 Zum Inhalt springen
Zum Inhalt springen 
Lösungen für das Vakuumformen von dicken Wänden
Präzisionstiefziehen für Dickwandanwendungen. Entdecken Sie die von Experten unterstützten Dienstleistungen für das Vakuumformen von dicken Wänden für Anwendungen in der Industrie, der Automobilbranche und der Luft- und Raumfahrt.

Leitfaden für kundenspezifisches Vakuumformen von dicken Wänden (dicke Wandstärken)
Was ist Dickwand-Tiefziehen?
Das Dickwand-Vakuumformen (auch bekannt als Heavy-Gauge-Thermoforming oder Thick-Sheet Vacuum Forming) ist ein spezielles Kunststoffherstellungsverfahren, mit dem dicke Kunststoffplatten (typischerweise ≥2 mm) zu haltbaren, hochfesten Komponenten geformt werden. Der Prozess beinhaltet:
- Heizung: Kunststoffplatten (ABS, PC, PP usw.) werden mit Hilfe von Infrarot- oder Keramikstrahlern bis zu einem biegsamen Zustand erweicht (z. B. 160-180 °C für ABS).
- Gießen: Die erhitzte Platte wird über eine Form gelegt und durch den Vakuumdruck (bis zu 25-28 inHg) eng an die Formoberfläche gezogen, um komplizierte Geometrien nachzubilden.
- Kühlung und Beschneidung: Durch schnelles Abkühlen (mittels Luft- oder Wassernebel) verfestigt sich die Form, gefolgt von CNC-Bearbeitung für präzise Kanten.
Diese Methode ist ideal für große, strukturelle Teile, die robust sein müssen, wie z. B. Automobilverkleidungen, Industriegehäuse oder 3D-Beschilderungen.
Prozess-Variationen:
① Druckumformung: Kombiniert Vakuum und Druckluft (3-6 bar) für schärfere Details auf dicken Blechen.
② Twin-Sheet Forming: Verklebt zwei geformte Platten für Hohlkörper (z. B. Industriepaletten).
③ Drape Forming: Schwerkraftunterstütztes Durchbiegen von erhitzten Blechen über Patrizen für eine gleichmäßige Dicke.

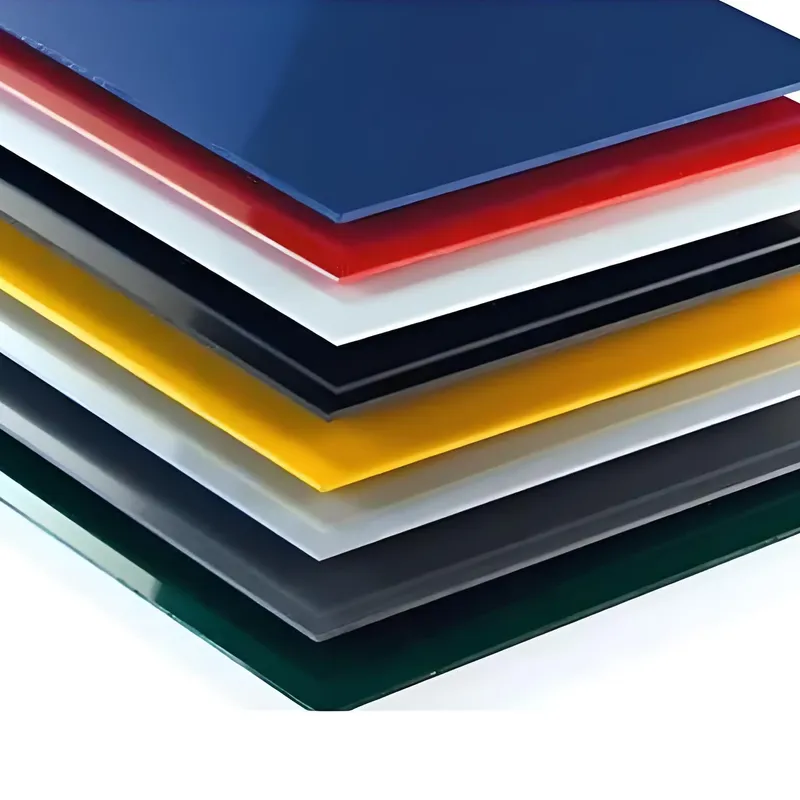
Leitfaden zur Materialauswahl: ABS, PC, HDPE und mehr
Hier finden Sie eine umfassende Analyse der Materialauswahl für die Dickwand-Vakuumformung, die technische Spezifikationen aus Industrienormen und praktische Anwendungen kombiniert:
1. ABS (Acrylnitril-Butadien-Styrol):
① Anwendungen:
- Automobilkomponenten (Armaturenbretter, Werkzeugkästen).
- Elektronikgehäuse (Gehäuse für Industrieanlagen).
- Schalen für medizinische Geräte.
② Wichtige Vorteile:
- Hohe Schlagfestigkeit (ideal für Strukturteile).
- Hervorragende Dimensionsstabilität bei der Umformung von dicken Platten (1-20 mm Dicke).
- Einfache Nachbearbeitung (Lackieren, Galvanisieren).
③ Überlegungen zum Prozess:
- Für eine optimale Vakuumformung ist eine Erwärmung auf 180-220 °C erforderlich.
- Kompatibel mit strukturierten Oberflächen (z. B. Ledernarbungen für Autoinnenräume).
④ Fallbeispiel:
- Feuerhemmende, vakuumgeformte ABS-Maschinenabdeckungen (UL94 V-0 zertifiziert).


2. PC (Polycarbonat):
① Anwendungen:
- Transparente Schutzabdeckungen (medizinische Geräte, Maschinenschutzvorrichtungen).
- Innenraumkomponenten für die Luft- und Raumfahrt.
② Wichtige Vorteile:
- Glasähnliche Klarheit (Lichtdurchlässigkeit >88%).
- Hitzebeständigkeit bis zu 135°C.
③ Überlegungen zum Prozess:
- Strenge Temperaturkontrolle erforderlich (enges Formungsfenster: 190-210°C).
- Vortrocknung unerlässlich (Feuchtigkeitsgehalt <0,02%).
④ Fallbeispiel:
- UV-beständige PC-Flugzeugkabinenplatten (3-6 mm dick).


