
Innovative Lösungen für die Extrusionsblasformtechnik
Entdecken Sie die innovativen Extrusionsblasform-Dienstleistungen von UPlasTech. Kompetente Lösungen für langlebige, hochwertige Kunststoffprodukte.
Leitfaden für kundenspezifische Extrusionsblasformlösungen
Was ist Extrusionsblasformen?
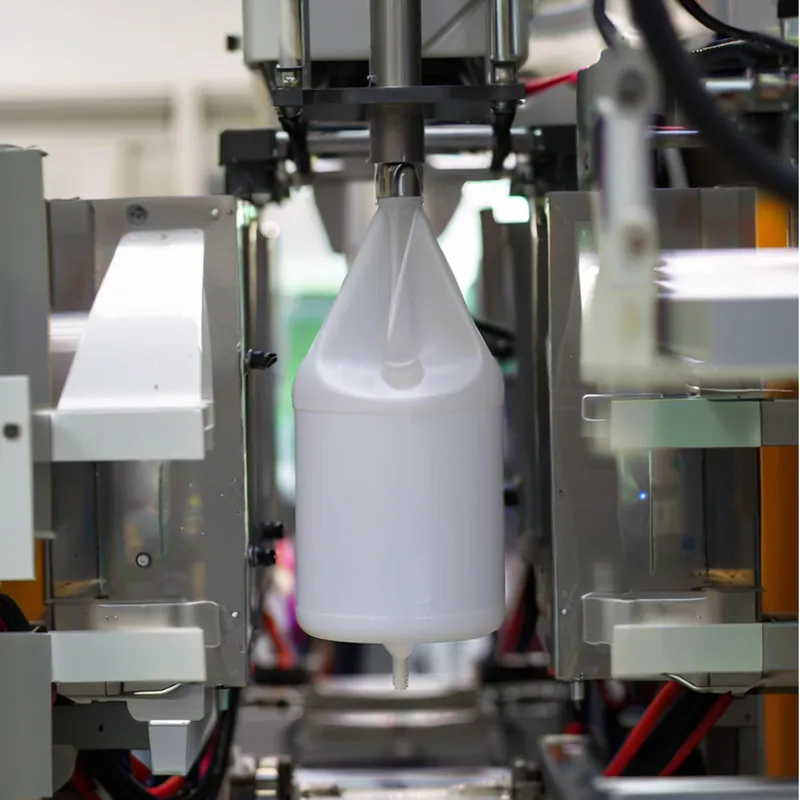
Beim Extrusionsblasformen (EBM) handelt es sich um ein Herstellungsverfahren, bei dem hohle Kunststoffgegenstände durch Aufblasen eines geschmolzenen Kunststoffrohrs, eines so genannten Vorformlings, in einer Form hergestellt werden. EBM geht auf Techniken zurück, die der Glasbläserei ähneln, und hat sich seit seiner Entwicklung Anfang des 20. Jahrhunderts zu einem festen Bestandteil der Kunststoffindustrie entwickelt. Das Verfahren beginnt mit dem Schmelzen von thermoplastischem Harz, das dann in einen Vorformling extrudiert wird. Dieser Vorformling wird von einer gekühlten Metallform aufgenommen, in die Druckluft eingeblasen wird, wodurch sich der Kunststoff ausdehnt und an die Form der Form anpasst. Nach dem Abkühlen öffnet sich die Form, und das fertige Teil wird ausgeworfen, wobei häufig ein Beschnitt erforderlich ist, um überschüssiges Material oder Grat zu entfernen.
EBM zeichnet sich durch seine Fähigkeit aus, große Mengen leichter, haltbarer Gegenstände zu relativ geringen Kosten herzustellen, was es ideal für die Massenproduktion macht. Es wird häufig in Branchen wie der Verpackungsindustrie (z. B. für Wasserflaschen und Shampoo-Behälter) und der Automobilindustrie (z. B. für Komponenten wie Luftkanäle und Kraftstofftanks) eingesetzt. Seine Anpassungsfähigkeit an verschiedene Formen und Größen in Verbindung mit den im Vergleich zu anderen Verfahren niedrigeren Formkosten haben seine Rolle in der modernen Fertigung gefestigt.
Wie funktioniert das Extrusionsblasformen?
Das Extrusionsblasformen (EBM) ist ein Fertigungsverfahren zur Herstellung hohler Kunststoffteile wie Flaschen, Behälter und Automobilteile. Dabei wird Kunststoffharz geschmolzen, zu einem schlauchartigen Gebilde, dem Vorformling, geformt, in einer Form mit Druckluft aufgeblasen, um die gewünschte Form zu erhalten, abgekühlt und dann ausgeworfen. Nachstehend finden Sie eine ausführliche Erläuterung der Funktionsweise des Verfahrens, aufgegliedert in seine wichtigsten Phasen.
1. Schritt-für-Schritt-Prozess:
① Kunststoffschmelzen und -extrusion:
- Materialbeschickung: Zu Beginn des Prozesses werden Kunststoffgranulate, in der Regel Thermoplaste wie Polyethylen hoher Dichte (HDPE), Polypropylen (PP) oder Polyethylenterephthalat (PET), über einen Trichter in einen Extruder gegeben.
- Schmelzen: Im Extruder bewegt eine rotierende Schnecke das Granulat durch einen beheizten Zylinder. Durch die Hitze und die mechanische Einwirkung schmilzt der Kunststoff in einen gleichmäßigen, geschmolzenen Zustand.
- Extrusion: Der geschmolzene Kunststoff wird durch eine Düse gepresst, wodurch ein durchgehendes hohles Rohr, ein sogenannter Vorformling, entsteht. Die Düse formt den Durchmesser und die Wandstärke des Vorformlings, die für das Endprodukt entscheidend sind.
② Vorformling Bildung: Der Vorformling ist ein hohles Rohr mit einer zentralen Öffnung, durch die später Luft strömen kann. Bei einfachen Teilen hat der Vorformling eine gleichmäßige Dicke, aber bei komplexen Formen kann ein Vorformlingsprogrammierer den Düsenspalt einstellen, um die Dicke dynamisch zu variieren, während der Vorformling extrudiert wird.
③ Formschluss: Der Vorformling wird zwischen zwei Hälften einer gekühlten Metallform gelegt, die wegen ihrer Wärmeleitfähigkeit häufig aus Aluminium besteht. Die Form schließt sich um den Vorformling und versiegelt ihn unten (und manchmal oben), um den Kunststoff einzuschließen und ihn für das Aufblasen vorzubereiten.
④ Blasen: Durch einen Blasdorn oder eine Nadel wird Druckluft in den Vorformling geblasen. Durch den Luftdruck wird der Vorformling aufgeblasen, wodurch er sich ausdehnt und an die Innenform der Form anpasst. Der Druck muss sorgfältig kontrolliert werden, um sicherzustellen, dass der Kunststoff die Form ausfüllt, ohne zu platzen oder dünne Stellen zu hinterlassen.
⑤ Kühlung: Die mit Kühlkanälen ausgestattete Form (in der Regel mit zirkulierendem Kaltwasser) kühlt den aufgeblasenen Kunststoff schnell ab, um ihn zu verfestigen. Dieser Schritt gewährleistet, dass das Teil seine Form behält und ohne Verformung gehandhabt werden kann. Die Abkühlungszeit hängt von der Dicke des Teils und dem verwendeten Material ab.
⑥ Rauswurf: Sobald der Kunststoff ausgehärtet ist, öffnet sich die Form, und das fertige Teil wird ausgeworfen, oft mit Hilfe von Luft oder mechanischen Auswerfern. In diesem Stadium kann das Teil noch überschüssiges Material, den so genannten Grat, aufweisen.
⑦ Beschneiden: Überschüssiger Kunststoff von der Trennebene oder den Quetschbereichen der Form wird manuell mit Werkzeugen oder automatisch mit Messern oder anderen Geräten entfernt. In diesem Schritt wird die endgültige Form des Teils festgelegt, und je nach Anwendung kann eine weitere Nachbearbeitung (z. B. Etikettierung) folgen.

