parison is extruded steadily, and molds capture sections of it as they move. This is ideal for high-volume production of smaller parts, like beverage bottles.
② Intermittent Extrusion: The extrusion pauses between cycles for more precise control, often used for larger or complex parts. This includes:
③ Reciprocating Screw Method: The screw moves back to gather molten plastic, then forward to extrude the parison.
④ Accumulator Method: Molten plastic is stored in an accumulator and extruded rapidly, suitable for large items like fuel tanks.
What Are the Different Types of Extrusion Blow Molding?
Extrusion blow molding is a manufacturing process used to produce hollow plastic parts, such as bottles, containers, and automotive components, by extruding a tube of molten plastic (called a parison) and inflating it inside a mold. There are several distinct types of extrusion blow molding, each suited to different production needs and part requirements. Below are the main types:
1. Continuous Extrusion Blow Molding:
In this type, the parison is extruded continuously from the machine, and molds capture sections of it to form the parts. This method is ideal for high-volume production of small to medium-sized items, such as plastic bottles and containers, due to its speed and efficiency. Variations within continuous extrusion include:
- Shuttle Blow Molding: The molds move back and forth (shuttle) to capture the parison, allowing for flexibility in production.
- Rotary Wheel Blow Molding: Multiple molds are mounted on a rotating wheel, enabling high-speed, automated production.

2. Intermittent Extrusion Blow Molding:
In intermittent extrusion, the parison is extruded in discrete cycles rather than continuously, providing greater control over its formation. This type is well-suited for larger or more complex parts. It can be further divided into two methods:
Reciprocating Screw Method: The screw in the extruder moves back to accumulate molten plastic and then forward to extrude the parison. This method is typically used for medium-sized parts and offers good precision.
- Accumulator Method: Molten plastic is stored in an accumulator and then rapidly extruded to form the parison. This is ideal for very large or intricate parts, such as automotive fuel tanks, where a significant volume of material is needed quickly.

3. Co-Extrusion Blow Molding:
Co-extrusion blow molding involves using multiple extruders to create a parison with several layers of different materials. This type enhances the properties of the final product, such as improving barrier resistance (e.g., for food packaging) or combining aesthetics with strength. Co-extrusion can be applied to both continuous and intermittent extrusion processes, making it a versatile variation rather than a completely separate category, though it is often listed as a distinct type due to its significance.

What Materials Are Used in Extrusion Blow Molding?
Extrusion Blow Molding (EBM) is a manufacturing process used to create hollow plastic parts, such as bottles, containers, and automotive components. In this process, plastic resin is melted, extruded into a tube-like structure called a parison, and then inflated inside a mold to form the desired shape. The materials used in EBM are primarily thermoplastics—plastics that can be melted, shaped, and cooled repeatedly without significant chemical degradation.
1. Common Materials in Extrusion Blow Molding:
The following thermoplastics are widely used in EBM due to their versatility and compatibility with the process:
① High-Density Polyethylene (HDPE): Known for its durability and chemical resistance, HDPE is the most popular material in EBM. It’s commonly used for milk jugs, detergent bottles, and fuel tanks. Its recyclability also makes it a sustainable choice.
② Polypropylene (PP): PP offers heat resistance and flexibility, making it ideal for automotive parts like air ducts, as well as reusable containers. Its ability to withstand repeated stress is a key advantage.
③ Polyethylene Terephthalate (PET): While more typical in injection blow molding, PET is used in EBM for clear, strong beverage bottles and food packaging. It requires pre-drying to avoid degradation during processing.
④ Polyvinyl Chloride (PVC): PVC is rigid and chemical-resistant, often used for pipes, fittings, and cable insulation. It can also be made flexible for applications like medical tubing.
⑤ Polystyrene (PS): Lightweight and easy to mold, PS is used for disposable items like cups and food trays. It’s cost-effective but less durable than other options.
2. Specialized and Emerging Materials:
Beyond the common materials, EBM also employs specialized thermoplastics and sustainable alternatives for specific needs:
① Polycarbonate (PC): With high impact strength and transparency, PC is used for large containers and automotive parts, such as water cooler bottles. It’s more expensive but excels in demanding applications.
② Nylon (Polyamide): Nylon provides strength and temperature resistance, making it suitable for fuel lines and air intake manifolds in industrial settings. Its use is limited by cost.
③ Bioplastics: Emerging materials like polylactic acid (PLA) or bio-based polyethylene are biodegradable and used for eco-friendly packaging. They’re gaining traction as sustainable options.