3. HDPE (High-Density Polyethylen):
① Anwendungen:
- Chemikalienbeständige Behälter (industrielle Lagertanks).
- Schwerlastpaletten und Materialtransportsysteme.
② Wichtige Vorteile:
- Hervorragende Spannungsrissbeständigkeit (500+ Stunden im ASTM D1693-Test).
- Kostengünstig für die Großserienproduktion (30-50% niedrigere Materialkosten im Vergleich zu ABS).
③ Überlegungen zum Prozess:
- Optimale Umformungsstärke: 4-12 mm.
- Erfordert spezielle Kühlvorrichtungen, um Verzug zu vermeiden.
④ Fallbeispiel:
- Antistatische HDPE-Schalen für die Elektronikfertigung.

4. PETG (glykolmodifiziertes PET):
① Anwendungen:
- Lebensmittelgerechte Verpackung (FDA-konforme Behälter).
- Display-Systeme für den Einzelhandel.
② Wichtige Vorteile:
- Kombiniert die Formbarkeit von PVC mit der chemischen Beständigkeit von PET.
- Niedrige Umformtemperatur (110-130°C).
③ Fallbeispiel:
- Transparente medizinische Instrumentensiebe aus PETG (γ-strahlsterilisierbar).
5. PP (Polypropylen):
① Anwendungen:
- Lebensmittelverpackungen (Joghurtbecher, mikrowellengeeignete Behälter).
- Medizinische Einwegprodukte (Spritzen, Infusionsflaschen, Sterilisationstrays).
- Industriebehälter (chemische Lagerbehälter, landwirtschaftliche Tanks).
② Wichtige Vorteile:
- Leicht und ermüdungsbeständig: Ideal für dünnwandige Konstruktionen mit wiederholtem Biegen (z. B. lebende Scharniere an Flaschenverschlüssen).
- Chemische Inertheit: Beständig gegen Säuren, Laugen und organische Lösungsmittel.
- Autoklavierbar: Hält der Dampfsterilisation (121°C+) für medizinische Anwendungen stand.
- Kostengünstig: Niedrige Rohstoffkosten und hohe Wiederverwertbarkeit.
③ Dicke-Wand-Herausforderungen:
- Neigung zu Schrumpfung und Verformung bei schweren Profilen (>3 mm).
- Erfordert die Kontrolle der Formtemperatur (40-80°C), um die Dimensionsstabilität zu verbessern.
④ Fallbeispiel:
- Medizinische Einwegschalen: Mit Gammastrahlen sterilisierbare, FDA-konforme Designs mit integrierten Schnappverschlüssen.
- Industrielle IBC-Auskleidungen: 8-12 mm dicke PP-Behälter für den Transport korrosiver Flüssigkeiten.


| Material | Anwendungen | Wichtige Eigenschaften | Eignung für das Dickwandtiefziehen | Beispielhafte Anwendungsfälle |
|---|---|---|---|---|
| ABS | Automobilteile, Elektronik | Hohe Festigkeit, Schlagzähigkeit | (Komplexe Formen) | Werkzeugkasten-Muscheln |
| PC | Transparente Abdeckungen, medizinische Geräte | Hohe Transparenz, Hitzebeständigkeit | (Erfordert eine genaue Temperaturkontrolle) | Schutzvorrichtungen für Maschinen |
| HDPE | Industriecontainer, Paletten | Chemische Beständigkeit, Wiederverwertbarkeit | (Gleichmäßige Wandstärke) | Antistatische Tabletts |
| PETG | Lebensmittelverpackungen, Displays | FDA-zugelassen, hohe Zähigkeit | (Präzisionsblankpressen) | Transparente Lebensmittelbehälter |
| PP | Dünnwandige Artikel, medizinische Tabletts | Leichtes Gewicht, Ermüdungsfestigkeit | (Neigt bei dicken Wänden zur Schrumpfung) | Pharmazeutische Tabletts |
Wichtige Prozessschritte: Von der Kunststoffplatte zum Endprodukt
Die wichtigsten Prozessschritte und technischen Punkte der Dickwand-Vakuumformung (Dickwand-Tiefziehen/Hochdruck-Vakuumformung).
1. Materialauswahl und Vorbehandlung:
① Auswahl des Plattenmaterials:
- Gängige Materialien: ABS (mit einer Dicke von 4 mm oder mehr und einer hochglänzenden Oberfläche), HDPE (ausgezeichnete Verschleißfestigkeit, geeignet für Umschlagpaletten), PVDF (hohe Temperaturbeständigkeit und chemische Korrosionsbeständigkeit, geeignet für industrielle Szenarien).
- Vorbehandlung des Materials: Saubere und trockene dicke Bleche (4 - 6 mm), um zu verhindern, dass Verunreinigungen die Formqualität beeinträchtigen.
② Erwärmung und Enthärtung:
- Temperaturregelung: Stellen Sie den Heizbereich entsprechend den Materialeigenschaften ein (z. B. ABS benötigt 200 - 220 °C und HDPE 150 - 170 °C), um eine gleichmäßige Erweichung zu gewährleisten.
- Erhitzungsmethode: Verwenden Sie Infrarot- oder Quarzstrahler, um eine lokale Überhitzung zu vermeiden, die zu einer Verformung des Blechs führen kann.
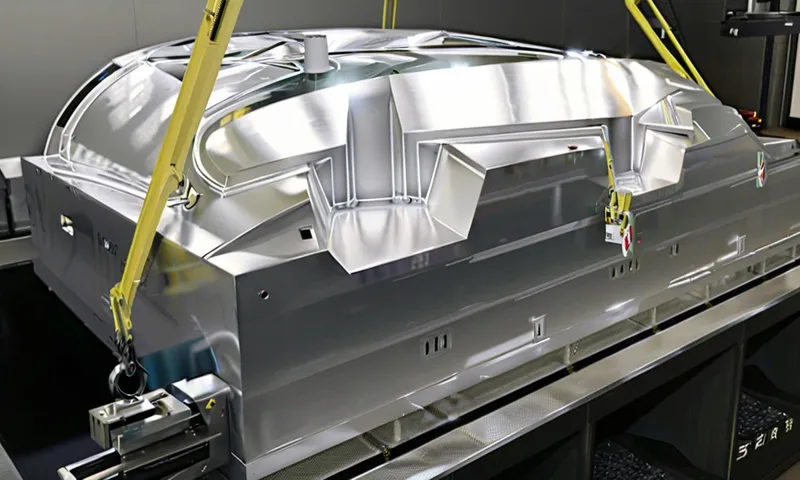
2. Formenbau und Formgebungsverfahren:
① Auswahl des Formentyps:
- Einseitige Formen (männliche/weibliche Formen): Patrizenformen sind für Produkte mit tiefen Hohlräumen geeignet, während Matrizenformen die Oberflächenfeinheit verbessern können.
- Spezielle Formen: Vollaluminiumformen (mit hoher Oberflächengüte) werden für transparente Produkte empfohlen, und für Produkte mit komplexen Strukturen sind Hilfskolben erforderlich.
② Vakuum- und Druckumformung:
- Vakuum-Adsorption: Verwenden Sie Unterdruck, um die erweichte Platte gegen die Formkontur zu drücken. Der Vakuumgrad muss genau kontrolliert werden (Referenzwert: ≥0,08MPa).
- Zusätzlicher Luftdruck: Wenden Sie Druckluft an (Druck von 0,3 - 0,6 MPa), um die Materialdehnung zu beschleunigen und Luftblasen zu reduzieren.

