
حلول التشكيل بالنفخ بالبثق المبتكرة
اكتشف خدمات UPlasTech المبتكرة لقولبة النفخ بالبثق. حلول الخبراء لمنتجات بلاستيكية متينة وعالية الجودة.
دليل حلول القولبة بالنفخ بالبثق المخصص
ما هو التشكيل بالنفخ بالبثق؟
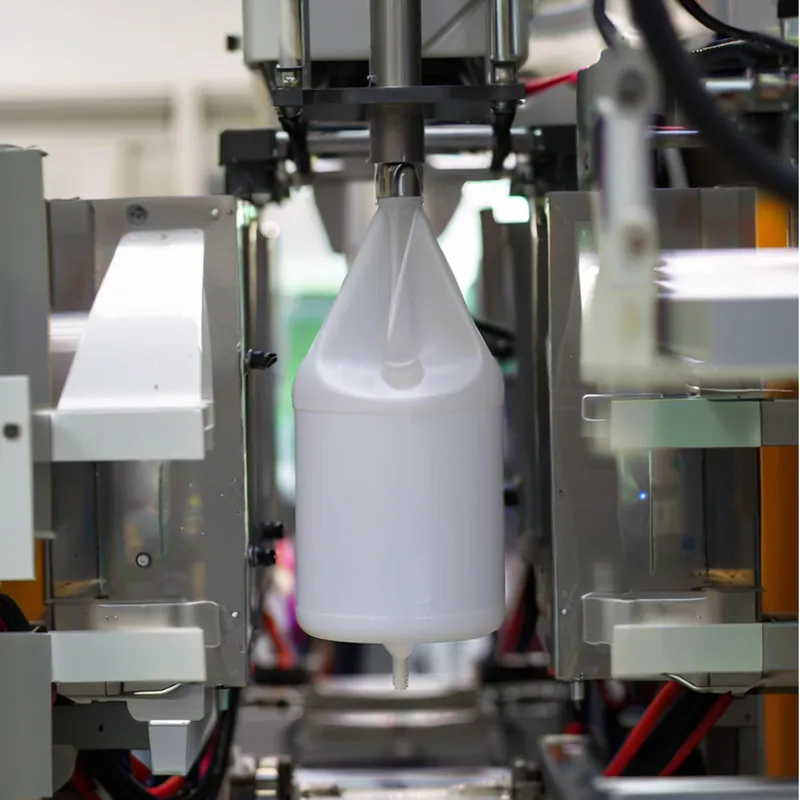
النفخ بالنفخ بالبثق (EBM) هي عملية تصنيع مصممة لإنشاء أجسام بلاستيكية مجوفة عن طريق نفخ أنبوب بلاستيكي منصهر، يُعرف باسم الباريسون، داخل قالب. نشأت هذه العملية من تقنيات مشابهة لنفخ الزجاج، وقد أصبحت عملية النفخ بالنفخ بالنفخ عنصرًا أساسيًا في صناعة البلاستيك منذ تطويرها في أوائل القرن العشرين. تبدأ العملية بإذابة راتنج لدن بالحرارة، ثم يتم بثقه في قالب. يتم التقاط هذا الباريسون بواسطة قالب معدني مبرّد، ويتم نفخ الهواء المضغوط فيه، مما يجبر البلاستيك على التمدد والتوافق مع شكل القالب. بعد التبريد، يتم فتح القالب، ويتم إخراج الجزء النهائي، وغالباً ما يتطلب الأمر تشذيباً لإزالة المواد الزائدة أو الوميض.
تتميز تقنية EBM بقدرتها على إنتاج كميات كبيرة من العناصر خفيفة الوزن والمتينة بتكلفة منخفضة نسبيًا، مما يجعلها مثالية للإنتاج بكميات كبيرة. وهي تُستخدم عادةً في صناعات مثل التعبئة والتغليف - مثل زجاجات المياه وحاويات الشامبو - والسيارات، لمكونات مثل أنابيب الهواء وخزانات الوقود. وقد عززت قدرتها على التكيف مع مختلف الأشكال والأحجام، بالإضافة إلى انخفاض تكاليف القوالب مقارنة بالطرق الأخرى، دورها في التصنيع الحديث.
كيف يعمل القولبة بالنفخ بالبثق؟
القوالب بالنفخ بالبثق (EBM) هي عملية تصنيع تُستخدم لصنع أجزاء بلاستيكية مجوفة، مثل الزجاجات والحاويات ومكونات السيارات. وتتضمن صهر الراتنج البلاستيكي وتشكيله في هيكل يشبه الأنبوب يسمى الباريسون، ثم نفخه داخل قالب بالهواء المضغوط للحصول على الشكل المطلوب، ثم تبريده ثم إخراج الجزء النهائي. وفيما يلي شرح مفصل لكيفية عمل هذه العملية مقسمة إلى مراحلها الرئيسية.
1. عملية خطوة بخطوة:
① ذوبان البلاستيك والبثق:
- تغذية المواد: تبدأ العملية بكريات بلاستيكية، عادةً من اللدائن الحرارية مثل البولي إيثيلين عالي الكثافة (HDPE) أو البولي بروبيلين (PP) أو البولي إيثيلين تيريفثاليت (PET)، يتم تلقيمها في آلة البثق عبر قادوس.
- الذوبان: داخل الطارد، يقوم برغي دوّار بتحريك الكريات من خلال برميل ساخن. تعمل الحرارة والحركة الميكانيكية على إذابة البلاستيك إلى حالة منصهرة موحدة.
- البثق: يتم دفع البلاستيك المنصهر من خلال قالب لتشكيل أنبوب مجوف متصل يسمى باريسون. يقوم القالب بتشكيل قطر الأنبوب وسُمك جداره، وهو أمر بالغ الأهمية للمنتج النهائي.
② تكوين الباريسون: الباريسون عبارة عن أنبوب مجوف بفتحة مركزية تسمح بمرور الهواء من خلاله لاحقًا. بالنسبة للأجزاء البسيطة، يكون للمباريسون سُمك موحد، ولكن بالنسبة للأشكال المعقدة، يمكن لمبرمج الباريسون ضبط فجوة القالب لتغيير السُمك ديناميكيًا أثناء بثق الباريسون.
③ إغلاق القالب: يتم وضع المكافئ بين نصفي قالب معدني مبرد، وغالباً ما يكون مصنوعاً من الألومنيوم لتوصيله الحراري. يُغلق القالب حول الباريسون ويغلقه من الأسفل (وأحياناً من الأعلى) لحبس البلاستيك وتهيئته للنفخ.
④ النفخ: يتم نفخ الهواء المضغوط في الباريزون من خلال دبوس نفخ أو إبرة. يعمل ضغط الهواء على نفخ الباريزون، مما يؤدي إلى تمدده وتوافقه مع الشكل الداخلي للقالب. يجب التحكم في الضغط بعناية للتأكد من أن البلاستيك يملأ القالب دون أن ينفجر أو يترك بقعاً رقيقة.
⑤ التبريد: يقوم القالب، المزود بقنوات تبريد (عادةً ما يتم تدوير الماء المبرد)، بتبريد البلاستيك المنفوخ بسرعة لتجميده. تضمن هذه الخطوة احتفاظ الجزء بشكله وإمكانية التعامل معه دون تشويهه. يعتمد وقت التبريد على سُمك الجزء والمواد المستخدمة.
⑥ الطرد: وبمجرد أن يتصلب البلاستيك، يتم فتح القالب، ويتم إخراج الجزء النهائي، وغالبًا ما يتم ذلك بمساعدة الهواء أو القاذفات الميكانيكية. في هذه المرحلة، قد يحتوي الجزء على مادة زائدة، تُعرف باسم الوميض، لا تزال ملتصقة.
⑦ التشذيب: تتم إزالة الوميض - البلاستيك الزائد من خط فراق القالب أو مناطق القرص - يدويًا باستخدام أدوات أو آليًا باستخدام شفرات أو معدات أخرى. تعمل هذه الخطوة على وضع اللمسات النهائية لشكل الجزء، وقد يتبع ذلك تشطيب إضافي (مثل وضع العلامات) اعتمادًا على التطبيق.

