
Soluciones innovadoras de moldeo por extrusión-soplado
Descubra los innovadores servicios de moldeo por extrusión-soplado de UPlasTech. Soluciones expertas para productos de plástico duraderos y de alta calidad.
Guía de soluciones de moldeo por soplado y extrusión a medida
¿Qué es el moldeo por extrusión-soplado?
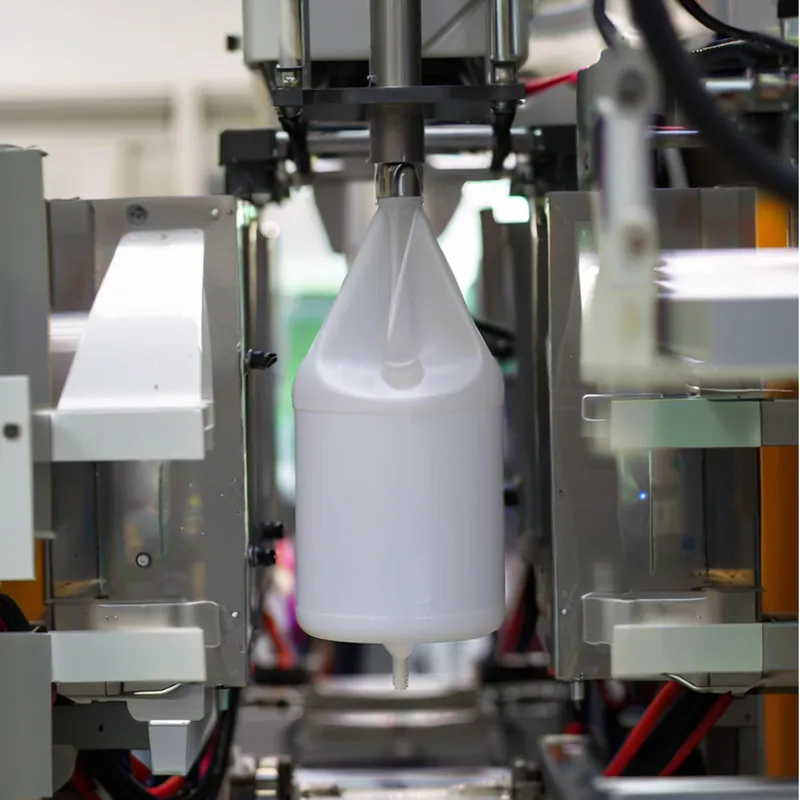
El moldeo por extrusión-soplado (EBM) es un proceso de fabricación diseñado para crear objetos huecos de plástico mediante el inflado de un tubo de plástico fundido, conocido como parison, dentro de un molde. Originado a partir de técnicas similares al soplado de vidrio, el EBM se ha convertido en un elemento básico de la industria del plástico desde su desarrollo a principios del siglo XX. El proceso comienza con la fusión de resina termoplástica, que se extruye en un parison. Este parison es capturado por un molde metálico enfriado, en el que se insufla aire comprimido, forzando al plástico a expandirse y ajustarse a la forma del molde. Una vez enfriado, el molde se abre y se expulsa la pieza acabada, que a menudo requiere un recorte para eliminar el material sobrante.
La EBM destaca por su capacidad para producir grandes cantidades de artículos ligeros y duraderos a un coste relativamente bajo, lo que la hace ideal para la producción en serie. Se utiliza habitualmente en sectores como el envasado -para artículos como botellas de agua y envases de champú- y la automoción, para componentes como conductos de aire y depósitos de combustible. Su adaptabilidad a diversas formas y tamaños, combinada con unos costes de molde inferiores a los de otros métodos, ha consolidado su papel en la fabricación moderna.
¿Cómo funciona el moldeo por extrusión-soplado?
El moldeo por extrusión-soplado (EBM) es un proceso de fabricación utilizado para crear piezas huecas de plástico, como botellas, contenedores y componentes de automoción. Consiste en fundir resina de plástico, darle forma de tubo llamado parison, inflarlo dentro de un molde con aire comprimido para conseguir la forma deseada, enfriarlo y expulsar la pieza acabada. A continuación se explica detalladamente cómo funciona el proceso, desglosado en sus etapas clave.
1. Proceso paso a paso:
① Fusión y extrusión de plásticos:
- Alimentación del material: El proceso comienza con gránulos de plástico, normalmente termoplásticos como polietileno de alta densidad (HDPE), polipropileno (PP) o tereftalato de polietileno (PET), que se introducen en una extrusora a través de una tolva.
- Fusión: Dentro de la extrusora, un tornillo giratorio mueve los gránulos a través de un barril caliente. El calor y la acción mecánica funden el plástico de manera uniforme.
- Extrusión: El plástico fundido se hace pasar por una matriz, formando un tubo hueco continuo llamado parison. La matriz moldea el diámetro y el grosor de la pared del parisonte, que son fundamentales para el producto final.
② Formación Parison: El parison es un tubo hueco con una abertura central que permite el paso posterior del aire. Para piezas sencillas, el parison tiene un grosor uniforme, pero para formas complejas, un programador de parison puede ajustar la separación de la matriz para variar el grosor dinámicamente a medida que se extruye el parison.
③ Cierre del molde: El parisón se coloca entre las dos mitades de un molde metálico refrigerado, a menudo de aluminio por su conductividad térmica. El molde se cierra alrededor del parisón, sellándolo en la parte inferior (y a veces en la superior) para atrapar el plástico y prepararlo para el inflado.
④ Soplar: Se insufla aire comprimido en el parisón a través de un perno o aguja de soplado. La presión del aire infla el parison, haciendo que se expanda y se ajuste a la forma interior del molde. La presión debe controlarse cuidadosamente para garantizar que el plástico llene el molde sin reventar ni dejar puntos finos.
⑤ Refrigeración: El molde, equipado con canales de refrigeración (normalmente por los que circula agua fría), enfría rápidamente el plástico inflado para solidificarlo. Este paso garantiza que la pieza conserve su forma y pueda manipularse sin deformarse. El tiempo de enfriamiento depende del grosor de la pieza y del material utilizado.
⑥ Expulsión: Una vez endurecido el plástico, se abre el molde y se expulsa la pieza acabada, a menudo con la ayuda de eyectores de aire o mecánicos. En esta fase, la pieza puede tener todavía adherido un exceso de material, conocido como rebaba.
⑦ Recorte: El plástico sobrante de la línea de apertura del molde o de las zonas de pellizco se elimina manualmente con herramientas o automáticamente con cuchillas u otros equipos. Este paso finaliza la forma de la pieza y, en función de la aplicación, puede ir seguido de un acabado adicional (como el etiquetado).