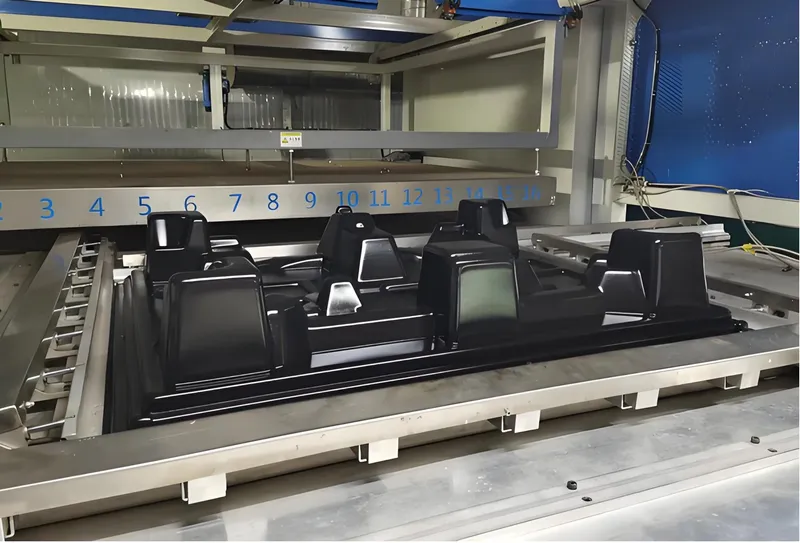
3. Optimierung der Kühlung und Entformung:
① Kühlung und Formgebung:
- Kühlverfahren: Verwenden Sie Luft- oder Wasserkühlsysteme, um die Abkühlgeschwindigkeit zu kontrollieren und Spannungsrisse zu vermeiden.
- Management des Temperaturgradienten: Kühlen Sie zuerst die Seite, die mit der Form in Berührung kommt, um eine ungleichmäßige Schrumpfung von dickwandigen Teilen zu reduzieren.
② Entformungsbehandlung:
- Entformungskonus Design: Eine Verjüngung von ≥0,5° für glatte Oberflächen und ≥1,5° für raue Oberflächen gewährleistet eine reibungslose Entformung.
- Automatisierte Entformung: Vollautomatische Thermoformmaschinen für dicke Bleche sind mit Entformungsmechanismen ausgestattet, um manuelle Eingriffe zu reduzieren.
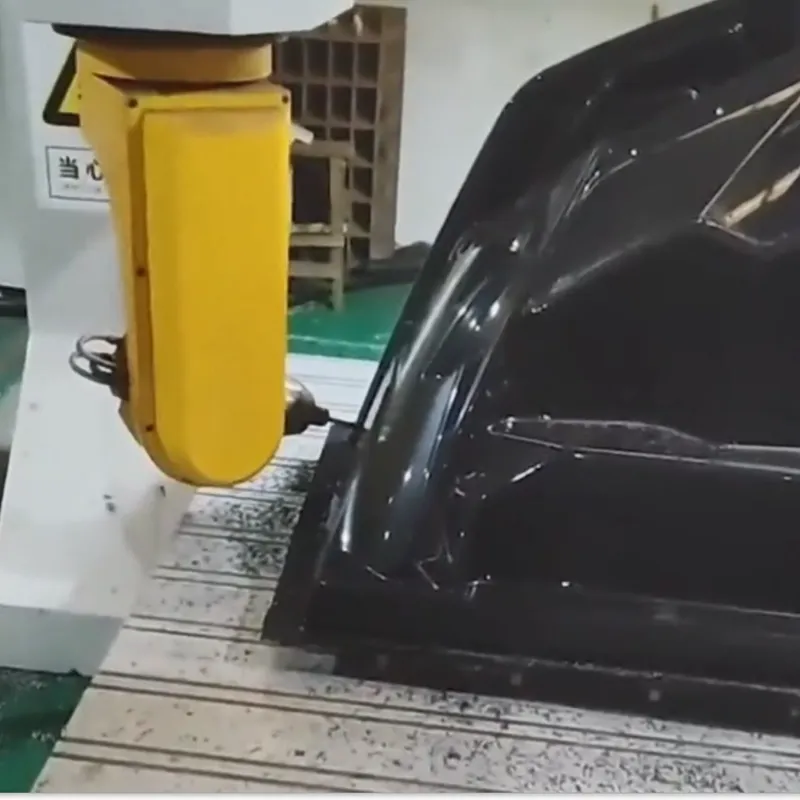
4. Nachbearbeitung und Qualitätskontrolle:
① Beschneiden und sekundäre Verarbeitung:
- Schneiden der Kanten: Verwenden Sie CNC- oder Laserschneider, um überschüssige Grate zu entfernen.
- Funktionelle Bearbeitung: Bohren von Löchern, Polieren oder Auftragen von Oberflächenbeschichtungen (z. B. PVDF-Fluorkohlenstoffbeschichtungen zur Verbesserung der Wetterbeständigkeit).
② Qualitätsinspektion:
- Prüfung der Wanddicke: Verwenden Sie ein Ultraschalldickenmessgerät, um die Gleichmäßigkeit zu überprüfen (Zielfehler <5%).
- Festigkeitsprüfung: Simulieren Sie die tatsächliche Belastungsumgebung, um die Stoß- und Verschleißfestigkeit zu überprüfen.
Branchenübergreifende Anwendungen: Automobil, Medizin und mehr
Das Dickwand-Tiefziehen (auch bekannt als Dickwand-Tiefziehen, Dickwand-Tiefziehen oder Dickblech-Tiefziehen) ist ein vielseitiges Herstellungsverfahren, das in vielen Branchen eingesetzt wird, in denen langlebige, komplex geformte Komponenten benötigt werden. Nachfolgend sind die wichtigsten Anwendungen in den wichtigsten Sektoren aufgeführt:
1. Automobilindustrie:
Die Dickwand-Vakuumformung ist von zentraler Bedeutung für den Leichtbau und das funktionale Design von Automobilen:
- Innere Komponenten: Armaturenbrettverkleidungen, Türverkleidungen und Mittelkonsolen aus ABS- oder PP-Platten, die eine hohe Festigkeit und anpassbare Texturen bieten.
- Äußere Teile: Stoßstangen, Kotflügel und aerodynamische Karosserieteile aus stoßfesten Materialien wie HDPE oder ABS+TPU-Mischungen.
- Beleuchtungssysteme: Scheinwerfer- und Rückleuchtengehäuse mit präziser optischer Klarheit, oft aus PMMA oder PC.