2. العوامل الرئيسية للنجاح:
① التحكم في درجة الحرارة: يجب صهر البلاستيك بشكل متساوٍ، وتبريد القالب بكفاءة لمنع حدوث عيوب مثل الاعوجاج أو السماكة غير المتساوية.
② التحكم في المقارنة: تُعد سماكة الباريسون وثباته أمرًا حيويًا لتوحيد سُمك الجدار في المنتج النهائي، خاصةً بالنسبة للأشكال المعقدة.
③ ضغط الهواء: يضمن الضغط المناسب انتفاخ الباريسون بشكل كامل دون حدوث انفجارات أو قولبة غير مكتملة.
④ تصميم القالب: يجب أن يتطابق القالب مع الشكل الهندسي للقطعة ويسمح بسهولة الطرد.
3. الاختلافات في العملية:
① البثق المستمر: يتم بثق الباريسون بثبات وتلتقط القوالب أجزاء منه أثناء تحركها. وهذا مثالي لإنتاج كميات كبيرة من الأجزاء الأصغر حجمًا، مثل زجاجات المشروبات.
② البثق المتقطع: يتوقف البثق مؤقتًا بين الدورات لتحكم أكثر دقة، وغالبًا ما يُستخدم للقِطع الكبيرة أو المعقدة. وهذا يشمل:
③ طريقة البرغي الترددي: يتحرك البرغي للخلف لتجميع البلاستيك المصهور، ثم إلى الأمام لبثق الباريزون.
④ طريقة التراكم: يتم تخزين البلاستيك المصهور في مُراكم ويتم قذفه بسرعة، وهو مناسب للعناصر الكبيرة مثل خزانات الوقود.
ما هي الأنواع المختلفة للقولبة بالنفخ بالبثق؟
القولبة بالنفخ بالبثق هي عملية تصنيع تُستخدم لإنتاج أجزاء بلاستيكية مجوفة، مثل الزجاجات والحاويات ومكونات السيارات، عن طريق بثق أنبوب من البلاستيك المنصهر (يسمى باريسون) ونفخه داخل قالب. هناك عدة أنواع متميزة من التشكيل بالنفخ بالبثق، كل منها يناسب احتياجات الإنتاج ومتطلبات الأجزاء المختلفة. فيما يلي الأنواع الرئيسية:
1. قولبة النفخ بالبثق المستمر:
في هذا النوع، يتم بثق الباريسون بشكل مستمر من الماكينة، وتلتقط القوالب أجزاء منه لتشكيل الأجزاء. وتعد هذه الطريقة مثالية لإنتاج كميات كبيرة من المواد الصغيرة والمتوسطة الحجم، مثل الزجاجات والحاويات البلاستيكية، نظرًا لسرعتها وكفاءتها. وتشمل الاختلافات في البثق المستمر ما يلي:
- القولبة بالنفخ المكوكية: تتحرك القوالب ذهابًا وإيابًا (مكوك) لالتقاط الباريزون، مما يتيح المرونة في الإنتاج.
- القولبة بالنفخ بالعجلات الدوارة: يتم تركيب قوالب متعددة على عجلة دوّارة، مما يتيح إنتاجاً آلياً عالي السرعة.