2. Schlüsselfaktoren für den Erfolg:
① Temperaturregelung: Der Kunststoff muss gleichmäßig geschmolzen und die Form effizient abgekühlt werden, um Defekte wie Verzug oder ungleichmäßige Dicke zu vermeiden.
② Vorsteckkontrolle: Die Dicke und Stabilität des Vorformlings sind entscheidend für eine gleichmäßige Wandstärke des Endprodukts, insbesondere bei komplexen Formen.
③ Luftdruck: Der richtige Druck sorgt dafür, dass sich der Vorformling vollständig aufbläst, ohne dass er aufplatzt oder unvollständig geformt wird.
④ Formenbau: Die Form muss der Geometrie des Teils entsprechen und ein einfaches Auswerfen ermöglichen.
3. Variationen des Prozesses:
① Kontinuierliche Extrusion: Der Vorformling wird gleichmäßig extrudiert, und die Formen erfassen Teile davon, während sie sich bewegen. Dies ist ideal für die Großserienproduktion kleinerer Teile, wie etwa Getränkeflaschen.
② Intermittierendes Strangpressen: Die Extrusion pausiert zwischen den Zyklen für eine präzisere Steuerung, die häufig für größere oder komplexe Teile verwendet wird. Dies beinhaltet:
③ Hubkolben-Schrauben-Methode: Die Schnecke bewegt sich zurück, um geschmolzenen Kunststoff zu sammeln, und dann vorwärts, um den Vorformling zu extrudieren.
④ Akkumulatorische Methode: Geschmolzener Kunststoff wird in einem Akkumulator gelagert und schnell extrudiert, was sich für große Gegenstände wie Kraftstofftanks eignet.
Was sind die verschiedenen Arten des Extrusionsblasformens?
Das Extrusionsblasformen ist ein Fertigungsverfahren zur Herstellung von hohlen Kunststoffteilen wie Flaschen, Behältern und Automobilteilen, bei dem ein Schlauch aus geschmolzenem Kunststoff (Vorformling genannt) extrudiert und in einer Form aufgeblasen wird. Es gibt verschiedene Arten des Extrusionsblasformens, die sich jeweils für unterschiedliche Produktionsbedürfnisse und Teileanforderungen eignen. Nachstehend sind die wichtigsten Arten aufgeführt:
1. Kontinuierliche Extrusionsblasformung:
Bei diesem Verfahren wird der Vorformling kontinuierlich aus der Maschine extrudiert, und die Formen nehmen Abschnitte davon auf, um die Teile zu formen. Dieses Verfahren eignet sich aufgrund seiner Schnelligkeit und Effizienz ideal für die Großserienproduktion kleiner bis mittelgroßer Artikel wie Kunststoffflaschen und -behälter. Zu den Variationen der kontinuierlichen Extrusion gehören:
- Shuttle-Blasformen: Die Formen bewegen sich hin und her (Shuttle), um den Vorformling zu erfassen, was eine flexible Produktion ermöglicht.
- Drehrad-Blasformen: Mehrere Formen sind auf einem rotierenden Rad montiert, was eine automatisierte Hochgeschwindigkeitsproduktion ermöglicht.