3. Materials Table:
| Material | Common Applications | Key Properties |
|---|---|---|
| HDPE | Bottles, fuel tanks | Durable, chemical-resistant |
| PP | Automotive parts, containers | Heat-resistant, flexible |
| PET | Beverage bottles | Clear, strong |
| PVC | Pipes, fittings | Rigid, chemical-resistant |
| PS | Disposable cups, trays | Lightweight, easy to mold |
| Polycarbonate | Water cooler bottles | High impact strength, transparent |
| Nylon | Fuel lines, manifolds | Strong, temperature-resistant |
| Bioplastics | Sustainable packaging | Biodegradable, eco-friendly |
What Are the Main Applications of Extrusion Blow Molding?
Extrusion Blow Molding (EBM) is a widely used manufacturing process that creates hollow plastic parts by inflating a molten plastic tube, known as a parison, inside a mold. This technique is prized for its versatility, cost-effectiveness, and ability to produce lightweight, durable, and complex-shaped products. From everyday items like water bottles to specialized industrial components, EBM has become a cornerstone of modern manufacturing across multiple industries.
1. Food and Beverage Industry:
The food and beverage sector relies heavily on EBM to produce safe, practical, and cost-effective packaging solutions.
- Bottles and Containers: EBM is used to make water bottles, milk jugs, juice containers, and condiment bottles. These products are lightweight, shatter-resistant, and designed to preserve contents and extend shelf life.
- Food Packaging: Items such as yogurt cups, margarine tubs, and storage containers are crafted with EBM, often featuring ergonomic shapes or handles for user convenience.
Materials Used:
- High-Density Polyethylene (HDPE) and Polypropylene (PP) are popular choices due to their food-safe properties, chemical resistance, and recyclability.
Why EBM?
- Its ability to produce airtight, leak-proof packaging at scale makes it ideal for perishable goods. Additionally, EBM supports sustainability trends by enabling the use of recycled plastics.

2. Household and Personal Care Products:
EBM is a go-to process for creating functional and visually appealing containers for household and personal care items.
- Detergent and Cleaning Product Bottles: Sturdy, chemical-resistant bottles for laundry detergents, bleaches, and cleaning sprays are made with EBM, often including handles for easy use.
- Cosmetic and Personal Care Containers: Shampoo bottles, lotion dispensers, deodorant sticks, and cosmetic jars benefit from EBM’s ability to create intricate designs, such as embossed logos or textured surfaces.
Materials Used:
HDPE and Low-Density Polyethylene (LDPE) offer flexibility and durability, while Polyethylene Terephthalate (PET) provides clarity for premium products.
Why EBM?
The process allows for complex shapes and branding features to be molded directly, enhancing product appeal. Multi-layer co-extrusion options also improve barrier properties, prolonging shelf life.

3. Pharmaceutical and Healthcare Industry:
In healthcare, EBM delivers safe, precise, and sterile packaging and components that meet stringent standards.
- Pharmaceutical Bottles: Bottles for pills, syrups, and liquid medications are produced with EBM, often incorporating tamper-evident caps or child-resistant closures.
- Medical Device Components: Flexible, hollow parts like bellows, squeeze bulbs, and respiratory masks are made using EBM for medical applications.
Materials Used:
PP and HDPE ensure sterility and chemical resistance, while Thermoplastic Elastomers (TPE) provide flexibility for tubing and seals.
Why EBM?
Its precision ensures consistent quality, critical for regulatory compliance, and it supports features like graduated markings for accurate dosing.