2. التشكيل بالنفخ بالبثق المتقطع:
في البثق المتقطع، يتم بثق الباريسون في دورات منفصلة بدلاً من أن يتم بثقه بشكل مستمر، مما يوفر تحكمًا أكبر في تشكيله. هذا النوع مناسب تمامًا للأجزاء الأكبر أو الأكثر تعقيدًا. ويمكن تقسيمه كذلك إلى طريقتين:
طريقة اللولب الترددي: يتحرك البرغي في الطارد إلى الخلف لتجميع البلاستيك المنصهر ثم إلى الأمام لبثق البُرادة. تُستخدم هذه الطريقة عادةً للأجزاء متوسطة الحجم وتوفر دقة جيدة.
- طريقة التراكم: يتم تخزين البلاستيك المصهور في مُراكم ثم يتم بثقه بسرعة لتشكيل الباريسون. وهذه الطريقة مثالية للأجزاء الكبيرة جدًا أو المعقدة، مثل خزانات وقود السيارات، حيث تكون هناك حاجة إلى كمية كبيرة من المواد بسرعة.

3. التشكيل بالنفخ بالبثق المشترك:
ينطوي التشكيل بالنفخ بالبثق المشترك على استخدام آلات بثق متعددة لإنشاء باريسون مع عدة طبقات من مواد مختلفة. يعمل هذا النوع على تحسين خصائص المنتج النهائي، مثل تحسين مقاومة الحاجز (على سبيل المثال، لتغليف المواد الغذائية) أو الجمع بين الجماليات والقوة. يمكن تطبيق البثق المشترك على عمليات البثق المستمر والمتقطع على حد سواء، مما يجعله تنوعاً متعدد الاستخدامات بدلاً من فئة منفصلة تماماً، على الرغم من أنه غالباً ما يتم إدراجه كنوع متميز نظراً لأهميته.

ما هي المواد المستخدمة في التشكيل بالنفخ بالبثق؟
عملية البثق بالنفخ بالبثق (EBM) هي عملية تصنيع تُستخدم لصنع أجزاء بلاستيكية مجوفة، مثل الزجاجات والحاويات ومكونات السيارات. في هذه العملية، يتم صهر راتنج البلاستيك وبثقه في هيكل يشبه الأنبوب يسمى باريسون، ثم يتم نفخه داخل قالب لتشكيل الشكل المطلوب. والمواد المستخدمة في هذه العملية هي في المقام الأول مواد بلاستيكية حرارية - وهي مواد بلاستيكية يمكن صهرها وتشكيلها وتبريدها بشكل متكرر دون حدوث تدهور كيميائي كبير.
1. المواد الشائعة في التشكيل بالنفخ بالبثق:
تُستخدم المواد البلاستيكية الحرارية التالية على نطاق واسع في صناعة اللدائن الحرارية الإلكترونية نظرًا لتعدد استخداماتها وتوافقها مع العملية:
① بولي إيثيلين عالي الكثافة (HDPE): يُعرف HDPE بمتانته ومقاومته للمواد الكيميائية، وهو المادة الأكثر شيوعًا في صناعة البولي إيثيلين عالي الكثافة. ويُستخدم عادةً في أباريق الحليب وزجاجات المنظفات وخزانات الوقود. كما أن قابليته لإعادة التدوير تجعله خياراً مستداماً.
② بولي بروبيلين (PP): ويتميز البولي بروبيلين بولي بروبيلين بمقاومته للحرارة ومرونته، مما يجعله مثاليًا لقطع غيار السيارات مثل مجاري الهواء، وكذلك الحاويات القابلة لإعادة الاستخدام. وتعد قدرته على تحمل الإجهاد المتكرر ميزة رئيسية.
③ البولي إيثيلين تيريفثاليت (PET): في حين أنه أكثر شيوعًا في قولبة الحقن بالنفخ، يتم استخدام PET في EBM لزجاجات المشروبات الشفافة والقوية وتغليف المواد الغذائية. يتطلب التجفيف المسبق لتجنب التدهور أثناء المعالجة.
④ كلوريد البوليفينيل (PVC): مادة PVC صلبة ومقاومة للمواد الكيميائية، وغالباً ما تستخدم في الأنابيب والتجهيزات وعزل الكابلات. ويمكن أيضًا جعله مرنًا لتطبيقات مثل الأنابيب الطبية.
⑤ البوليسترين (PS): خفيف الوزن وسهل التشكيل، ويستخدم البولي بروبيلين PS للأغراض التي تستخدم لمرة واحدة مثل الأكواب وصواني الطعام. وهي فعالة من حيث التكلفة ولكنها أقل متانة من الخيارات الأخرى.
2. المواد المتخصصة والناشئة:
بالإضافة إلى المواد الشائعة، تستخدم شركة EBM أيضاً مواد بلاستيكية حرارية متخصصة وبدائل مستدامة لتلبية احتياجات محددة:
① بولي كربونات (PC): بفضل قوة الصدمات العالية والشفافية، يُستخدم الكمبيوتر الشخصي في الحاويات الكبيرة وأجزاء السيارات، مثل زجاجات مبردات المياه. وهي أغلى ثمناً ولكنها تتفوق في التطبيقات الصعبة.
② نايلون (بولي أميد): يوفر النايلون قوة ومقاومة لدرجات الحرارة، مما يجعله مناسبًا لأنابيب الوقود ومشعبات سحب الهواء في البيئات الصناعية. واستخدامه محدود بسبب التكلفة.
③ البلاستيك الحيوي: المواد الناشئة مثل حمض البولي لاكتيك (PLA) أو البولي إيثيلين الحيوي القابل للتحلل الحيوي والمستخدم في التغليف الصديق للبيئة. وهي تكتسب زخمًا كخيارات مستدامة.