2. Intermittierendes Extrusionsblasformen:
Beim intermittierenden Strangpressen wird der Vorformling nicht kontinuierlich, sondern in einzelnen Zyklen extrudiert, was eine bessere Kontrolle über seine Bildung ermöglicht. Dieses Verfahren eignet sich gut für größere oder komplexere Teile. Sie kann in zwei weitere Verfahren unterteilt werden:
Hubkolben-Schrauben-Methode: Die Schnecke im Extruder bewegt sich zurück, um den geschmolzenen Kunststoff zu sammeln, und dann vorwärts, um den Vorformling zu extrudieren. Diese Methode wird in der Regel für mittelgroße Teile verwendet und bietet eine gute Präzision.
- Akkumulator-Methode: Der geschmolzene Kunststoff wird in einem Speicher gelagert und dann schnell extrudiert, um den Vorformling zu formen. Dies ist ideal für sehr große oder komplizierte Teile, wie z. B. Kfz-Kraftstofftanks, bei denen schnell ein großes Volumen an Material benötigt wird.

3. Co-Extrusionsblasformen:
Beim Co-Extrusionsblasformen werden mehrere Extruder eingesetzt, um einen Vorformling mit mehreren Schichten aus unterschiedlichen Materialien herzustellen. Diese Art des Blasformens verbessert die Eigenschaften des Endprodukts, wie z. B. die Barrierebeständigkeit (z. B. bei Lebensmittelverpackungen) oder die Kombination von Ästhetik und Festigkeit. Die Coextrusion kann sowohl bei kontinuierlichen als auch bei intermittierenden Extrusionsverfahren angewandt werden, was sie zu einer vielseitigen Variante und nicht zu einer völlig eigenständigen Kategorie macht, auch wenn sie aufgrund ihrer Bedeutung oft als eigene Art aufgeführt wird.

Welche Materialien werden beim Extrusionsblasformen verwendet?
Das Extrusionsblasformen (EBM) ist ein Fertigungsverfahren zur Herstellung hohler Kunststoffteile wie Flaschen, Behälter und Automobilteile. Bei diesem Verfahren wird Kunststoff geschmolzen, in eine schlauchartige Struktur, den sogenannten Vorformling, extrudiert und dann in einer Form aufgeblasen, um die gewünschte Form zu erhalten. Bei den im EBM verwendeten Materialien handelt es sich in erster Linie um thermoplastische Kunststoffe, die geschmolzen, geformt und wiederholt abgekühlt werden können, ohne dass es zu einer nennenswerten chemischen Zersetzung kommt.
1. Gängige Materialien beim Extrusionsblasformen:
Die folgenden Thermoplaste werden aufgrund ihrer Vielseitigkeit und Kompatibilität mit dem Verfahren häufig für EBM verwendet:
① Hochdichtes Polyethylen (HDPE): HDPE ist für seine Langlebigkeit und chemische Beständigkeit bekannt und ist das beliebteste Material im EBM-Bereich. Es wird häufig für Milchkannen, Waschmittelflaschen und Kraftstofftanks verwendet. Seine Recyclingfähigkeit macht es außerdem zu einer nachhaltigen Wahl.
② Polypropylen (PP): PP ist hitzebeständig und flexibel und eignet sich daher ideal für Automobilteile wie Luftkanäle und wiederverwendbare Behälter. Seine Fähigkeit, wiederholten Belastungen standzuhalten, ist ein entscheidender Vorteil.
③ Polyethylenterephthalat (PET): Während PET eher für das Spritzblasformen typisch ist, wird es beim EBM für klare, stabile Getränkeflaschen und Lebensmittelverpackungen verwendet. Es muss vorgetrocknet werden, um eine Zersetzung während der Verarbeitung zu vermeiden.
④ Polyvinylchlorid (PVC): PVC ist hart und chemikalienbeständig und wird häufig für Rohre, Fittings und Kabelisolierungen verwendet. Es kann auch für Anwendungen wie medizinische Schläuche flexibel gemacht werden.
⑤ Polystyrol (PS): PS ist leicht und einfach zu formen und wird für Einwegartikel wie Becher und Lebensmittelschalen verwendet. Es ist kostengünstig, aber weniger haltbar als andere Optionen.
2. Spezialisierte und neu entstehende Materialien:
Neben den gängigen Materialien setzt EBM auch spezielle Thermoplaste und nachhaltige Alternativen für besondere Anforderungen ein:
① Polycarbonat (PC): Aufgrund seiner hohen Schlagzähigkeit und Transparenz wird PC für große Behälter und Autoteile, wie z. B. Flaschen für Wasserkühler, verwendet. Es ist zwar teurer, eignet sich aber hervorragend für anspruchsvolle Anwendungen.
② Nylon (Polyamid): Nylon bietet Festigkeit und Temperaturbeständigkeit und eignet sich daher für Kraftstoffleitungen und Luftansaugkrümmer in der Industrie. Seine Verwendung ist durch die Kosten begrenzt.
③ Biokunststoffe: Neue Materialien wie Polymilchsäure (PLA) oder biobasiertes Polyethylen sind biologisch abbaubar und werden für umweltfreundliche Verpackungen verwendet. Sie gewinnen als nachhaltige Optionen an Zugkraft.