2. Medizinische Industrie:
Bei medizinischen Anwendungen stehen Hygiene, Haltbarkeit und Präzision im Vordergrund:
- Gehäuse für Geräte: Abdeckungen für Kernspintomographen, Gehäuse für chirurgische Instrumente und Beatmungsgeräte aus sterilisierbaren Materialien wie PETG oder ABS in medizinischer Qualität.
- Tabletts: Röntgengerätekomponenten und Laborgeräteablagen mit antistatischen Eigenschaften.
- Kundenspezifische Verpackung: Wiederverwendbare Verpackungen für chirurgische Instrumente (3-5 mm dick) für die Sterilisation mit Ethylenoxid



3. Unterhaltungselektronik und Haushaltsgeräte:
- Haushaltsgeräte: Kühlschrankauskleidungen, Waschmaschinenabdeckungen und Geschirrspülerteile aus PP oder HDPE für chemische Beständigkeit.
- Elektronik-Gehäuse: TV-Rückwände, Computergehäuse und Bedienfelder aus flammhemmendem ABS oder PC.


4. Luft- und Raumfahrt & Transport:
- Innenausstattung von Flugzeugen: Gepäckablagen, Sitzrückwände und Kabinenverkleidungen aus leichten, flammhemmenden Verbundwerkstoffen.
- Eisenbahnkomponenten: Trainieren Sie Sitzflächen und Innenverkleidungen aus hochfesten und leichten Materialien.


5. Industrie- und Verpackungslösungen:
- Kundenspezifische Werkzeuge: Hochbelastbare Schalen und Schutzabdeckungen für Maschinenteile.
- Displays für den Einzelhandel: Langlebige Beschilderungen, Produktständer und Verkaufsstellen mit strukturierten Oberflächen für das Branding.

Vorteile gegenüber dem Spritzgießen
Im Folgenden werden die fünf Hauptvorteile der Dickwand-Vakuumformung gegenüber dem Spritzgießen in Kombination mit technischen Merkmalen und industriellen Anwendungen analysiert:
1. Formkosten und Produktionsflexibilität:
Die Formen für die Dickwand-Vakuumformung werden normalerweise aus Aluminium oder Verbundwerkstoffen hergestellt. Sie haben eine einfache Struktur und niedrige Herstellungskosten (etwa 10% - 30% von Spritzgussformen). Diese Eigenschaft macht sie für die Kleinserienfertigung oder die Entwicklung von Prototypen wirtschaftlicher. Im Gegensatz dazu erfordert das Spritzgießen Präzisionsstahlformen, die sich für die Großserienproduktion eignen, aber hohe Anfangsinvestitionen erfordern.
2. Materialverwendung und Abfallkontrolle:
Beim Vakuumformen wird eine einlagige Kunststoffplatte erhitzt und in Form gebracht. Die Reste können recycelt werden, wodurch weniger Materialabfälle anfallen. Beim Spritzgießen muss der geschmolzene Kunststoff den gesamten Formhohlraum ausfüllen. Bei dickwandigen Teilen kann die ungleichmäßige Schrumpfung zu Materialüberschüssen führen, und es ist schwieriger, die Abfälle zu recyceln.
3. Gleichmäßigkeit der dicken Wandstruktur und Spannungskontrolle:
Das Vakuumformen kann durch gleichmäßiges Dehnen und Kühlen bei dickwandigen Teilen die inneren Spannungen verringern und so die beim Spritzgießen üblichen Probleme wie Beulen und Verformungen vermeiden. Bei Kfz-Innenteilen mit einer Wandstärke von mehr als 5 mm kann das Vakuumformen beispielsweise die Ebenheit der Oberfläche aufrechterhalten, während das Spritzgießen aufgrund eines unzureichenden Packungsdrucks zu inneren Hohlräumen führen kann.
4. Anpassungsfähigkeit an großflächige und komplexe geometrische Strukturen:
Die Vakuumformung eignet sich hervorragend für die Herstellung großer dickwandiger Teile (z. B. Gehäuse für Luftfahrtgeräte oder Schalen für medizinische Geräte). Die Größe eines einzelnen Teils kann mehrere Meter erreichen, und es ist sehr anpassungsfähig an komplexe gekrümmte Oberflächen. Das Spritzgießen ist durch das Öffnen und Schließen der Form und die Kapazität der Spritzgießmaschine begrenzt, so dass es schwierig ist, übergroße oder extrem dicke Teile herzustellen.
5. Umweltschutz und Energie:
Das Vakuumformverfahren hat einen geringeren Energieverbrauch und erfordert kein Hochdruck-Einspritzsystem, was dem Trend zur umweltfreundlichen Fertigung entspricht. Im Gegensatz dazu verbrauchen die Schmelz- und Hochdruckverfahren beim Spritzgießen mehr Energie. Dickwandige Produkte erfordern einen längeren Kühlzyklus, was den Energieverbrauch weiter erhöht.