3. جدول المواد:
| المواد | التطبيقات الشائعة | الخصائص الرئيسية |
|---|---|---|
| البولي إيثيلين عالي الكثافة | الزجاجات وخزانات الوقود | متينة ومقاومة للمواد الكيميائية |
| ص | قطع غيار السيارات، الحاويات | مقاوم للحرارة ومرن |
| حيوان أليف | زجاجات المشروبات | واضح وقوي |
| بولي كلوريد الفينيل | الأنابيب والتجهيزات | صلبة ومقاومة للمواد الكيميائية |
| ملاحظة | الأكواب والصواني التي تستخدم لمرة واحدة | خفيف الوزن وسهل التشكيل |
| بولي كربونات | زجاجات تبريد المياه | قوة تأثير عالية وشفافة |
| نايلون | خطوط الوقود، المشعبات | قوي ومقاوم لدرجات الحرارة |
| البلاستيك الحيوي | التغليف المستدام | قابلة للتحلل الحيوي وصديقة للبيئة |
ما هي التطبيقات الرئيسية للقولبة بالنفخ بالبثق؟
التشكيل بالنفخ بالبثق (EBM) هي عملية تصنيع مستخدمة على نطاق واسع لإنتاج أجزاء بلاستيكية مجوفة عن طريق نفخ أنبوب بلاستيكي منصهر، يُعرف باسم الباريسون، داخل قالب. وتُعرف هذه التقنية بتعدد استخداماتها وفعاليتها من حيث التكلفة وقدرتها على إنتاج منتجات خفيفة الوزن ومتينة ومعقدة الشكل. من المواد اليومية مثل زجاجات المياه إلى المكونات الصناعية المتخصصة، أصبحت تقنية EBM حجر الزاوية في التصنيع الحديث في العديد من الصناعات.
1. صناعة الأغذية والمشروبات:
ويعتمد قطاع الأغذية والمشروبات اعتمادًا كبيرًا على شركة EBM لإنتاج حلول تغليف آمنة وعملية وفعالة من حيث التكلفة.
- الزجاجات والحاويات: تُستخدم EBM في صناعة زجاجات المياه وأباريق الحليب وحاويات العصير وزجاجات التوابل. هذه المنتجات خفيفة الوزن ومقاومة للكسر ومصممة لحفظ المحتويات وإطالة مدة الصلاحية.
- تغليف المواد الغذائية: صُنعت منتجات مثل أكواب الزبادي وأحواض السمن وحاويات التخزين باستخدام تقنية EBM، وغالباً ما تتميز بأشكال أو مقابض مريحة لراحة المستخدم.
المواد المستخدمة:
- يُعد البولي إيثيلين عالي الكثافة (HDPE) والبولي بروبيلين (PP) من الخيارات الشائعة نظرًا لخصائصها الآمنة على الأغذية ومقاومتها للمواد الكيميائية وقابليتها لإعادة التدوير.
لماذا EBM؟
- إن قدرتها على إنتاج عبوات محكمة الإغلاق ومانعة للتسرب على نطاق واسع تجعلها مثالية للسلع القابلة للتلف. بالإضافة إلى ذلك، تدعم EBM اتجاهات الاستدامة من خلال تمكين استخدام البلاستيك المعاد تدويره.

2. المنتجات المنزلية ومنتجات العناية الشخصية:
تُعد EBM عملية مفضلة لإنشاء حاويات وظيفية وجذابة بصريًا لأدوات العناية المنزلية والشخصية.
- زجاجات المنظفات ومنتجات التنظيف: زجاجات متينة ومقاومة للمواد الكيميائية لمنظفات الغسيل والمبيضات وبخاخات التنظيف مصنوعة من مادة EBM، وغالباً ما تتضمن مقابض لسهولة الاستخدام.
- عبوات مستحضرات التجميل والعناية الشخصية: تستفيد زجاجات الشامبو وموزعات الغسول وأصابع مزيل العرق وعلب مستحضرات التجميل من قدرة EBM على إنشاء تصميمات معقدة، مثل الشعارات المنقوشة أو الأسطح المزخرفة.
المواد المستخدمة:
يوفر البولي إيثيلين عالي الكثافة والبولي إيثيلين منخفض الكثافة (LDPE) المرونة والمتانة، بينما يوفر البولي إيثيلين تيريفثاليت (PET) الوضوح للمنتجات المتميزة.
لماذا EBM؟
تسمح هذه العملية بتشكيل الأشكال المعقدة وخصائص العلامات التجارية مباشرة، مما يعزز من جاذبية المنتج. تعمل خيارات البثق المشترك متعدد الطبقات أيضًا على تحسين خصائص الحاجز وإطالة عمر التخزين.

3. صناعة الأدوية والرعاية الصحية:
في مجال الرعاية الصحية، توفر شركة EBM عبوات ومكونات آمنة ودقيقة ومعقمة تلبي المعايير الصارمة.
- الزجاجات الصيدلانية: يتم إنتاج زجاجات الأقراص والأشربة والأدوية السائلة باستخدام تقنية EBM، وغالباً ما تتضمن أغطية واضحة للعبث أو أغطية مقاومة للعبث أو أغطية مقاومة للأطفال.
- مكونات الأجهزة الطبية: تُصنع الأجزاء المرنة والمجوفة مثل المنافيخ والمصابيح الضاغطة والأقنعة التنفسية باستخدام EBM للتطبيقات الطبية.
المواد المستخدمة:
يضمن البولي بروبيلين البولي بروبيلين والبولي إيثيلين عالي الكثافة التعقيم والمقاومة الكيميائية، بينما توفر اللدائن الحرارية المرونة للأنابيب وموانع التسرب.
لماذا EBM؟
تضمن دقتها اتساق الجودة، وهو أمر بالغ الأهمية للامتثال التنظيمي، كما أنها تدعم ميزات مثل العلامات المتدرجة للحصول على جرعات دقيقة.