3. Tabelle der Materialien:
| Material | Gemeinsame Anwendungen | Wichtige Eigenschaften |
|---|---|---|
| HDPE | Flaschen, Kraftstofftanks | Langlebig, chemikalienbeständig |
| PP | Autoteile, Container | Hitzebeständig, flexibel |
| PET | Getränkeflaschen | Klar, stark |
| PVC | Rohre, Formstücke | Steif, chemikalienbeständig |
| PS | Einwegbecher, Tabletts | Leichtes Gewicht, einfach zu formen |
| Polycarbonat | Flaschen für den Wasserkühler | Hohe Schlagzähigkeit, transparent |
| Nylon | Kraftstoffleitungen, Verteilerrohre | Stark, temperaturbeständig |
| Biokunststoffe | Nachhaltige Verpackung | Biologisch abbaubar, umweltfreundlich |
Was sind die wichtigsten Anwendungen des Extrusionsblasformens?
Das Extrusionsblasformen (EBM) ist ein weit verbreitetes Herstellungsverfahren, bei dem hohle Kunststoffteile durch Aufblasen eines geschmolzenen Kunststoffrohrs, eines so genannten Vorformlings, in einer Form hergestellt werden. Diese Technik wird für ihre Vielseitigkeit, Kosteneffizienz und die Fähigkeit, leichte, haltbare und komplex geformte Produkte herzustellen, geschätzt. Von Alltagsgegenständen wie Wasserflaschen bis hin zu spezialisierten Industriekomponenten ist EBM zu einem Eckpfeiler der modernen Fertigung in zahlreichen Branchen geworden.
1. Lebensmittel- und Getränkeindustrie:
Der Lebensmittel- und Getränkesektor verlässt sich in hohem Maße auf EBM, um sichere, praktische und kosteneffiziente Verpackungslösungen herzustellen.
- Flaschen und Gefäße: EBM wird für die Herstellung von Wasserflaschen, Milchkannen, Saftbehältern und Gewürzflaschen verwendet. Diese Produkte sind leicht, bruchsicher und so konzipiert, dass sie den Inhalt schützen und die Haltbarkeit verlängern.
- Lebensmittelverpackungen: Artikel wie Joghurtbecher, Margarinebecher und Aufbewahrungsbehälter werden mit EBM hergestellt und weisen oft ergonomische Formen oder Griffe auf, die dem Benutzer entgegenkommen.
Verwendete Materialien:
- Polyethylen hoher Dichte (HDPE) und Polypropylen (PP) sind aufgrund ihrer lebensmittelechten Eigenschaften, ihrer Chemikalienbeständigkeit und ihrer Recyclingfähigkeit eine beliebte Wahl.
Warum EBM?
- Seine Fähigkeit, luftdichte, auslaufsichere Verpackungen in großem Maßstab herzustellen, macht es ideal für verderbliche Waren. Außerdem unterstützt EBM Nachhaltigkeitstrends, indem es die Verwendung von recyceltem Kunststoff ermöglicht.

2. Haushalts- und Körperpflegeprodukte:
EBM ist ein bewährtes Verfahren zur Herstellung funktioneller und optisch ansprechender Behälter für Haushalts- und Körperpflegeartikel.
- Flaschen für Reinigungsmittel und Reinigungsprodukte: Stabile, chemikalienbeständige Flaschen für Waschmittel, Bleichmittel und Reinigungssprays werden aus EBM hergestellt und verfügen oft über Griffe für eine einfache Handhabung.
- Behälter für Kosmetika und Körperpflegemittel: Shampooflaschen, Lotionspender, Deodorantstifte und Kosmetiktiegel profitieren von der Fähigkeit von EBM, komplizierte Designs wie geprägte Logos oder strukturierte Oberflächen zu erstellen.
Verwendete Materialien:
HDPE und Polyethylen niedriger Dichte (LDPE) bieten Flexibilität und Haltbarkeit, während Polyethylenterephthalat (PET) Klarheit für hochwertige Produkte bietet.
Warum EBM?
Mit diesem Verfahren können komplexe Formen und Markenmerkmale direkt geformt werden, was die Attraktivität des Produkts erhöht. Mehrschichtige Co-Extrusionsoptionen verbessern auch die Barriereeigenschaften und verlängern die Haltbarkeit.

3. Pharmazeutische Industrie und Gesundheitswesen:
Im Gesundheitswesen liefert EBM sichere, präzise und sterile Verpackungen und Komponenten, die strenge Normen erfüllen.
- Pharmazeutische Flaschen: Flaschen für Tabletten, Sirup und flüssige Medikamente werden mit EBM hergestellt, oft mit manipulationssicheren Deckeln oder kindersicheren Verschlüssen.
- Komponenten für medizinische Geräte: Flexible, hohle Teile wie Faltenbälge, Quetschkolben und Atemschutzmasken werden mit EBM für medizinische Anwendungen hergestellt.
Verwendete Materialien:
PP und HDPE gewährleisten Sterilität und chemische Beständigkeit, während Thermoplastische Elastomere (TPE) Flexibilität für Schläuche und Dichtungen bieten.
Warum EBM?
Seine Präzision gewährleistet eine gleichbleibende Qualität, die für die Einhaltung gesetzlicher Vorschriften entscheidend ist, und er unterstützt Funktionen wie Skalenmarkierungen für eine genaue Dosierung.