2. Factores clave del éxito:
① Control de temperatura: El plástico debe fundirse uniformemente y el molde debe enfriarse con eficacia para evitar defectos como alabeos o grosores desiguales.
② Control de Parisonamiento: El grosor y la estabilidad del parison son vitales para que el grosor de la pared del producto final sea uniforme, especialmente en el caso de formas complejas.
③ Presión del aire: Una presión adecuada garantiza que el parisón se infle completamente sin reventones ni moldeado incompleto.
④ Diseño de moldes: El molde debe ajustarse a la geometría de la pieza y permitir una fácil expulsión.
3. Variaciones del proceso:
① Extrusión continua: El parison se extruye de forma constante, y los moldes capturan secciones del mismo a medida que se mueven. Esto es ideal para la producción de grandes volúmenes de piezas más pequeñas, como botellas de bebidas.
② Extrusión intermitente: La extrusión hace pausas entre ciclos para un control más preciso, a menudo utilizado para piezas más grandes o complejas. Esto incluye:
③ Método de tornillo alternativo: El tornillo se mueve hacia atrás para recoger el plástico fundido y luego hacia delante para extruir el parison.
④ Método del acumulador: El plástico fundido se almacena en un acumulador y se extrude rápidamente, lo que resulta adecuado para artículos de gran tamaño, como depósitos de combustible.
¿Cuáles son los distintos tipos de moldeo por extrusión-soplado?
El moldeo por extrusión-soplado es un proceso de fabricación utilizado para producir piezas huecas de plástico, como botellas, recipientes y componentes de automoción, mediante la extrusión de un tubo de plástico fundido (llamado parison) y su inflado dentro de un molde. Existen varios tipos distintos de moldeo por extrusión-soplado, cada uno de los cuales se adapta a diferentes necesidades de producción y requisitos de las piezas. A continuación se describen los principales tipos:
1. Moldeo por soplado de extrusión continua:
En este tipo, el parison se extruye continuamente desde la máquina, y los moldes capturan secciones del mismo para formar las piezas. Este método es ideal para la producción de grandes volúmenes de artículos de tamaño pequeño a mediano, como botellas y envases de plástico, debido a su rapidez y eficacia. Entre las variaciones de la extrusión continua se incluyen:
- Moldeo por soplado en lanzadera: Los moldes se mueven hacia delante y hacia atrás (lanzadera) para capturar el parisón, lo que permite flexibilizar la producción.
- Moldeo por soplado con rueda giratoria: Se montan varios moldes en una rueda giratoria, lo que permite una producción automatizada de alta velocidad.