4. صناعة السيارات:
تساهم EBM في كفاءة السيارة وأدائها من خلال إنتاج مكونات خفيفة الوزن ومتينة.
- مجاري الهواء ومكونات التدفئة والتهوية وتكييف الهواء تُصنع الأجزاء المعقدة المجوفة التي توجه الهواء داخل المركبات باستخدام تقنية EBM، مما يقلل من الوزن ويحسن كفاءة استهلاك الوقود.
- خزانات الوقود وخزانات السوائل: خزانات الوقود الصغيرة (على سبيل المثال، للدراجات النارية) وخزانات سائل غسيل الزجاج الأمامي أو سائل التبريد مصنوعة من مادة EBM لضمان متانة مانعة للتسرب.
المواد المستخدمة:
يوفر البولي إثيلين عالي الكثافة والبولي بروبيلين عالي الكثافة مقاومة للحرارة، بينما يضيف البثق المشترك متعدد الطبقات حواجز لمنع نفاذ الوقود.
لماذا EBM؟
فهي تنتج أشكالاً كبيرة ومعقدة مع ميزات متكاملة مثل نقاط التثبيت، مما يقلل من تكاليف التجميع ويدعم تركيز الصناعة على تخفيف الوزن.

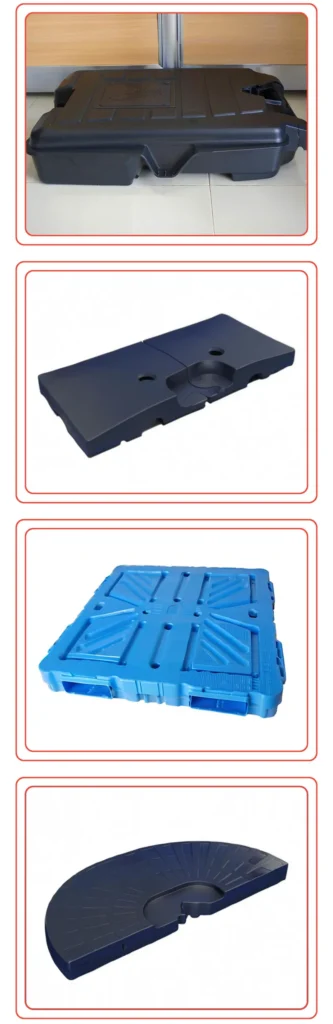
5. التطبيقات الصناعية والزراعية:
تتفوق شركة EBM في إنشاء حاويات ومكونات قوية وكبيرة الحجم للاستخدام الصناعي والزراعي.
- البراميل والصهاريج الصناعية: الحاويات الكبيرة، مثل براميل سعة 55 جالون للمواد الكيميائية أو مواد التشحيم، مصنوعة من مادة EBM لتحمل الظروف القاسية.
- المنتجات الزراعية: تتميز علب السقاية ورشاشات المبيدات وحاويات الأسمدة بتصميمات مريحة تم تمكينها من خلال نظام إدارة البيئة الإلكترونية.
المواد المستخدمة:
يوفر البولي إيثيلين عالي الكثافة مقاومة للصدمات والثبات الكيميائي، بينما يوفر البولي فينيل كلوريد متعدد الكلوريد صلابة لاحتياجات محددة.
لماذا EBM؟
تضمن قدرتها على إنتاج أجزاء سميكة الجدران وموحدة الجدران المتانة، كما أن الميزات المدمجة مثل الأعناق الملولبة تعزز الوظائف.

6. الألعاب والمنتجات الترفيهية:
تُستخدم EBM على نطاق واسع لصنع منتجات آمنة ومتينة وممتعة للأطفال والأنشطة الخارجية.
- الألعاب صُنعت الألعاب البلاستيكية المجوفة مثل الكرات وبيوت اللعب والمركبات التي تُركب على شكل ألعاب مصنوعة من مادة EBM، مما يضمن لك حوافاً ناعمة وآمنة وألواناً زاهية.
- السلع الرياضية: تستفيد قوارب الكاياك والزلاجات ومعدات الملاعب من قدرة EBM على إنتاج هياكل كبيرة وسلسة وخفيفة الوزن.
المواد المستخدمة:
يضمن البولي إيثيلين منخفض الكثافة والبولي إيثيلين عالي الكثافة المرونة والسلامة ومقاومة الصدمات.
لماذا EBM؟
تسمح مرونة التصميم بالأشكال الإبداعية مع ميزات متكاملة، كما أن استخدام مواد غير سامة وقابلة لإعادة التدوير يلبي معايير السلامة والبيئة.

7. الإنشاءات والبنية التحتية:
تدعم EBM البناء من خلال إنتاج مكونات متينة ومقاومة للعوامل الجوية.
- الأنابيب والقنوات: قنوات التهوية وأنابيب الصرف والأغطية الواقية مصنوعة من مادة EBM لقوة خفيفة الوزن.
- الحواجز ومعدات السلامة: تستفيد مخاريط المرور وحواجز السلامة وخزانات الحمامات المحمولة من إمكانيات EBM واسعة النطاق.
المواد المستخدمة:
يوفر البولي إيثيلين عالي الكثافة والبولي فينيل كلوريد متعدد الكلوريد مقاومة للعوامل الجوية وطول العمر.
لماذا EBM؟
فهي توفر قطعًا سلسة ومتسقة بسرعة، مما يلبي الطلب العالي والاحتياجات الهيكلية لمشاريع البناء.