4. Automobilindustrie:
EBM trägt durch die Herstellung leichter, langlebiger Komponenten zur Effizienz und Leistung von Fahrzeugen bei.
- Luftkanäle und HLK-Komponenten: Komplexe, hohle Teile, die die Luft im Fahrzeug kanalisieren, werden mit EBM hergestellt, was das Gewicht reduziert und die Kraftstoffeffizienz verbessert.
- Kraftstofftanks und Flüssigkeitsbehälter: Kleine Kraftstofftanks (z. B. für Motorräder) und Behälter für Scheibenwasch- oder Kühlflüssigkeit werden aus EBM gefertigt, um eine lange Haltbarkeit zu gewährleisten.
Verwendete Materialien:
HDPE und PP sind hitzebeständig, während die mehrschichtige Coextrusion zusätzliche Barrieren schafft, die das Eindringen von Kraftstoff verhindern.
Warum EBM?
Sie produziert große, komplexe Formen mit integrierten Merkmalen wie Befestigungspunkten, wodurch die Montagekosten gesenkt werden und der Fokus der Industrie auf Leichtbau unterstützt wird.

5. Industrielle und landwirtschaftliche Anwendungen:
EBM zeichnet sich durch die Herstellung von robusten, großen Behältern und Komponenten für den industriellen und landwirtschaftlichen Einsatz aus.
- Industrielle Fässer und Tanks: Große Behälter, wie z. B. 55-Gallonen-Fässer für Chemikalien oder Schmiermittel, werden mit EBM hergestellt, um rauen Bedingungen standzuhalten.
- Landwirtschaftliche Produkte: Gießkannen, Sprühgeräte für Schädlingsbekämpfungsmittel und Düngemittelbehälter verfügen über ein ergonomisches Design, das durch EBM ermöglicht wird.
Verwendete Materialien:
HDPE bietet Schlagzähigkeit und chemische Stabilität, während PVC Steifigkeit für spezifische Anforderungen bietet.
Warum EBM?
Seine Fähigkeit, dickwandige, einheitliche Teile zu produzieren, gewährleistet Langlebigkeit, und integrierte Merkmale wie Gewindehälse verbessern die Funktionalität.

6. Spielzeug und Freizeitprodukte:
EBM ist weit verbreitet, um sichere, langlebige und lustige Produkte für Kinder und Outdoor-Aktivitäten herzustellen.
- Spielzeug: Hohle Plastikspielzeuge wie Bälle, Spielhäuser und Aufsitzfahrzeuge werden mit EBM hergestellt, was glatte, sichere Kanten und leuchtende Farben garantiert.
- Sportartikel: Kajaks, Schlitten und Spielplatzgeräte nutzen die Fähigkeit von EBM, große, nahtlose und leichte Strukturen herzustellen.
Verwendete Materialien:
LDPE und HDPE gewährleisten Flexibilität, Sicherheit und Stoßfestigkeit.
Warum EBM?
Das flexible Design ermöglicht kreative Formen mit integrierten Funktionen, und die Verwendung ungiftiger, recycelbarer Materialien entspricht den Sicherheits- und Umweltstandards.

7. Bauwesen und Infrastruktur:
EBM unterstützt das Bauwesen durch die Herstellung langlebiger, witterungsbeständiger Komponenten.
- Rohre und Kanäle: Lüftungskanäle, Entwässerungsrohre und Schutzabdeckungen werden aus EBM hergestellt, um eine leichte Festigkeit zu gewährleisten.
- Absperrungen und Sicherheitsausrüstung: Verkehrsleitkegel, Sicherheitsbarrieren und tragbare Toilettenbehälter profitieren von den großtechnischen Möglichkeiten von EBM.
Verwendete Materialien:
HDPE und PVC bieten Witterungsbeständigkeit und Langlebigkeit.
Warum EBM?
Es liefert schnell nahtlose, konsistente Teile und erfüllt die hohen Anforderungen und strukturellen Anforderungen von Bauprojekten.

Vorteile und Beschränkungen des Extrusionsblasformens
Vorteile:
① Kosteneffizienz: Geringere Werkzeug- und Ausrüstungskosten machen es ideal für die Großproduktion.
② Design-Flexibilität: Einfaches Herstellen komplexer Formen durch Anpassen von Formen oder Vorformlingseinstellungen.
③ Material Vielseitigkeit: Arbeitet mit verschiedenen Thermoplasten für maßgeschneiderte Eigenschaften.
④ Leichte Produkte: Erzeugt haltbare, leichte Produkte, die Material- und Versandkosten sparen.
Beschränkungen:
① Materialabfall: Erzeugt mehr Ausschuss (Grat) als andere Methoden, was die Effizienz beeinträchtigt.
② Sekundäre Operationen: Erfordert Beschneiden, was Zeit und Kosten verursacht.
③ Probleme beim Füllen von Ecken: Dünne Vorformlinge haben Probleme mit scharfen Ecken, was zu Defekten führen kann.
④ Geschulte Bedienung: Erfordert geschultes Personal für die Verwaltung der Prozessvariablen.
Extrusionsblasformen Lösungen
Entdecken Sie fachkundige Extrusionsblasformlösungen für kundenspezifische Kunststoffprodukte. Erfahren Sie mehr über Materialien, Prozesse, Designüberlegungen und nachhaltige Produktionsmethoden, um Ihre Produktionsanforderungen zu erfüllen.