2. Moldeo por soplado de extrusión intermitente:
En la extrusión intermitente, el parisón se extruye en ciclos discretos en lugar de continuamente, lo que proporciona un mayor control sobre su formación. Este tipo es adecuado para piezas más grandes o complejas. Puede dividirse a su vez en dos métodos:
Método de tornillo alternativo: El tornillo de la extrusora se mueve hacia atrás para acumular plástico fundido y luego hacia delante para extruir el parison. Este método suele utilizarse para piezas de tamaño medio y ofrece una buena precisión.
- Método del acumulador: El plástico fundido se almacena en un acumulador y luego se extruye rápidamente para formar el parison. Esto es ideal para piezas muy grandes o intrincadas, como los depósitos de combustible de los automóviles, en los que se necesita rápidamente un volumen importante de material.

3. Moldeo por coextrusión y soplado:
El moldeo por coextrusión y soplado consiste en utilizar varias extrusoras para crear un parison con varias capas de materiales diferentes. Este tipo mejora las propiedades del producto final, como mejorar la resistencia a la barrera (por ejemplo, para el envasado de alimentos) o combinar la estética con la resistencia. La coextrusión puede aplicarse tanto a procesos de extrusión continua como intermitente, lo que la convierte en una variante versátil más que en una categoría completamente separada, aunque a menudo se cataloga como un tipo distinto debido a su importancia.

¿Qué materiales se utilizan en el moldeo por extrusión-soplado?
El moldeo por extrusión-soplado (EBM) es un proceso de fabricación utilizado para crear piezas huecas de plástico, como botellas, contenedores y componentes de automoción. En este proceso, la resina de plástico se funde, se extruye en una estructura tubular denominada parison y, a continuación, se infla dentro de un molde para darle la forma deseada. Los materiales utilizados en la EBM son principalmente termoplásticos, es decir, plásticos que pueden fundirse, moldearse y enfriarse repetidamente sin sufrir una degradación química significativa.
1. Materiales comunes en el moldeo por extrusión-soplado:
Los siguientes termoplásticos se utilizan ampliamente en EBM debido a su versatilidad y compatibilidad con el proceso:
Polietileno de alta densidad (HDPE): Conocido por su durabilidad y resistencia química, el HDPE es el material más popular en EBM. Se utiliza habitualmente para jarras de leche, botellas de detergente y depósitos de combustible. Además, su capacidad de reciclaje lo convierte en una opción sostenible.
Polipropileno (PP): El PP ofrece resistencia al calor y flexibilidad, lo que lo hace ideal para piezas de automoción como conductos de aire, así como envases reutilizables. Su capacidad para soportar tensiones repetidas es una ventaja clave.
③ Tereftalato de polietileno (PET): Aunque es más típico en el moldeo por inyección-soplado, el PET se utiliza en EBM para botellas de bebidas y envases alimentarios transparentes y resistentes. Requiere presecado para evitar su degradación durante el procesado.
④ Cloruro de polivinilo (PVC): El PVC es rígido y resistente a los productos químicos, y se utiliza a menudo para tuberías, accesorios y aislamiento de cables. También puede hacerse flexible para aplicaciones como tubos médicos.
⑤ Poliestireno (PS): Ligero y fácil de moldear, el PS se utiliza para artículos desechables como vasos y bandejas de comida. Es rentable pero menos duradero que otras opciones.
2. Materiales especializados y emergentes:
Más allá de los materiales comunes, EBM también emplea termoplásticos especializados y alternativas sostenibles para necesidades específicas:
① Policarbonato (PC): Con gran resistencia al impacto y transparencia, el PC se utiliza para grandes envases y piezas de automoción, como botellas de refrigeradores de agua. Es más caro, pero destaca en aplicaciones exigentes.
Nylon (poliamida): El nailon proporciona solidez y resistencia a la temperatura, lo que lo hace adecuado para conductos de combustible y colectores de admisión de aire en entornos industriales. Su uso está limitado por el coste.
③ Bioplásticos: Materiales emergentes como el ácido poliláctico (PLA) o el polietileno de base biológica son biodegradables y se utilizan para envases ecológicos. Están ganando terreno como opciones sostenibles.