مزايا وقيود عملية التشكيل بالنفخ بالبثق
المزايا:
① فعالية التكلفة: انخفاض تكاليف القوالب والمعدات يجعلها مثالية للإنتاج على نطاق واسع.
② مرونة التصميم: إنتاج أشكال معقدة بسهولة عن طريق تعديل القوالب أو إعدادات التكافؤ.
③ تعدد استخدامات المواد: يعمل مع مختلف اللدائن الحرارية للحصول على خصائص مصممة خصيصًا.
④ منتجات خفيفة الوزن: تصنع منتجات متينة وخفيفة الوزن، مما يقلل من تكاليف المواد والشحن.
القيود:
① نفايات المواد: تنتج خردة (فلاش) أكثر من الطرق الأخرى، مما يؤثر على الكفاءة.
② العمليات الثانوية: تتطلب التشذيب، مما يضيف الوقت والتكلفة.
③ مشاكل ملء الزوايا: تعاني الشرائح الرقيقة من مشاكل في الزوايا الحادة، مما يعرضها لخطر العيوب.
④ عملية ماهرة: يحتاج إلى موظفين مدربين لإدارة متغيرات العملية.
حلول القولبة بالنفخ بالبثق
اكتشف حلول قولبة النفخ بالبثق المتخصصة للمنتجات البلاستيكية المخصصة. تعرّف على المواد والعمليات واعتبارات التصميم وطرق الإنتاج المستدامة لتلبية احتياجات التصنيع الخاصة بك.