Leitfaden für kundenspezifische Extrusionsblasformlösungen
- Maschinen und Anlagen für das Extrusionsblasformen
- Wichtige Designüberlegungen beim Extrusionsblasformen
- Extrusionsblasformen im Vergleich zu anderen Formgebungsverfahren
- Was sind die häufigsten Fehler beim Extrusionsblasformen?
- Prototyping und Kleinserienfertigung im EBM
- Nachhaltigkeit und Recycling beim Extrusionsblasformen
Welche Maschinen und Anlagen werden beim Extrusionsblasformen eingesetzt?
Das Extrusionsblasformen (EBM) ist ein Herstellungsverfahren, bei dem hohle Kunststoffteile wie Flaschen und Behälter durch Schmelzen von Kunststoff, Formen zu einem Schlauch (Vorformling), Aufblasen in einer Form und Abkühlen in die endgültige Form gebracht werden. Die beteiligten Maschinen und Anlagen sind so spezialisiert, dass diese Schritte effizient durchgeführt werden können. Hier ist eine detaillierte Aufschlüsselung:
1. Extruder:
Der Extruder ist das Kernstück, in dem Kunststoffgranulat (z. B. HDPE, PP) in einen Trichter gefüllt, geschmolzen und gemischt wird. Er verfügt über eine rotierende Schnecke in einem beheizten Zylinder, die den Kunststoff schmilzt und ihn in die Düse drückt. Moderne Extruder verfügen häufig über präzise Temperatur- und Geschwindigkeitsregelungen, um eine gleichmäßige Schmelze zu gewährleisten.
2. Extrusioin Schimmel:
Die Düse formt den geschmolzenen Kunststoff zu einem hohlen Rohr, dem Vorformling. Seine Konstruktion steuert den Durchmesser und die Wandstärke des Vorformlings, die für die Qualität des Endprodukts entscheidend sind. Verstellbare Formen oder Vorformlingsprogrammiersysteme ermöglichen eine Anpassung der Dicke in Echtzeit, insbesondere bei komplexen Teilen.
3. Blasform:
Die Form, die wegen ihrer Kosteneffizienz und Wärmeleitfähigkeit in der Regel aus Aluminium hergestellt wird, besteht aus zwei Hälften, die sich um den Vorformling schließen und so die endgültige Form des Teils bilden. Die Formen verfügen häufig über integrierte Kühlkanäle und Entlüftungsöffnungen, um eine ordnungsgemäße Verfestigung und das Entweichen von Luft beim Aufblasen zu gewährleisten.
4. Blow Pin:
Der Blasdorn bläst Druckluft in den Vorformling und presst ihn gegen die Formwände. Seine Positionierung und der Luftstrom müssen präzise sein, um Fehler wie ungleichmäßige Dicke oder Ausblasen zu vermeiden. Bei einigen Anlagen hilft der Blasdorn auch beim Abschneiden von überschüssigem Material.
5. Feststelleinheit:
Dieses System sichert die Formhälften während des Aufblasens und Abkühlens und wirkt dem Luftdruck im Inneren entgegen. Es kann hydraulisch oder mechanisch sein, mit ausreichender Kraft, um Lecks oder Fehlausrichtungen zu verhindern, die zu Gratbildung oder defekten Teilen führen könnten.
6. Kühlsystem:
Die Kühlung erfolgt über Wasserkanäle in der Form, in denen gekühltes Wasser zirkuliert, um den Kunststoff schnell zu verfestigen. Eine effiziente Kühlung verkürzt die Zykluszeiten und verhindert Verformungen, wobei einige Systeme zur zusätzlichen Kontrolle eine Luftkühlung beinhalten.
7. Trimmstation:
Nach dem Auswerfen wird der überschüssige Kunststoff (Grat), der sich an der Trennebene der Form oder in den Quetschbereichen gebildet hat, in der Beschneidestation entfernt. Dies kann mit manuellen Werkzeugen, automatischen Messern oder Lasern geschehen, je nach Produktionsumfang und Präzisionsanforderungen.
8. Zusätzliche Ausrüstung:
① Vorformling-Programmiergeräte: Dynamische Anpassung der Matrizeneinstellungen für gleichmäßige Wandstärken.
② Speicherköpfe: Speichern geschmolzenen Kunststoff für intermittierende Extrusion, ideal für große oder komplexe Teile.
③ Automatisierungssysteme: Roboter oder Förderbänder handhaben Teile in Großserienaufbauten und verbessern die Effizienz.
Was sind die wichtigsten Designüberlegungen beim Extrusionsblasformen?
Das Design für EBM erfordert ein Gleichgewicht zwischen Funktionalität, Ästhetik und Herstellbarkeit des Teils. Im Folgenden werden die wichtigsten Überlegungen im Detail erläutert:
1. Gleichmäßigkeit der Wanddicke:
Eine gleichbleibende Wandstärke gewährleistet Festigkeit und Leistung. Die Tendenz des Vorformlings, unter der Schwerkraft durchzuhängen, kann zu einer Ausdünnung führen. Daher verwenden die Konstrukteure die Vorformlingsprogrammierung, um die Dicke während der Extrusion anzupassen und sicherzustellen, dass kritische Bereiche (z. B. Ecken) ausreichend Material aufweisen.
2. Formgestaltung:
Die Form muss der Geometrie des Teils entsprechen, einschließlich komplexer Merkmale wie Griffe oder Hinterschneidungen. Sie benötigt eine angemessene Entlüftung, um eingeschlossene Luft abzulassen, Kühlkanäle für eine gleichmäßige Erstarrung und eine Konstruktion, die ein einfaches Auswerfen des Teils ohne Beschädigung ermöglicht.
3. Auswahl des Materials:
Die Wahl des Thermoplasts (z. B. HDPE für Haltbarkeit, PP für Hitzebeständigkeit, PET für Klarheit) hängt von den Anforderungen des Teils ab - mechanische Festigkeit, chemische Beständigkeit oder Aussehen. Die Viskosität des Materials beeinflusst auch, wie es sich beim Aufblasen dehnt.
4. Platzierung der Trennungslinie:
Die Trennebene, an der sich die Formhälften treffen, hat Auswirkungen auf die Gratbildung und die Leichtigkeit des Beschneidens. Die Platzierung der Trennfuge in unkritischen oder weniger sichtbaren Bereichen reduziert die Nachbearbeitung und verbessert die Ästhetik, während die Funktionsbereiche intakt bleiben.
5. Blow Ratio:
Definiert als das Verhältnis zwischen dem Durchmesser des Formhohlraums und dem Durchmesser des Vorformlings, beeinflusst das Blasverhältnis die Dickenverteilung. Bei einem zu hohen Verhältnis (z. B. >3:1) besteht die Gefahr der Ausdünnung, bei einem zu niedrigen Verhältnis wird Material verschwendet. Optimale Verhältnisse (1,5:1 bis 3:1) werden auf der Grundlage der Teilegröße und -form berechnet.
6. Tiefgangswinkel und Radien:
Leichte Verjüngungen (Entformungswinkel) und abgerundete Kanten (Radien) erleichtern die Teileentnahme, reduzieren Spannungspunkte und verbessern den Materialfluss beim Aufblasen, wodurch Fehler wie Risse oder unebene Wände minimiert werden.
7. Pinch-Off-Design:
Die Abquetschung dichtet den Boden des Vorformlings ab und bildet eine Schweißnaht. Eine starke Quetschung verhindert Leckagen, reduziert die Gratbildung und sorgt für Stabilität (z. B. bei stehenden Flaschen), was eine präzise Ausrichtung der Form und Druck erfordert.