Herausforderungen beim Vakuumformen von dicken Wänden
Das Dickwand-Vakuumformen stellt im Vergleich zu Standard-Tiefziehverfahren besondere Herausforderungen dar. Faktoren wie Materialfluss, Temperaturregelung, Komplexität der Werkzeuge und Zykluszeit wirken sich erheblich auf Qualität und Effizienz aus. Die Beherrschung von Eigenspannungen, Oberflächenfehlern und Materialbeschränkungen ist entscheidend für die Herstellung leistungsstarker, maßhaltiger Teile.
1. Materialfluss und Gleichmäßigkeit:
Das Vakuumformen von dicken Wänden erfordert eine präzise Steuerung des Materialflusses, um ungleichmäßige Wandstärken zu vermeiden. Beim Tiefziehen von dicken Wänden kommt es aufgrund der begrenzten Beweglichkeit des Polymers häufig zu unvollständigen Streckungen, was zu Schwachstellen oder Spannungskonzentrationen im Endprodukt führt.
2. Temperaturkontrolle:
Das Thermoformen dicker Platten erfordert ein strenges Wärmemanagement. Übermäßige Hitze kann die Polymerketten zersetzen, während eine unzureichende Erwärmung zu Sprödigkeit führt. Der Ausgleich von Temperaturgradienten über dicke Abschnitte (z. B. ≥6 mm) ist entscheidend, um Verformungen oder Delaminationen zu vermeiden.
3. Komplexität von Werkzeugen und Formen:
Komplexe Geometrien beim Dickwand-Vakuumformen erfordern hochpräzise Formen mit fortschrittlichen Kühlsystemen. Schwere Formen müssen längerer Hitzeeinwirkung und hohen Schließkräften standhalten, was die Konstruktions- und Wartungskosten erhöht.
4. Zykluszeit und Energieeffizienz:
Die Verarbeitung dicker Materialien (z. B. ABS, HDPE) erfordert längere Heiz-/Kühlzyklen, was den Energieverbrauch erhöht. Die Optimierung der Zykluszeiten ohne Beeinträchtigung der strukturellen Integrität bleibt eine zentrale Herausforderung.
5. Eigenspannung und Formbeständigkeit:
Dickwandige thermogeformte Teile weisen aufgrund ungleichmäßiger Abkühlung häufig Restspannungen auf, die zu Verformungen nach dem Spritzgießen führen. Die Beherrschung der Schrumpfungsraten und die Gewährleistung der Maßgenauigkeit sind für funktionale Anwendungen entscheidend.

6. Oberflächenmängel:
Das Tiefziehen von schweren Teilen kann zu Oberflächenfehlern wie Orangenhaut oder Lufteinschlüssen führen, insbesondere bei tiefgezogenen Abschnitten. Das Design der Vakuumkanäle und die Vorstrecktechniken für das Material sind entscheidend, um dies zu vermindern.
7. Einschränkungen bei der Materialauswahl:
Nicht alle Polymere eignen sich für das dickwandige Vakuumformen. Hochschmelzende Werkstoffe (z. B. vernetztes PE) werden bevorzugt, aber die Möglichkeiten sind im Vergleich zum Thermoformen dünner Wandstärken begrenzt, was die Designflexibilität einschränkt.
Lösungen für das Vakuumformen von dicken Wänden
Entdecken Sie langlebige, hochpräzise Tiefziehlösungen mit individueller Designunterstützung und Materialvielfalt. Fordern Sie noch heute ein Angebot an!

Leitfaden für kundenspezifisches Vakuumformen von dicken Wänden (dicke Wandstärken)
Designüberlegungen zur strukturellen Integrität
Im Folgenden werden die wichtigsten Designüberlegungen zur strukturellen Integrität bei dickwandigen Thermoformverfahren vorgestellt:
1. Materialauswahl und Vorbehandlung:
① Hochleistungskunststoffe: Bevorzugen Sie PVDF (z.B. Solvay PVDF 20808 Serie), modifiziertes ABS oder PC für thermische Stabilität und UV-Beständigkeit bei dickwandigen Vakuumformen.
② Kontrolle der Blattgleichmäßigkeit: Aufrechterhaltung der Dickentoleranz ≤±5% durch Vortrocknung (z. B. 105°C/4h), um feuchtigkeitsbedingte Mikrohohlräume beim Tiefziehen von dickwandigen Produkten zu vermeiden.