3. Tabla de materiales:
| Material | Aplicaciones comunes | Propiedades clave |
|---|---|---|
| HDPE | Botellas, depósitos de combustible | Duradero, resistente a los productos químicos |
| PP | Piezas de automóviles, contenedores | Resistente al calor, flexible |
| PET | Botellas de bebidas | Claro, fuerte |
| PVC | Tuberías, accesorios | Rígido, resistente a productos químicos |
| PS | Vasos desechables, bandejas | Ligero, fácil de moldear |
| Policarbonato | Botellas de agua | Alta resistencia al impacto, transparente |
| Nylon | Líneas de combustible, colectores | Fuerte, resistente a la temperatura |
| Bioplásticos | Envases sostenibles | Biodegradable, respetuoso con el medio ambiente |
¿Cuáles son las principales aplicaciones del moldeo por extrusión-soplado?
El moldeo por extrusión-soplado (EBM) es un proceso de fabricación muy utilizado que crea piezas huecas de plástico inflando un tubo de plástico fundido, conocido como parison, dentro de un molde. Esta técnica es muy apreciada por su versatilidad, rentabilidad y capacidad para fabricar productos ligeros, duraderos y de formas complejas. Desde artículos cotidianos como botellas de agua hasta componentes industriales especializados, la EBM se ha convertido en una piedra angular de la fabricación moderna en múltiples sectores.
1. Industria de alimentación y bebidas:
El sector de la alimentación y las bebidas confía plenamente en EBM para producir soluciones de envasado seguras, prácticas y rentables.
- Botellas y recipientes: El EBM se utiliza para fabricar botellas de agua, jarras de leche, envases de zumo y botellas de condimentos. Estos productos son ligeros, resistentes a la rotura y están diseñados para preservar el contenido y prolongar su vida útil.
- Envasado de alimentos: Artículos como vasos de yogur, tarrinas de margarina y recipientes de almacenamiento se fabrican con EBM, a menudo con formas o asas ergonómicas para mayor comodidad del usuario.
Materiales utilizados:
- El polietileno de alta densidad (HDPE) y el polipropileno (PP) son opciones populares por sus propiedades alimentarias, su resistencia química y su capacidad de reciclaje.
¿Por qué EBM?
- Su capacidad para producir envases herméticos y a prueba de fugas a gran escala lo hace ideal para productos perecederos. Además, la EBM apoya las tendencias de sostenibilidad al permitir el uso de plásticos reciclados.

2. Productos para el hogar y el cuidado personal:
La EBM es un proceso de referencia para crear envases funcionales y visualmente atractivos para artículos domésticos y de cuidado personal.
- Botellas de detergente y productos de limpieza: Las botellas para detergentes, lejías y sprays de limpieza, robustas y resistentes a los productos químicos, se fabrican con EBM y a menudo incluyen asas para facilitar su uso.
- Envases para cosméticos y cuidado personal: Los frascos de champú, los dispensadores de lociones, los desodorantes en barra y los tarros de cosméticos se benefician de la capacidad de EBM para crear diseños intrincados, como logotipos en relieve o superficies texturizadas.
Materiales utilizados:
El polietileno de alta densidad (HDPE) y el polietileno de baja densidad (LDPE) ofrecen flexibilidad y durabilidad, mientras que el tereftalato de polietileno (PET) aporta claridad a los productos de primera calidad.
¿Por qué EBM?
El proceso permite moldear directamente formas complejas y características de marca, mejorando el atractivo del producto. Las opciones de coextrusión multicapa también mejoran las propiedades de barrera, prolongando la vida útil.

3. Industria farmacéutica y sanitaria:
En el sector sanitario, EBM suministra envases y componentes seguros, precisos y estériles que cumplen normas estrictas.
- Frascos farmacéuticos: Los frascos para pastillas, jarabes y medicamentos líquidos se fabrican con EBM, y a menudo incorporan tapones a prueba de manipulaciones o cierres a prueba de niños.
- Componentes de productos sanitarios: Las piezas flexibles y huecas, como fuelles, peras de compresión y mascarillas respiratorias, se fabrican con EBM para aplicaciones médicas.
Materiales utilizados:
El PP y el HDPE garantizan la esterilidad y la resistencia química, mientras que los elastómeros termoplásticos (TPE) proporcionan flexibilidad para tubos y juntas.
¿Por qué EBM?
Su precisión garantiza una calidad constante, fundamental para el cumplimiento de la normativa, y admite funciones como las marcas graduadas para una dosificación exacta.