Extrusionsblasformen im Vergleich zu anderen Formgebungsverfahren
EBM eignet sich hervorragend für große, hohle Teile, im Gegensatz zum Spritzblasen (IBM), das sich für kleine, präzise Teile eignet, oder zum Rotationsblasen (RM), das ideal für sehr große Teile ist, aber langsamer und kostspieliger. Siehe die nachstehende Tabelle:
| Prozess | Am besten für | Vorteile | Beschränkungen |
|---|---|---|---|
| EBM | Große, hohle Teile | Kostengünstig, flexibel | Abfall, sekundäre Schritte |
| IBM | Kleine, präzise Teile | Hohe Präzision | Höhere Kosten, Größenbeschränkungen |
| RM | Sehr große Teile | Gleichmäßige Dicke | Langsam, teuer |
Was sind die häufigsten Defekte beim Extrusionsblasformen?
Mängel im EBM können die Qualität beeinträchtigen, sind aber mit den richtigen Anpassungen zu bewältigen. Im Folgenden finden Sie eine Liste häufiger Probleme und deren Lösungen:
1. Ungleiche Wanddicke:
Die Ursache: Durchhängen des Vorformlings, inkonsistente Werkzeugeinstellungen oder schlechte Programmierung.
Reparieren: Implementieren Sie eine Vorformlingsprogrammierung, um die Dicke nach Bedarf zu variieren, oder verwenden Sie Stützsysteme (z. B. Luftringe), um den Vorformling während der Extrusion zu stabilisieren.
2. Blowouts:
Die Ursache: Übermäßiger Luftdruck oder schwache Vorformlingbereiche durch ungleichmäßige Erwärmung.
Reparieren: Senken Sie den Blasdruck, sorgen Sie für eine gleichmäßige Schmelztemperatur oder wechseln Sie zu einem höherfesten Material, um dem Aufblasen standzuhalten.
3. Blitzlicht:
Die Ursache: Überschüssiges Material an der Trennebene aufgrund von Ausrichtungsfehlern oder abgenutzten Werkzeugen.
Reparieren: Richten Sie die Formen präzise aus, warten oder ersetzen Sie verschlissene Komponenten und passen Sie die Schließkraft an, um Überpackungen zu vermeiden.
4. Verziehen:
Die Ursache: Ungleichmäßige Abkühlung verursacht innere Spannungen und Verformungen.
Reparieren: Optimieren Sie die Kühlung durch Anpassen des Wasserdurchflusses oder der Werkzeugtemperatur und sorgen Sie für eine gleichmäßige Wandstärke, um die Erstarrungsraten auszugleichen.
5. Schweißnähte:
Die Ursache: Schwache Nähte an Quetschstellen durch geringen Druck oder schlechte Materialverschmelzung.
Reparieren: Verbessern Sie das Pinch-Off-Design, erhöhen Sie die Klemmkraft oder passen Sie die Schmelztemperatur an, um einen besseren Fluss und eine bessere Verklebung zu erzielen.
6. Oberflächendefekte (z. B. Schlieren, Blasen):
Die Ursache: Verunreinigungen, Feuchtigkeit im Harz oder unsachgemäßes Schmelzen.
Reparieren: Verwenden Sie trockene, saubere Materialien und passen Sie die Extrudereinstellungen (Schneckendrehzahl, Zylinderwärme) an, um eine gleichmäßigere Schmelze zu erzielen.