دليل حلول القولبة بالنفخ بالبثق المخصص
- الآلات والمعدات المستخدمة في التشكيل بالنفخ بالبثق
- اعتبارات التصميم الرئيسية في عملية التشكيل بالنفخ بالبثق
- التشكيل بالنفخ بالبثق مقارنة بعمليات التشكيل الأخرى
- ما هي العيوب الشائعة في عملية التشكيل بالنفخ بالبثق؟
- النماذج الأولية والإنتاج على دفعات صغيرة في الإدارة البيئية الإلكترونية
- الاستدامة وإعادة التدوير في عملية التشكيل بالنفخ بالبثق
ما هي الآلات والمعدات المستخدمة في عملية التشكيل بالنفخ بالبثق؟
إن عملية التشكيل بالنفخ بالبثق (EBM) هي عملية تصنيع تصنع أجزاء بلاستيكية مجوفة، مثل الزجاجات والحاويات، عن طريق صهر البلاستيك وتشكيله في أنبوب (باريسون) ونفخه داخل قالب وتبريده إلى شكله النهائي. الآلات والمعدات المستخدمة متخصصة للتعامل مع هذه الخطوات بكفاءة. وفيما يلي تفصيل مفصل:
1. آلة بثق:
الطارد هو المكون الأساسي حيث يتم تلقيم الكريات البلاستيكية (مثل البولي إيثيلين عالي الكثافة والبولي بروبيلين) في قادوس وصهرها وخلطها. ويتميز ببراغي دوّارة داخل برميل ساخن يذيب البلاستيك ويدفعه نحو القالب. غالبًا ما تشتمل آلات البثق الحديثة على أدوات تحكم دقيقة في درجة الحرارة والسرعة لضمان ذوبان متسق.
2. عفن خارجي:
يقوم القالب بتشكيل البلاستيك المصهور في أنبوب مجوف يسمى باريسون. ويتحكم تصميمه في قطر القالب وسُمك الجدار، وهما أمران مهمان لجودة المنتج النهائي. تسمح القوالب القابلة للتعديل أو أنظمة برمجة القوالب القابلة للتعديل بتعديل السُمك في الوقت الحقيقي، خاصةً في الأجزاء المعقدة.
3. قالب النفخ:
وعادةً ما يكون القالب مصنوعًا من الألومنيوم لفعاليته من حيث التكلفة والتوصيل الحراري، ويتكون القالب من نصفين يغلقان حول القالب لتشكيل الشكل النهائي للجزء. وغالباً ما تحتوي القوالب على قنوات تبريد وفتحات تهوية مدمجة لضمان التصلب المناسب وخروج الهواء أثناء النفخ.
4. دبوس النفخ:
يقوم دبوس النفخ بتوصيل الهواء المضغوط إلى داخل الباريزون، مما يؤدي إلى نفخه على جدران القالب. يجب أن يكون موضعه وتدفق الهواء دقيقًا لتجنب العيوب مثل السماكة غير المتساوية أو النفخ. في بعض الإعدادات، يساعد دبوس النفخ أيضًا في تشذيب المواد الزائدة.
5. وحدة التثبيت:
يقوم هذا النظام بتأمين أنصاف القوالب أثناء النفخ والتبريد، مع مواجهة ضغط الهواء بالداخل. يمكن أن يكون هيدروليكيًا أو ميكانيكيًا، مع قوة كافية لمنع التسريبات أو المحاذاة الخاطئة التي قد تؤدي إلى وميض أو أجزاء معيبة.
6. نظام التبريد:
يتم تحقيق التبريد من خلال قنوات مائية داخل القالب، حيث يتم تدوير الماء المبرد لتجميد البلاستيك بسرعة. يقلل التبريد الفعال من زمن الدورة ويمنع الالتواء، مع بعض الأنظمة التي تتضمن تبريدًا بالهواء لمزيد من التحكم.
7. محطة التشذيب:
بعد الطرد، تتم إزالة البلاستيك الزائد (الوميض) المتكون عند خط فراق القالب أو مناطق القرص في محطة التشذيب. يمكن أن يشمل ذلك أدوات يدوية أو شفرات آلية أو أشعة ليزر، اعتمادًا على حجم الإنتاج واحتياجات الدقة.
8. معدات إضافية:
① أجهزة برمجة الباريسون: ضبط إعدادات القالب ديناميكيًا للحصول على سُمك جدار موحد.
② رؤوس المجمّع: تخزين البلاستيك المنصهر للبثق المتقطع، مثالية للقطع الكبيرة أو المعقدة.
③ أنظمة الأتمتة: تتعامل الروبوتات أو الناقلات مع الأجزاء في تجهيزات كبيرة الحجم، مما يحسن الكفاءة.
ما هي اعتبارات التصميم الرئيسية في التشكيل بالنفخ بالبثق؟
يتطلب التصميم من أجل EBM تحقيق التوازن بين وظائف الجزء وجمالياته وقابليته للتصنيع. فيما يلي الاعتبارات الرئيسية، موضحة بالتفصيل:
1. توحيد سُمك الجدار:
سمك الجدار المتسق يضمن القوة والأداء. يمكن أن يتسبب ميل الباريسون إلى الترهل تحت تأثير الجاذبية في ترققه، لذلك يستخدم المصممون برمجة الباريسون لضبط السماكة أثناء البثق، مما يضمن أن المناطق الحرجة (مثل الزوايا) تحتوي على مواد كافية.
2. تصميم القالب:
يجب أن يتطابق القالب مع الشكل الهندسي للقطعة، بما في ذلك الخصائص المعقدة مثل المقابض أو القطع السفلية. ويحتاج إلى تنفيس مناسب لتحرير الهواء المحتجز، وقنوات تبريد للتصلب المنتظم، وتصميم يسمح بإخراج الجزء بسهولة دون تلف.
3. اختيار المواد:
يعتمد اختيار البلاستيك الحراري (على سبيل المثال، البولي إيثيلين عالي الكثافة لقوة التحمل، والبولي بروبيلين لمقاومة الحرارة، والبولي إيثيلين تيريفثاليت للوضوح) على متطلبات الجزء - القوة الميكانيكية أو المقاومة الكيميائية أو المظهر. تؤثر لزوجة المادة أيضًا على كيفية تمددها أثناء النفخ.
4. وضع خط الفراق:
يؤثر خط الفراق، حيث يلتقي نصفا القالب، على تشكيل الوميض وسهولة التشذيب. كما أن وضعه في المناطق غير الحرجة أو الأقل وضوحًا يقلل من المعالجة اللاحقة ويحسن من الناحية الجمالية، مع ضمان بقاء المناطق الوظيفية سليمة.
5. نسبة النفخ:
تُعرَّف نسبة النفخ على أنها نسبة قطر تجويف القالب إلى قطر تجويف القالب، وتؤثر نسبة النفخ على توزيع السُمك. النسبة المرتفعة للغاية (على سبيل المثال، > 3:1) تخاطر بتخفيف السمك؛ والمنخفضة للغاية تهدر المواد. يتم حساب النسب المثلى (1.5:1 إلى 3:1) بناءً على حجم الجزء وشكله.
6. زوايا السحب وأنصاف الأقطار:
تسهّل الاستدقاقات الطفيفة (زوايا السحب) والحواف المستديرة (أنصاف الأقطار) إزالة القِطع، وتقلل من نقاط الضغط، وتحسّن تدفق المواد أثناء النفخ، مما يقلل من العيوب مثل التشقق أو الجدران غير المستوية.
7. تصميم القرصة:
تقوم القرصة بإغلاق قاع القالب، مما يشكل خط لحام. تمنع القرصة القوية التسربات، وتقلل من الوميض، وتضمن الثبات (على سبيل المثال، للزجاجات الواقفة)، مما يتطلب محاذاة القالب والضغط بدقة.