4. Industria del automóvil:
EBM contribuye a la eficiencia y el rendimiento de los vehículos fabricando componentes ligeros y duraderos.
- Conductos de aire y componentes HVAC: Las complejas piezas huecas que canalizan el aire dentro de los vehículos se fabrican con EBM, lo que reduce el peso y mejora la eficiencia del combustible.
- Depósitos de combustible y de fluidos: Los depósitos de combustible pequeños (por ejemplo, para motocicletas) y los depósitos para el líquido limpiaparabrisas o el refrigerante están fabricados con EBM para garantizar su durabilidad a prueba de fugas.
Materiales utilizados:
El HDPE y el PP ofrecen resistencia al calor, mientras que la coextrusión multicapa añade barreras para evitar la permeación del combustible.
¿Por qué EBM?
Produce formas grandes y complejas con características integradas, como puntos de montaje, lo que reduce los costes de ensamblaje y contribuye a que la industria se centre en el aligeramiento.

5. Aplicaciones industriales y agrícolas:
EBM destaca en la creación de contenedores y componentes robustos y de gran tamaño para uso industrial y agrícola.
- Bidones y cisternas industriales: Los grandes contenedores, como los bidones de 55 galones para productos químicos o lubricantes, se fabrican con EBM para resistir condiciones duras.
- Productos agrícolas: Las regaderas, los pulverizadores de pesticidas y los contenedores de fertilizantes presentan diseños ergonómicos facilitados por EBM.
Materiales utilizados:
El HDPE proporciona resistencia a los impactos y estabilidad química, mientras que el PVC ofrece rigidez para necesidades específicas.
¿Por qué EBM?
Su capacidad para producir piezas uniformes de paredes gruesas garantiza la durabilidad, y las características integradas, como los cuellos roscados, mejoran la funcionalidad.

6. Juguetes y productos recreativos:
El EBM se utiliza ampliamente para crear productos seguros, duraderos y divertidos para niños y actividades al aire libre.
- Juguetes: Los juguetes de plástico huecos, como pelotas, casitas y vehículos correpasillos, están fabricados con EBM, lo que garantiza bordes lisos y seguros y colores vivos.
- Artículos deportivos: Kayaks, trineos y juegos infantiles aprovechan la capacidad de EBM para producir estructuras grandes, sin juntas y ligeras.
Materiales utilizados:
El LDPE y el HDPE garantizan flexibilidad, seguridad y resistencia a los impactos.
¿Por qué EBM?
La flexibilidad del diseño permite formas creativas con características integradas, y el uso de materiales no tóxicos y reciclables cumple las normas de seguridad y medioambientales.

7. Construcción e infraestructuras:
EBM apoya la construcción fabricando componentes duraderos y resistentes a la intemperie.
- Tuberías y conductos: Los conductos de ventilación, los tubos de drenaje y las cubiertas protectoras están fabricados con EBM para ofrecer una resistencia ligera.
- Barreras y equipos de seguridad: Conos de tráfico, barreras de seguridad y cisternas de baños portátiles se benefician de las capacidades a gran escala de EBM.
Materiales utilizados:
El HDPE y el PVC proporcionan resistencia a la intemperie y longevidad.
¿Por qué EBM?
Suministra rápidamente piezas homogéneas y uniformes, satisfaciendo la gran demanda y las necesidades estructurales de los proyectos de construcción.

Ventajas y limitaciones del moldeo por extrusión-soplado
Ventajas:
Rentabilidad: Los menores costes de moldes y equipos la hacen ideal para la producción a gran escala.
② Flexibilidad de diseño: Produce fácilmente formas complejas ajustando los moldes o la configuración del parison.
Versatilidad de materiales: Funciona con varios termoplásticos para propiedades a medida.
④ Productos ligeros: Crea artículos duraderos y ligeros, reduciendo los costes de material y envío.
Limitaciones:
① Desperdicio de material: Produce más chatarra (flash) que otros métodos, lo que afecta a la eficiencia.
② Operaciones secundarias: Requiere recorte, lo que añade tiempo y coste.
③ Problemas de relleno de esquinas: Los parisones finos tienen problemas con las esquinas afiladas, con el consiguiente riesgo de defectos.
④ Operación especializada: Necesita personal cualificado para gestionar las variables del proceso.
Soluciones de moldeo por extrusión-soplado
Descubra soluciones expertas de moldeo por extrusión-soplado para productos de plástico personalizados. Infórmese sobre materiales, procesos, consideraciones de diseño y métodos de producción sostenibles para satisfacer sus necesidades de fabricación.