2. Wanddickengradient Design:
① Optimierung der Übergänge: Verwenden Sie verjüngte oder gebogene Übergänge (Radius ≥3× Wanddicke, R≥3T), um Spannungsrisse zu vermeiden. Beispiel: 45°-Übergangswinkel für Kfz-Armaturenbretter mit 8→4 mm Dickenänderung.
② Normen für die Mindestdicke:
- Kleine Teile (≤200mm): ≥2mm
- Große Teile (≥400mm): ≥3mm + Verstärkungsrippen.
3. Formenbau und Prozesskompatibilität:
① Auswahl des Formentyps:
- Matrizenformen: Ideal für flache Kavitäten (Tiefe ≤3× Dicke), z. B. für Gehäuse von medizinischen Geräten.
- Männliche Formen: Für hohe innere Maßgenauigkeit (z. B. Industriebehälter), aber Begrenzung der Bodenausdünnung auf <15%.
② Tiefgangswinkel: ≥3° (≥5° für transparente Teile); Erhöhung um 0,5° pro 0,1 mm Texturtiefe.
4. Thermische Prozessparameter:
| Parameter | Dickwandiger Bereich | Dünnwandiger Bereich |
|---|---|---|
| Heizung Temperatur | 210-290°C (zonengesteuert) | 180-240°C |
| Unterdruck | ≥95 kPa (mehrstufig) | ≥90 kPa |
| Abkühlungsrate | 2-4°C/s (Nebelkühlung) | 5-8°C/s (Luftkühlung) |
| Haltezeit | Dicke(mm) ×1,2-1,5s | Dicke(mm) ×0,8s |

5. Strategien zur strukturellen Verstärkung:
① Rippen-Design:
- Höhe ≤5T, Wurzeldicke 0,6-0,8T, Spitze ≥0,4T
- Beispiel: 80 mm Rippenabstand für 400 mm lange Schränke.
② Entlüftungsöffnungen: Fügen Sie Φ3-30mm nicht tragende Löcher hinzu, um den Vakuumwiderstand zu verringern und die Ausrichtung der Montage zu erleichtern.
6. Stressbewältigung:
① Stufenweise Kühlung:
- Schnelle Abkühlung auf Tg+20°C (Beseitigung von Umformspannungen)
- Langsame Abkühlung auf Tg-10°C (Abbau der molekularen Orientierungsspannung)
- Zwangskühlung auf Umgebungstemperatur.
② Glühen: 2-4h bei Tg-30°C für Teile mit einer Dicke von mehr als 8 mm (z. B. technische Kunststoffe).
Qualitätskontrolle: Wanddicke und Oberflächenbeschaffenheit
Bei dickwandigen thermogeformten Produkten (auch Dickwandthermoformung oder Dickblechthermoformung genannt) ist die Einhaltung einer gleichmäßigen Wandstärke und Oberflächenbeschaffenheit von entscheidender Bedeutung. Nachfolgend finden Sie die wichtigsten Strategien für die Qualitätskontrolle bei diesen Verfahren:
1. Kontrolle der Wanddicke:
① Gleichmäßigkeit der Materialvorwärmung: Sorgen Sie für eine gleichmäßige Erwärmung der thermoplastischen Platte, um eine örtliche Verdünnung oder Verdickung während der Formgebung zu vermeiden. Moderne Temperaturüberwachungssysteme können die Vorwärmzyklen optimieren.
② Optimierung der Formgestaltung: Verwenden Sie präzisionsgefertigte Formen mit einstellbaren Luftdruck- und Vakuumeinstellungen, um die Materialverteilung zu regulieren. Simulationen (z. B. Finite-Elemente-Analyse) helfen bei der Vorhersage von Fließmustern für dickwandige Teile.
③ Echtzeit-Dickenüberwachung: Implementierung von Inline-Sensoren (z. B. Ultraschall- oder Lasersensoren) zur Messung der Dicke während der Umformung. Passen Sie die Parameter dynamisch auf der Grundlage von Rückmeldungen an.
④ Inspektion nach der Umformung: Verwenden Sie QC-Proben, um die Konsistenz der Dicke über mehrere Chargen hinweg zu überprüfen. Die statistische Prozesskontrolle (SPC) kann Abweichungen bei Produktionstrends erkennen.
2. Sicherstellung der Oberflächengüte:
① Qualität der Formoberfläche: Polieren Sie die Formen auf ein hochwertiges Finish (z.B. SPI A1 Standard), um Oberflächenfehler am Endprodukt zu minimieren.
② Materialauswahl: Entscheiden Sie sich für hochreine Harze mit niedriger Viskosität, um Oberflächendefekte wie Orangenhaut oder Fließlinien zu vermeiden, die bei dickwandigen Vakuumformen häufig auftreten.
③ Kontrollierte Abkühlungsraten: Die allmähliche Abkühlung verhindert spannungsbedingte Oberflächenunregelmäßigkeiten. Temperaturgesteuerte Kühlstationen oder Luftmesser sorgen für eine gleichmäßige Erstarrung.
④ Nachbearbeitungstechniken: Sekundäre Verfahren (z. B. Schleifen, Beschichten) können die Oberflächenqualität für Anwendungen verbessern, die ästhetische Präzision erfordern.
3. Systematische Qualitätsrahmen:
① Übernahme der ISO 9001-Normen: Einführung eines Qualitätsmanagementsystems (QMS), das die Materialbeschaffung, die Prozessvalidierung und die Endkontrollen abdeckt.
② Kombinieren Sie QA/QC-Protokolle: Integrieren Sie die Qualitätssicherung (z. B. Prozessaudits) mit der Qualitätskontrolle in Echtzeit (z. B. automatische Fehlererkennung), um sowohl systemische als auch operative Risiken anzugehen.
Fallstudien: Dickwandige Vakuumformung
Das Dickwand-Vakuumformen (alternativ auch als Dickwand-Thermoformen oder Dickblech-Druckformen bezeichnet) ist ein neuartiges Polymerverarbeitungsverfahren zur Herstellung von Strukturbauteilen mit Wandstärken von mehr als 3 mm. Mit dieser Technik werden Thermoplaste wie ABS, HDPE und PVC durch vakuum- bzw. druckunterstütztes Formen zu komplexen Geometrien geformt, wobei Präzisionstoleranzen von bis zu ±0,25 mm bei Radomen für die Luft- und Raumfahrt erreicht werden.