Prototyping und Kleinserienfertigung im EBM
Das Prototyping und die Kleinserienfertigung im EBM passen das Verfahren an geringe Stückzahlen an, wobei der Schwerpunkt auf Kosten und Flexibilität liegt. So wird es erreicht:
1. Kleinere Maschinen:
Es werden kompakte EBM-Maschinen verwendet, die weniger Energie und Einrichtungszeit benötigen als Systeme in Originalgröße. Sie sind ideal für Tests oder die Herstellung kleinerer Serien ohne große Investitionen.
2. 3D-gedruckte Gussformen:
Rapid Prototyping mit 3D-gedruckten Formen verkürzt die Vorlaufzeiten und senkt die Kosten. Obwohl sie weniger haltbar sind als Metallformen, reichen sie für erste Entwürfe oder kleine Chargen aus und ermöglichen schnelle Iterationen.
3. Intermittierendes Strangpressen:
Bei dieser Methode, bei der häufig Akkumulatorköpfe verwendet werden, wird geschmolzener Kunststoff gespeichert und bei Bedarf wieder abgegeben, was eine präzise Kontrolle der Vorformlingsbildung ermöglicht - perfekt für kleine, detaillierte Serien oder Prototypen.

4. Vereinfachtes Tooling:
Einzelkavitätenwerkzeuge oder einfache Werkzeuge reduzieren die Kosten im Vergleich zu Mehrfachkavitäten und ermöglichen kostengünstige Tests von Konzepten vor der Vergrößerung.
5. Flexible Anpassungen:
Die einstellbaren Parameter des EBM (z. B. Temperatur, Druck) und die Vielseitigkeit der Materialien ermöglichen das Experimentieren mit verschiedenen Harzen oder Einstellungen, um Prototypen effizient zu verfeinern.
Nachhaltigkeit und Recycling beim Extrusionsblasformen
Die EBM trägt durch innovative Praktiken, die die Umweltbelastung verringern, zur Nachhaltigkeit und zum Recycling bei. Und so geht's:
1. Recycelte Materialien:
Die Verwendung von recyceltem Kunststoff (z. B. rHDPE) in EBM verringert die Abhängigkeit von neuen Harzen. Viele Produkte, wie z. B. Verpackungen, enthalten jetzt bis zu 50% recycelte Bestandteile, wodurch die Leistung erhalten bleibt und gleichzeitig der Abfall reduziert wird.
2. Biologisch abbaubare Kunststoffe:
Fortschritte bei biologisch abbaubaren Thermoplasten für EBM bieten umweltfreundliche Alternativen, die sich auf natürliche Weise abbauen und die langfristige Verschmutzung verringern, insbesondere bei Einweganwendungen.
3. Design-Optimierungen:
Dünnere Wände, stromlinienförmige Formen und reduzierte Grate durch ein besseres Formdesign verringern den Materialverbrauch und den Abfall und steigern die Effizienz ohne Qualitätseinbußen.
4. Energieeffiziente Maschinen:
Moderne EBM-Anlagen verfügen über energiesparende Technologien wie drehzahlvariable Antriebe und eine verbesserte Heizung, die den Kohlenstoff-Fußabdruck des Prozesses verringern.
5. Geschlossener Recycling-Kreislauf:
Produktionsabfälle (z. B. Grat) werden vor Ort wieder gemahlen und wiederverwendet, wodurch die Abfallmenge minimiert und eine Kreislaufwirtschaft im Herstellungsprozess unterstützt wird.
6. Gewichtsreduzierung:
Die Herstellung leichterer Teile spart Material und Transportenergie und entspricht damit den Nachhaltigkeitszielen bei gleichzeitiger Einhaltung der Leistungsstandards.

FAQs FÜR KUNDEN
Erste Schritte mit Uplastech
Sie haben Fragen? Wir haben Antworten.
Wir sind auf Extrusion, Vakuumformung, Blasformen und Präzisionsformenbau spezialisiert und bieten maßgeschneiderte Lösungen für Ihre vielfältigen Fertigungsanforderungen.
Wir arbeiten mit verschiedenen Branchen zusammen, darunter die Automobil-, Elektronik-, Konsumgüter- und Verpackungsindustrie, wobei wir uns auf B2B-Partnerschaften konzentrieren und Lösungen in den Bereichen Extrusion, Thermoformung, Blasformen und Präzisionsformenbau anbieten.
Ja, wir schneidern unsere Lösungen auf Ihre individuellen Anforderungen zu.
Kontakt aufnehmen
Senden Sie uns eine E-Mail oder füllen Sie das unten stehende Formular aus, um ein Angebot zu erhalten.
E-Mail: uplastech@gmail.com