4. Automotive Industry:
EBM contributes to vehicle efficiency and performance by producing lightweight, durable components.
- Air Ducts and HVAC Components: Complex, hollow parts that channel air within vehicles are made with EBM, reducing weight and improving fuel efficiency.
- Fuel Tanks and Fluid Reservoirs: Small fuel tanks (e.g., for motorcycles) and reservoirs for windshield washer fluid or coolant are crafted with EBM for leak-proof durability.
Materials Used:
HDPE and PP offer heat resistance, while multi-layer co-extrusion adds barriers to prevent fuel permeation.
Why EBM?
It produces large, complex shapes with integrated features like mounting points, cutting assembly costs and supporting the industry’s focus on lightweighting.

5. Industrial and Agricultural Applications:
EBM excels in creating robust, large-scale containers and components for industrial and agricultural use.
- Industrial Drums and Tanks: Large containers, such as 55-gallon drums for chemicals or lubricants, are made with EBM to withstand harsh conditions.
- Agricultural Products: Watering cans, pesticide sprayers, and fertilizer containers feature ergonomic designs enabled by EBM.
Materials Used:
HDPE provides impact resistance and chemical stability, while PVC offers rigidity for specific needs.
Why EBM?
Its ability to produce thick-walled, uniform parts ensures durability, and integrated features like threaded necks enhance functionality.

6. Toys and Recreational Products:
EBM is widely used to create safe, durable, and fun products for children and outdoor activities.
- Toys: Hollow plastic toys like balls, playhouses, and ride-on vehicles are made with EBM, ensuring smooth, safe edges and vibrant colors.
- Sporting Goods: Kayaks, sleds, and playground equipment leverage EBM’s ability to produce large, seamless, and lightweight structures.
Materials Used:
LDPE and HDPE ensure flexibility, safety, and impact resistance.
Why EBM?
Design flexibility allows for creative shapes with integrated features, and the use of non-toxic, recyclable materials meets safety and environmental standards.

7. Construction and Infrastructure:
EBM supports construction by producing durable, weather-resistant components.
- Pipes and Ducts: Ventilation ducts, drainage pipes, and protective covers are made with EBM for lightweight strength.
- Barriers and Safety Equipment: Traffic cones, safety barriers, and portable restroom tanks benefit from EBM’s large-scale capabilities.
Materials Used:
HDPE and PVC provide weather resistance and longevity.
Why EBM?
It delivers seamless, consistent parts quickly, meeting the high demand and structural needs of construction projects.

Advantages and Limitations of Extrusion Blow Molding
Advantages:
① Cost-Effectiveness: Lower mold and equipment costs make it ideal for large-scale production.
② Design Flexibility: Easily produces complex shapes by adjusting molds or parison settings.
③ Material Versatility: Works with various thermoplastics for tailored properties.
④ Lightweight Products: Creates durable, lightweight items, reducing material and shipping costs.
Limitations:
① Material Waste: Produces more scrap (flash) than other methods, affecting efficiency.
② Secondary Operations: Requires trimming, adding time and cost.
③ Corner Filling Issues: Thin parisons struggle with sharp corners, risking defects.
④ Skilled Operation: Needs trained personnel to manage process variables.
Extrusion Blow Molding Solutions
Discover expert extrusion blow molding solutions for custom plastic products. Learn about materials, processes, design considerations, and sustainable production methods to meet your manufacturing needs.