1. Herstellung von Bauteilen für die Luft- und Raumfahrt:
Bei der Entwicklung von UAV-Systemen ermöglichte das Dickwand-Vakuumformen mit 3-6 mm dicken, hochschlagfesten ABS-Platten die Herstellung von leichten Radomen. Das druckunterstützte Verfahren erreichte eine Krümmungsgenauigkeit von ±0,25 mm und reduzierte gleichzeitig die Werkzeugkosten um 60% im Vergleich zu Verbundwerkstoff-Formmethoden, was zeigt, wie das Dickwandtiefziehen die Präzisionsprobleme bei der Herstellung von Luftfahrtgehäusen löst.

2. Schutz medizinischer Geräte:
Sterilisierbare Gehäuse für tragbare MRT-Geräte wurden mit Hilfe des Dickschicht-Thermoformens von 4 mm starkem PVC in medizinischer Qualität entwickelt. Dieser Ansatz, der gemäß den Reinraumnormen der ISO-Klasse 8 umgesetzt wurde, verkürzte die Produktionszyklen von 12 Wochen (herkömmliche Metallfertigung) auf 3 Wochen, wobei die Autoklavenkompatibilität erhalten blieb, was die Vorteile des Dickschicht-Thermoformens verdeutlicht.

3. Energiespeicherlösungen für Fahrzeuge:
Die dickwandigen, thermogeformten, 8 mm dicken, flammhemmenden HDPE-Batteriegehäuse bestanden Falltests aus 1,5 m Höhe und erzielten dabei eine Gewichtsreduzierung von 30% im Vergleich zu Alternativen aus Metall. Die integrierte Rippenkonstruktion durch Vakuumformung in schwerer Ausführung sorgte für eine strukturelle Verstärkung ohne sekundäre Montage und ist ein Beispiel für crashsichere Lösungen bei der Herstellung von EV-Komponenten.

4. Landwirtschaftliche Anbausysteme:
Wiederverwendbare 5 mm HDPE-Setzlingsschalen mit düngerresistenten Eigenschaften wurden durch mehrstufige Dickwandformung hergestellt. Mit ihren ineinandergreifenden Kanten und Wurzeldrainagenetzwerken unterstützen diese Schalen 200+ Wachstumszyklen in vertikalen Landwirtschaftsbetrieben und veranschaulichen die Rolle der dickwandigen Druckumformung in nachhaltigen landwirtschaftlichen Geräten.
Tipps:
| Prozess-Variation | Wesentliche Merkmale |
|---|---|
| Schwerer Vorhang bildet | Ermöglicht tiefgezogene Geometrien >150mm |
| Dickblasige Formgebung | Ideal für die Nachbildung von Oberflächentexturen |
| Druckumformung von dicken Blechen | Verbessert die Detailschärfe auf 5-12 mm dicken Materialien |
| Mehrstufiges Vakuumformen | Geeignet für komplexe Werkzeuge mit mehreren Kavitäten |
Vergleich: Dickwandige Vakuumformung vs. Dünnwandige Vakuumformung
Bei der Wahl zwischen Dickwand- und Dünnwand-Vakuumformung ist die Kenntnis der Unterschiede entscheidend für die Wahl des richtigen Herstellungsverfahrens. Das Dickwand-Vakuumformen, das häufig für Strukturbauteile verwendet wird, bietet eine höhere Haltbarkeit und Stoßfestigkeit und ist daher ideal für Hochleistungsanwendungen wie Batteriegehäuse und Industriegehäuse. Im Gegensatz dazu wird die dünnwandige Vakuumformung für leichte, hochvolumige Produktionen bevorzugt, wie sie bei Verpackungen und Konsumgütern üblich sind.
1. Grundlegende Definitionen:
Dickwandige Vakuumformung:
- Materialdicke: 2-15 mm (technische Kunststoffe wie ABS, PC, Acryl).
- Verfahren: Erfordert halbautomatische Anlagen; nach der Formgebung sind oft CNC-Bearbeitungen oder Bohrungen erforderlich. Aluminium-Formen sind üblich.
- Anwendungen: Industriegehäuse (Drohnen, medizinische Geräte), Automobilverkleidungen, große Beschilderungen.
Dünnwandige Vakuumformung:
- Materialdicke: 0,14-2 mm (PVC-, PET-, PS-Rollen).
- Verfahren: Einsatz automatisierter Hochgeschwindigkeitsmaschinen mit Stanzung der Kanten. Zu den Formtypen gehören Kupfer oder Aluminium.
- Anwendungen: Lebensmittelverpackungen, Blisterverpackungen, Kosmetikschalen.
2. Schlüsselvergleich:
| Aspekt | Dickes Kaliber | Dünnspur |
|---|---|---|
| Materialtypen | ABS, PC, Acrylplatten | PVC-, PET- und PS-Rollen |
| Produktionseffizienz | Geringerer Ausstoß (längere Zykluszeiten pro Teil) | Hoher Durchsatz (Dutzende von Teilen/Minute) |
| Form Kosten | Teure Aluminium-Formen | Kostengünstige Kupfer-/Spritzgussformen |
| Produktstärke | Hohe Schlagfestigkeit, langlebig für schwere Lasten | Leichte, nicht-strukturelle Anwendungen |
| Nachhaltigkeit | Recycelbar, aber energieintensiv | Energieeffizient; teilweise biologisch abbaubar (z. B. PET) |
3. Vorteile und Beschränkungen:
Dickspurige Profis:
- Kostengünstige Alternative zum Spritzgießen.
- Unterstützt komplexe 3D-Texturen und gebogene Strukturen.
- Langlebigkeit für den Einsatz im Freien und in der Industrie.
Dickspurige Nachteile:
- Hoher Energieverbrauch und Nachbearbeitungsaufwand.
- Kantengrate, die ein Nachschneiden erfordern.
Dünnspur-Profis:
- Kosteneffizient für die Massenproduktion.
- Flexible Oberflächenbehandlungen (Druck, Beflockung).
Dünnspurige Nachteile:
- Zerbrechlich aufgrund der dünnen Wände und der ungleichmäßigen Dicke.
- Begrenzte strukturelle Festigkeit.