Guía de soluciones de moldeo por soplado y extrusión a medida
- Maquinaria y equipos de moldeo por extrusión-soplado
- Consideraciones clave de diseño en el moldeo por extrusión-soplado
- Comparación del moldeo por extrusión-soplado con otros procesos de moldeo
- ¿Cuáles son los defectos más comunes en el moldeo por extrusión-soplado?
- Creación de prototipos y producción de pequeños lotes en EBM
- Sostenibilidad y reciclaje en el moldeo por extrusión-soplado
¿Qué maquinaria y equipos se utilizan en el moldeo por extrusión-soplado?
El moldeo por extrusión-soplado (EBM) es un proceso de fabricación que crea piezas huecas de plástico, como botellas y envases, fundiendo plástico, dándole forma de tubo (parison), inflándolo dentro de un molde y enfriándolo hasta darle su forma final. La maquinaria y los equipos implicados están especializados para realizar estos pasos con eficacia. He aquí un desglose detallado:
1. Extrusora:
La extrusora es el componente central donde los gránulos de plástico (por ejemplo, HDPE, PP) se introducen en una tolva, se funden y se mezclan. Cuenta con un tornillo giratorio dentro de un barril calentado que funde el plástico y lo empuja hacia la matriz. Las extrusoras modernas suelen incluir controles precisos de temperatura y velocidad para garantizar una fusión uniforme.
2. Molde de extrusión:
La matriz da forma al plástico fundido en un tubo hueco llamado parison. Su diseño controla el diámetro y el grosor de la pared del parison, que son fundamentales para la calidad del producto final. Las matrices ajustables o los sistemas de programación de parisones permiten ajustar el grosor en tiempo real, sobre todo en piezas complejas.
3. Molde de soplado:
Fabricado normalmente en aluminio por su rentabilidad y conductividad térmica, el molde consta de dos mitades que se cierran alrededor del parison para dar la forma final a la pieza. Los moldes suelen tener canales de refrigeración y respiraderos integrados para garantizar una solidificación adecuada y la salida del aire durante el inflado.
4. Pasador de soplado:
El perno de soplado introduce aire comprimido en el parison, inflándolo contra las paredes del molde. Su posición y el flujo de aire deben ser precisos para evitar defectos como espesores desiguales o reventones. En algunas configuraciones, la espiga de soplado también ayuda a recortar el material sobrante.
5. Unidad de sujeción:
Este sistema asegura las mitades del molde durante el inflado y el enfriamiento, contrarrestando la presión del aire en el interior. Puede ser hidráulico o mecánico, con fuerza suficiente para evitar fugas o desajustes que podrían provocar rebabas o piezas defectuosas.
6. Sistema de refrigeración:
El enfriamiento se consigue mediante canales de agua dentro del molde, por los que circula agua fría para solidificar el plástico rápidamente. Una refrigeración eficaz reduce los tiempos de ciclo y evita el alabeo; algunos sistemas incorporan refrigeración por aire para un mayor control.
7. Estación de recorte:
Tras la expulsión, el exceso de plástico (flash) formado en la línea de apertura del molde o en las zonas de pinzamiento se elimina en la estación de recorte. Para ello pueden utilizarse herramientas manuales, cuchillas automatizadas o láser, en función de la escala de producción y las necesidades de precisión.
8. Equipamiento adicional:
① Dispositivos de programación de parison: Ajustan la configuración del troquel dinámicamente para obtener un grosor de pared uniforme.
② Cabezales acumuladores: Almacenan plástico fundido para extrusión intermitente, ideal para piezas grandes o complejas.
Sistemas de automatización: Robots o cintas transportadoras manipulan piezas en configuraciones de gran volumen, mejorando la eficiencia.
¿Cuáles son las principales consideraciones de diseño en el moldeo por extrusión-soplado?
El diseño para EBM requiere un equilibrio entre la funcionalidad, la estética y la fabricabilidad de la pieza. He aquí las consideraciones clave, explicadas en detalle:
1. Uniformidad del espesor de pared:
Un grosor de pared constante garantiza la resistencia y el rendimiento. La tendencia del parison a combarse por efecto de la gravedad puede provocar un adelgazamiento, por lo que los diseñadores utilizan la programación del parison para ajustar el grosor durante la extrusión, garantizando que las zonas críticas (por ejemplo, las esquinas) tengan suficiente material.
2. Diseño de moldes:
El molde debe ajustarse a la geometría de la pieza, incluidas características complejas como asas o muescas. Necesita una ventilación adecuada para liberar el aire atrapado, canales de refrigeración para una solidificación uniforme y un diseño que permita expulsar fácilmente la pieza sin dañarla.
3. Selección de materiales:
La elección del termoplástico (por ejemplo, HDPE para durabilidad, PP para resistencia al calor, PET para claridad) depende de los requisitos de la pieza: resistencia mecánica, resistencia química o aspecto. La viscosidad del material también influye en su estiramiento durante el inflado.
4. Colocación de la línea de separación:
La línea de separación, donde se unen las mitades del molde, influye en la formación de rebabas y en la facilidad de recorte. Colocarla en zonas no críticas o menos visibles reduce el procesamiento posterior y mejora la estética, al tiempo que garantiza que las zonas funcionales permanezcan intactas.
5. Relación de soplado:
Defined as the ratio of the mold cavity’s diameter to the parison’s, the blow ratio affects thickness distribution. A ratio too high (e.g., >3:1) risks thinning; too low wastes material. Optimal ratios (1.5:1 to 3:1) are calculated based on part size and shape.
6. Ángulos de calado y radios:
Las ligeras conicidades (ángulos de desmoldeo) y los bordes redondeados (radios) facilitan la extracción de las piezas, reducen los puntos de tensión y mejoran el flujo de material durante el inflado, minimizando defectos como grietas o paredes irregulares.
7. Diseño Pinch-Off:
El pinzamiento sella el fondo del parisón, formando una línea de soldadura. Un pinzamiento fuerte evita las fugas, reduce las rebabas y garantiza la estabilidad (por ejemplo, para botellas de pie), lo que requiere una alineación y una presión precisas del molde.