Guide to Custom Extrusion Blow Molding Solution
- Machinery and Equipment in Extrusion Blow Molding
- Key Design Considerations in Extrusion Blow Molding
- Extrusion Blow Molding Compare to Other Molding Processes
- What Are the Common Defects in Extrusion Blow Molding?
- Prototyping and Small-Batch Production in EBM
- Sustainability and Recycling in Extrusion Blow Molding
What Machinery and Equipment Are Used in Extrusion Blow Molding?
Extrusion blow molding (EBM) is a manufacturing process that creates hollow plastic parts, such as bottles and containers, by melting plastic, forming it into a tube (parison), inflating it inside a mold, and cooling it into its final shape. The machinery and equipment involved are specialized to handle these steps efficiently. Here’s a detailed breakdown:
1. Extruder:
The extruder is the core component where plastic pellets (e.g., HDPE, PP) are fed into a hopper, melted, and mixed. It features a rotating screw inside a heated barrel that melts the plastic and forces it toward the die. Modern extruders often include precise temperature and speed controls to ensure a consistent melt.
2. Extrusioin Mold:
The die shapes the molten plastic into a hollow tube called a parison. Its design controls the parison’s diameter and wall thickness, which are critical for the final product’s quality. Adjustable dies or parison programming systems allow for real-time thickness adjustments, especially in complex parts.
3. Blow Mold:
Typically made of aluminum for its cost-effectiveness and heat conductivity, the mold consists of two halves that close around the parison to form the part’s final shape. Molds often have integrated cooling channels and vents to ensure proper solidification and air escape during inflation.
4. Blow Pin:
The blow pin delivers compressed air into the parison, inflating it against the mold walls. Its positioning and airflow must be precise to avoid defects like uneven thickness or blowouts. In some setups, the blow pin also aids in trimming excess material.
5. Clamping Unit:
This system secures the mold halves during inflation and cooling, countering the air pressure inside. It can be hydraulic or mechanical, with sufficient force to prevent leaks or misalignment that could lead to flash or defective parts.
6. Cooling System:
Cooling is achieved through water channels within the mold, circulating chilled water to solidify the plastic quickly. Efficient cooling reduces cycle times and prevents warping, with some systems incorporating air cooling for additional control.
7. Trimming Station:
After ejection, excess plastic (flash) formed at the mold’s parting line or pinch-off areas is removed at the trimming station. This can involve manual tools, automated blades, or lasers, depending on production scale and precision needs.
8. Additional Equipment:
① Parison Programming Devices: Adjust die settings dynamically for uniform wall thickness.
② Accumulator Heads: Store molten plastic for intermittent extrusion, ideal for large or complex parts.
③ Automation Systems: Robots or conveyors handle parts in high-volume setups, improving efficiency.
What Are the Key Design Considerations in Extrusion Blow Molding?
Designing for EBM requires balancing the part’s functionality, aesthetics, and manufacturability. Here are the key considerations, explained in detail:
1. Wall Thickness Uniformity:
Consistent wall thickness ensures strength and performance. The parison’s tendency to sag under gravity can cause thinning, so designers use parison programming to adjust thickness during extrusion, ensuring critical areas (e.g., corners) have sufficient material.
2. Mold Design:
The mold must match the part’s geometry, including complex features like handles or undercuts. It needs proper venting to release trapped air, cooling channels for uniform solidification, and a design that allows easy part ejection without damage.
3. Material Selection:
The choice of thermoplastic (e.g., HDPE for durability, PP for heat resistance, PET for clarity) depends on the part’s requirements—mechanical strength, chemical resistance, or appearance. Material viscosity also affects how it stretches during inflation.
4. Parting Line Placement:
The parting line, where mold halves meet, impacts flash formation and trimming ease. Placing it in non-critical or less visible areas reduces post-processing and improves aesthetics, while ensuring functional areas remain intact.
5. Blow Ratio:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Draft Angles and Radii:
Slight tapers (draft angles) and rounded edges (radii) ease part removal, reduce stress points, and improve material flow during inflation, minimizing defects like cracking or uneven walls.
7. Pinch-Off Design:
The pinch-off seals the parison’s bottom, forming a weld line. A strong pinch-off prevents leaks, reduces flash, and ensures stability (e.g., for standing bottles), requiring precise mold alignment and pressure.