Anpassungsoptionen: Texturen und Nachbearbeitung
Um bei der Kunststoffherstellung eine perfekte Oberflächenbeschaffenheit und strukturelle Integrität zu erreichen, sind fortschrittliche Anpassungstechniken erforderlich. Von der Prägung und Materialauswahl bis hin zu Nachbearbeitungsmaßnahmen wie Beschichtungen und CNC-Beschnitt sorgen diese Methoden für eine optimale Leistung in verschiedenen Branchen wie der Automobil-, Architektur- und Konsumgüterindustrie.
1. Optionen zur Texturanpassung:
① Prägung und Oberflächenstrukturen:
- 3D-Muster: Erreichbar durch Formdesign, einschließlich geometrischer Muster, markenspezifischer Logos oder Reliefeffekte. Aluminiumformen werden häufig für hochpräzise Texturen verwendet.
- Oberflächenausführungen: Zu den Optionen gehören glänzende, matte, strukturierte oder halbtransparente Oberflächen. Materialien wie ABS und PVC werden für komplizierte Texturen bevorzugt, während PMMA (Acryl) für lichtstreuende Designs geeignet ist.
② Materialverträglichkeit:
- ABS und PVC sind aufgrund ihrer thermischen Stabilität und Formbarkeit ideal für detailreiche Prägungen. PMMA wird für Anwendungen empfohlen, die optische Klarheit erfordern (z. B. Beleuchtungsplatten).

2. Nachbearbeitungstechniken:
① Oberflächenbeschichtungen & Druck:
- Spritzlackierung: Lacke in Automobilqualität mit Pantone-Farbabstimmung und UV-Beständigkeit für lange Haltbarkeit im Freien.
- Siebdruck: Unterstützt Logos oder Text mit einer Auflösung von bis zu 0,3 mm, geeignet für Beschilderung und Branding.
- Anti-Kratz-/UV-Schutz: Zusatzstoffe wie UV-Stabilisatoren oder Flammschutzmittel verbessern die Leistung in rauen Umgebungen (z. B. bei Automobilteilen und Bauplatten).
② Strukturelle und funktionelle Verbesserungen:
- CNC-Beschneiden: Sorgt für glatte Kanten und präzise Maßhaltigkeit, was für montagefertige Komponenten entscheidend ist.
- Metallbeschichtung/Lasergravur: Hinzufügen von Metalloberflächen oder dauerhaften Markierungen zu ästhetischen oder funktionalen Zwecken.
3. Entwurfs- und Produktionsablauf:
① Prototyping & DFM (Design for Manufacturability):
- Akzeptiert 3D-Dateien oder physische Muster zur Replikation. Die technischen Teams optimieren die Entwürfe für die Vakuumformung und berücksichtigen dabei Hinterschneidungen und Entformungsschrägen.
② Zertifizierungen und Qualitätskontrolle:
- Entspricht den ISO-Normen, mit Materialzertifizierungen (z. B. FDA-Konformität für lebensmittelechtes PET) und Mustertests für Schlag- und Witterungsbeständigkeit.

4. Wichtigste Anwendungen:
① Automobilindustrie:
- Dickwandige ABS-Stoßstangen mit geprägter Textur und kratzfester Beschichtung.
② Architektur:
- PVC-Wandpaneele mit feuerhemmenden Beschichtungen und matten Oberflächen für Zelte oder Industrieräume.
③ Konsumgüter:
- PET-Schalen mit antimikrobiellen Beschichtungen für Lebensmittelverpackungen.
Unser End-to-End-Serviceablauf
1. Konzeptüberprüfung
Abgleich von Spezifikationen, Materialien (PVC/PET/PP) und Skizzen mit Vertrieb und Technik. Beurteilen Sie Kosten, Funktion und Machbarkeit des Thermoformens.
2. 3D Entwurf
Erstellen Sie 3D-Hohlraummodelle und optimieren Sie Dicke und Materialfluss. Simulationen gewährleisten Belastbarkeit und Machbarkeit in der Massenproduktion.
3. Prototyping
Herstellung von CNC-/3D-gedruckten Prototypen zur Prüfung von Passform, Ästhetik und Dichtigkeit. Toleranzen für die Kompatibilität mit automatisierten Maschinen anpassen.
4. Herstellung von Formen
Fertigstellung von Aluminium-/Verbundwerkstoff-Formen mit DFM-Analyse. Integration von Kühlkanälen und Haltbarkeitstests für hohe Zyklusleistung.
5. Vakuumverformung
Erhitzen von Kunststoffplatten bis zur Biegsamkeit; Vakuumformung über Formen. Parameter (Temperatur, Druck) überwachen, um Defekte wie Verformungen zu vermeiden.
6. Beschneiden
Schneiden Sie überschüssiges Material mit Präzisionsmessern/-stanzen ab. Fügen Sie Perforationen oder Kantenglättungen für eine nahtlose Verpackungsintegration hinzu.
7. Fertigstellung
Veredelt vakuumgeformte Produkte durch Lackierung, UV-Beschichtung, Strukturierung oder Laserätzung (matt, glänzend, metallisch).
8. QA & Verpackung
Durchführung von Dichtheitsprüfungen, Maßkontrollen und Sichtkontrollen. Clamshells zusammenstellen und mit exporttauglichen Kartons/Strichcodes verpacken.
FAQs FÜR KUNDEN
Erste Schritte mit Uplastech
Sie haben Fragen? Wir haben Antworten.
Wir sind auf Extrusion, Vakuumformung, Blasformen und Präzisionsformenbau spezialisiert und bieten maßgeschneiderte Lösungen für Ihre vielfältigen Fertigungsanforderungen.
Wir arbeiten mit verschiedenen Branchen zusammen, darunter die Automobil-, Elektronik-, Konsumgüter- und Verpackungsindustrie, wobei wir uns auf B2B-Partnerschaften konzentrieren und Lösungen in den Bereichen Extrusion, Thermoformung, Blasformen und Präzisionsformenbau anbieten.
Ja, wir schneidern unsere Lösungen auf Ihre individuellen Anforderungen zu.
Kontakt aufnehmen
Senden Sie uns eine E-Mail oder füllen Sie das unten stehende Formular aus, um ein Angebot zu erhalten.
E-Mail: uplastech@gmail.com