Comparación del moldeo por extrusión-soplado con otros procesos de moldeo
El EBM es ideal para piezas huecas de gran tamaño, a diferencia del moldeo por inyección-soplado (IBM), más adecuado para piezas pequeñas y precisas, o del moldeo rotacional (RM), ideal para piezas muy grandes pero más lento y costoso. Consulte la tabla siguiente:
| Proceso | Lo mejor para | Ventajas | Limitaciones |
|---|---|---|---|
| EBM | Piezas grandes y huecas | Rentable y flexible | Residuos, etapas secundarias |
| IBM | Piezas pequeñas y precisas | Alta precisión | Mayores costes, límites de tamaño |
| RM | Piezas muy grandes | Espesor uniforme | Lento, caro |
¿Cuáles son los defectos más comunes en el moldeo por extrusión-soplado?
Los defectos de la EBM pueden comprometer la calidad, pero son manejables con los ajustes adecuados. He aquí una lista de los problemas más comunes y sus soluciones:
1. Espesor de pared desigual:
Causa: Plegado del parison, ajustes incoherentes del troquel o mala programación.
Arréglalo: Implemente la programación del parisón para variar el grosor según sea necesario, o utilice sistemas de soporte (por ejemplo, anillos de aire) para estabilizar el parisón durante la extrusión.
2. Reventones:
Causa: Presión de aire excesiva o zonas de parison débil por calentamiento desigual.
Arréglalo: Reduzca la presión de soplado, garantice una temperatura de fusión uniforme o cambie a un material de mayor resistencia para soportar el inflado.
3. Flash:
Causa: Exceso de material en la línea de separación debido a una mala alineación o a moldes desgastados.
Arréglalo: Alinee los moldes con precisión, mantenga o sustituya los componentes desgastados y ajuste la fuerza de cierre para evitar el sobreembalaje.
4. Alabeo:
Causa: Enfriamiento desigual que provoca tensiones internas y distorsión.
Arréglalo: Optimice la refrigeración ajustando el caudal de agua o la temperatura del molde, y garantice un grosor de pared constante para equilibrar las velocidades de solidificación.
5. Líneas de soldadura:
Causa: Costuras débiles en los puntos de pinzamiento por baja presión o mala fusión del material.
Arréglalo: Mejore el diseño del pinzamiento, aumente la fuerza de sujeción o ajuste la temperatura de la masa fundida para mejorar el flujo y la unión.
6. 6. Defectos superficiales (por ejemplo, rayas, burbujas):
Causa: Contaminantes, humedad en la resina o fusión inadecuada.
Arréglalo: Utilice materiales secos y limpios, y ajuste la configuración del extrusor (velocidad del tornillo, calor del cilindro) para obtener una fusión más suave.