Extrusion Blow Molding Compare to Other Molding Processes
EBM excels for large, hollow parts, unlike Injection Blow Molding (IBM), which suits small, precise items, or Rotational Molding (RM), ideal for very large parts but slower and costlier. See the table below:
| Process | Best For | Advantages | Limitations |
|---|---|---|---|
| EBM | Large, hollow parts | Cost-effective, flexible | Waste, secondary steps |
| IBM | Small, precise parts | High precision | Higher costs, size limits |
| RM | Very large parts | Uniform thickness | Slow, expensive |
What Are the Common Defects in Extrusion Blow Molding
Defects in EBM can compromise quality, but they’re manageable with proper adjustments. Here’s a list of common issues and their solutions:
1. Uneven Wall Thickness:
Cause: Parison sagging, inconsistent die settings, or poor programming.
Fix: Implement parison programming to vary thickness as needed, or use support systems (e.g., air rings) to stabilize the parison during extrusion.
2. Blowouts:
Cause: Excessive air pressure or weak parison areas from uneven heating.
Fix: Lower blowing pressure, ensure uniform melt temperature, or switch to a higher-strength material to withstand inflation.
3. Flash:
Cause: Excess material at the parting line due to misalignment or worn molds.
Fix: Align molds precisely, maintain or replace worn components, and adjust clamping force to avoid overpacking.
4. Warping:
Cause: Uneven cooling causing internal stresses and distortion.
Fix: Optimize cooling by adjusting water flow or mold temperature, and ensure consistent wall thickness to balance solidification rates.
5. Weld Lines:
Cause: Weak seams at pinch-off points from low pressure or poor material fusion.
Fix: Enhance pinch-off design, increase clamping force, or adjust melt temperature for better flow and bonding.
6. Surface Defects (e.g., Streaks, Bubbles):
Cause: Contaminants, moisture in the resin, or improper melting.
Fix: Use dry, clean materials, and tweak extruder settings (screw speed, barrel heat) for a smoother melt.

Prototyping and Small-Batch Production in EBM
Prototyping and small-batch production in EBM adapt the process for low volumes, focusing on cost and flexibility. Here’s how it’s achieved:
1. Smaller Machines:
Compact EBM machines are used, requiring less energy and setup time than full-scale systems. They’re ideal for testing or producing limited runs without heavy investment.
2. 3D-Printed Molds:
Rapid prototyping with 3D-printed molds cuts lead times and costs. Though less durable than metal molds, they suffice for initial designs or small batches, allowing quick iterations.
3. Intermittent Extrusion:
This method, often using accumulator heads, stores molten plastic and releases it as needed, offering precise control over parison formation—perfect for small, detailed runs or prototypes.

4. Simplified Tooling:
Single-cavity molds or basic tooling reduce expenses compared to multi-cavity setups, enabling affordable testing of concepts before scaling up.
5. Flexible Adjustments:
EBM’s adjustable parameters (e.g., temperature, pressure) and material versatility allow experimentation with different resins or settings to refine prototypes efficiently.
Sustainability and Recycling in Extrusion Blow Molding
EBM contributes to sustainability and recycling through innovative practices that reduce environmental impact. Here’s how:
1. Recycled Materials:
Using post-consumer recycled plastics (e.g., rHDPE) in EBM cuts reliance on virgin resins. Many products, like packaging, now incorporate up to 50% recycled content, maintaining performance while reducing waste.
2. Biodegradable Plastics:
Advances in biodegradable thermoplastics for EBM offer eco-friendly alternatives, breaking down naturally and reducing long-term pollution, especially in single-use applications.
3. Design Optimizations:
Thinner walls, streamlined shapes, and reduced flash through better mold design lower material use and waste, enhancing efficiency without sacrificing quality.
4. Energy-Efficient Machinery:
Modern EBM equipment features energy-saving technologies like variable-speed drives and improved heating, lowering the process’s carbon footprint.
5. Closed-Loop Recycling:
Production scrap (e.g., flash) is reground and reused onsite, minimizing waste and supporting a circular economy within the manufacturing process.
6. Lightweighting:
Creating lighter parts reduces material and shipping energy, aligning with sustainability goals while meeting performance standards.

FAQ POUR LE CLIENT
Démarrer avec Uplastech
Vous avez des questions ? Nous avons les réponses.
Nous sommes spécialisés dans l'extrusion, le formage sous vide, le moulage par soufflage et la fabrication de moules de précision, offrant des solutions personnalisées pour répondre à vos divers besoins de fabrication.
Nous travaillons avec diverses industries, notamment l'automobile, l'électronique, les biens de consommation et l'emballage, en nous concentrant sur les partenariats B2B et en fournissant des solutions dans les domaines de l'extrusion, du thermoformage, du moulage par soufflage et de la fabrication de moules de précision.
Oui, nous adaptons nos solutions à vos besoins spécifiques.
Prendre contact
N'hésitez pas à nous envoyer un courriel ou à remplir le formulaire ci-dessous pour obtenir un devis.
Courriel : uplastech@gmail.com