Creación de prototipos y producción de pequeños lotes en EBM
La creación de prototipos y la producción de lotes pequeños en EBM adaptan el proceso para volúmenes bajos, centrándose en el coste y la flexibilidad. He aquí cómo se consigue:
1. Máquinas más pequeñas:
Se utilizan máquinas EBM compactas, que requieren menos energía y tiempo de preparación que los sistemas a escala real. Son ideales para probar o producir tiradas limitadas sin grandes inversiones.
2. Moldes impresos en 3D:
La creación rápida de prototipos con moldes impresos en 3D reduce los plazos de entrega y los costes. Aunque son menos duraderos que los moldes metálicos, bastan para diseños iniciales o lotes pequeños y permiten iteraciones rápidas.
3. Extrusión intermitente:
Este método, que a menudo utiliza cabezales acumuladores, almacena el plástico fundido y lo libera cuando es necesario, ofreciendo un control preciso sobre la formación del parison, perfecto para pequeñas tiradas detalladas o prototipos.

4. Herramientas simplificadas:
Los moldes de una sola cavidad o las herramientas básicas reducen los gastos en comparación con las configuraciones de varias cavidades, lo que permite probar conceptos de forma asequible antes de ampliarlos.
5. Ajustes flexibles:
Los parámetros ajustables de la EBM (por ejemplo, temperatura, presión) y la versatilidad de los materiales permiten experimentar con distintas resinas o configuraciones para perfeccionar los prototipos de forma eficaz.
Sostenibilidad y reciclaje en el moldeo por extrusión-soplado
EBM contribuye a la sostenibilidad y el reciclaje mediante prácticas innovadoras que reducen el impacto ambiental. He aquí cómo:
1. Materiales reciclados:
El uso de plásticos reciclados postconsumo (por ejemplo, rHDPE) en EBM reduce la dependencia de las resinas vírgenes. Muchos productos, como los envases, incorporan ahora hasta 50% de contenido reciclado, lo que mantiene el rendimiento al tiempo que reduce los residuos.
2. Plásticos biodegradables:
Los avances en termoplásticos biodegradables para EBM ofrecen alternativas ecológicas, que se descomponen de forma natural y reducen la contaminación a largo plazo, especialmente en aplicaciones de un solo uso.
3. Optimizaciones del diseño:
Las paredes más finas, las formas aerodinámicas y la reducción de las rebabas gracias a un mejor diseño de los moldes disminuyen el uso de material y los residuos, mejorando la eficiencia sin sacrificar la calidad.
4. Maquinaria energéticamente eficiente:
Los equipos modernos de EBM incorporan tecnologías de ahorro energético, como variadores de velocidad y calefacción mejorada, que reducen la huella de carbono del proceso.
5. Reciclaje en circuito cerrado:
La chatarra de producción (por ejemplo, las rebabas) se vuelve a triturar y se reutiliza in situ, lo que minimiza los residuos y favorece una economía circular dentro del proceso de fabricación.
6. Aligeramiento:
La creación de piezas más ligeras reduce el material y la energía de transporte, lo que se ajusta a los objetivos de sostenibilidad al tiempo que cumple las normas de rendimiento.

preguntas frecuentes para el cliente
Primeros pasos con Uplastech
¿Tiene preguntas? Tenemos respuestas.
Estamos especializados en extrusión, conformado al vacío, moldeo por soplado y fabricación de moldes de precisión, y ofrecemos soluciones personalizadas para satisfacer sus diversas necesidades de fabricación.
Trabajamos con diversos sectores, como automoción, electrónica, bienes de consumo y envasado, centrándonos en asociaciones B2B y ofreciendo soluciones de extrusión, termoformado, moldeo por soplado y fabricación de moldes de precisión.
Sí, adaptamos nuestras soluciones a sus necesidades específicas.
Póngase en contacto
No dude en enviarnos un correo electrónico o rellenar el siguiente formulario para obtener un presupuesto.
Correo electrónico: uplastech@gmail.com