التشكيل بالنفخ بالبثق مقارنة بعمليات التشكيل الأخرى
تتفوق القوالب القابلة للحقن بالنفخ (EBM) في القِطع الكبيرة المجوفة، على عكس القوالب بالحقن بالنفخ (IBM)، التي تناسب القطع الصغيرة والدقيقة، أو القوالب الدورانية (RM)، وهي مثالية للقطع الكبيرة جدًا ولكنها أبطأ وأكثر تكلفة. انظر الجدول أدناه:
| العملية | الأفضل لـ | المزايا | القيود |
|---|---|---|---|
| EBM | الأجزاء الكبيرة المجوفة | مرنة وفعالة من حيث التكلفة ومرنة | النفايات، الخطوات الثانوية |
| آي بي إم | أجزاء صغيرة ودقيقة | دقة عالية | ارتفاع التكاليف وحدود الحجم |
| RM | أجزاء كبيرة جداً | سمك موحد | بطيئة وباهظة الثمن |
ما هي العيوب الشائعة في عملية التشكيل بالنفخ بالبثق
يمكن أن تؤثر العيوب في EBM على الجودة، ولكن يمكن التحكم بها من خلال التعديلات المناسبة. إليك قائمة بالمشكلات الشائعة وحلولها:
1. سمك الجدار غير المتساوي:
السبب: ترهل الباريزون، أو عدم اتساق إعدادات القالب، أو سوء البرمجة.
إصلاح: تنفيذ برمجة الباريسون لتغيير السُمك حسب الحاجة، أو استخدام أنظمة الدعم (مثل الحلقات الهوائية) لتثبيت الباريسون أثناء البثق.
2. الانفجارات:
السبب: ضغط هواء زائد أو مناطق ضعيفة في الهواء أو مناطق ضعيفة من التسخين غير المتساوي.
إصلاح: خفض ضغط النفخ، أو ضمان درجة حرارة ذوبان موحدة، أو التحول إلى مادة أعلى قوة لتحمل النفخ.
3. وميض:
السبب: المواد الزائدة عند خط الفصل بسبب سوء المحاذاة أو القوالب البالية.
إصلاح: قم بمحاذاة القوالب بدقة، وصيانة أو استبدال المكونات البالية، وضبط قوة التشبيك لتجنب الإفراط في التعبئة.
4. الالتواء:
السبب: تبريد غير متساوٍ يسبب ضغوطًا داخلية وتشويهًا.
إصلاح: تحسين التبريد عن طريق ضبط تدفق المياه أو درجة حرارة القالب، وضمان سمك جدار ثابت لموازنة معدلات التصلب.
5. خطوط اللحام:
السبب: درزات ضعيفة عند نقاط الضغط المنخفض أو ضعف اندماج المواد.
إصلاح: قم بتحسين تصميم القرص أو زيادة قوة التشبيك أو ضبط درجة حرارة الذوبان لتحسين التدفق والترابط.
6. العيوب السطحية (مثل البقع والفقاعات):
السبب: الملوثات، أو الرطوبة في الراتنج، أو الذوبان غير السليم.
إصلاح: استخدم مواد جافة ونظيفة وقم بتعديل إعدادات الطارد (سرعة اللولب وحرارة الأسطوانة) للحصول على ذوبان أكثر سلاسة.

النماذج الأولية والإنتاج على دفعات صغيرة في الإدارة البيئية الإلكترونية
تعمل النماذج الأولية والإنتاج على دفعات صغيرة في EBM على تكييف العملية مع الأحجام المنخفضة، مع التركيز على التكلفة والمرونة. إليك كيفية تحقيق ذلك:
1. الماكينات الأصغر حجماً:
تُستخدم ماكينات EBM المدمجة التي تتطلب طاقة ووقت إعداد أقل من الأنظمة كاملة النطاق. وهي مثالية للاختبار أو إنتاج عمليات تشغيل محدودة دون استثمار كبير.
2. قوالب مطبوعة ثلاثية الأبعاد:
تقلل النماذج الأولية السريعة باستخدام القوالب المطبوعة ثلاثية الأبعاد من المهل الزمنية والتكاليف. على الرغم من أنها أقل متانة من القوالب المعدنية، إلا أنها تكفي للتصميمات الأولية أو الدفعات الصغيرة، مما يسمح بالتكرار السريع.
3. البثق المتقطع:
تقوم هذه الطريقة، التي غالبًا ما تستخدم رؤوس المجمع، بتخزين البلاستيك المنصهر وإطلاقه حسب الحاجة، مما يوفر تحكمًا دقيقًا في تشكيل الباريسون - وهي طريقة مثالية لعمليات التشغيل الصغيرة والمفصلة أو النماذج الأولية.

4. أدوات مبسطة:
تقلل القوالب أحادية التجويف أو الأدوات الأساسية من النفقات مقارنةً بالتجهيزات متعددة التجاويف، مما يتيح اختبار المفاهيم بتكلفة معقولة قبل التوسع.
5. تعديلات مرنة:
تتيح معلمات EBM القابلة للتعديل (مثل درجة الحرارة والضغط) وتعدد استخدامات المواد في EBM إمكانية إجراء التجارب باستخدام راتنجات أو إعدادات مختلفة لتحسين النماذج الأولية بكفاءة.
الاستدامة وإعادة التدوير في عملية التشكيل بالنفخ بالبثق
تساهم EBM في الاستدامة وإعادة التدوير من خلال الممارسات المبتكرة التي تقلل من الأثر البيئي. وإليك الطريقة:
1. المواد المعاد تدويرها:
إن استخدام المواد البلاستيكية المعاد تدويرها بعد الاستهلاك (مثل البولي إثيلين عالي الكثافة) في منتجات البلاستيك المعاد تدويره يقلل من الاعتماد على الراتنجات البكر. وتتضمن العديد من المنتجات، مثل العبوات، الآن ما يصل إلى 50% من المحتوى المعاد تدويره، مما يحافظ على الأداء مع تقليل النفايات.
2. بلاستيك قابل للتحلل الحيوي:
توفر التطورات في اللدائن الحرارية القابلة للتحلل الحيوي في مجال اللدائن الحرارية القابلة للتحلل الحيوي للإدارة البيئية الإلكترونية بدائل صديقة للبيئة، حيث تتحلل بشكل طبيعي وتقلل من التلوث على المدى الطويل، خاصة في التطبيقات ذات الاستخدام الواحد.
3. تحسينات التصميم:
الجدران الرقيقة والأشكال الانسيابية وتقليل الوميض من خلال تصميم أفضل للقوالب، مما يقلل من استخدام المواد والهدر ويعزز الكفاءة دون التضحية بالجودة.
4. الآلات الموفرة للطاقة:
وتتميز المعدات الحديثة للإدارة الكهربائية والإلكترونية بتقنيات موفرة للطاقة مثل المحركات متغيرة السرعة والتدفئة المحسنة، مما يقلل من البصمة الكربونية للعملية.
5. إعادة التدوير في حلقة مغلقة:
يتم إعادة طحن خردة الإنتاج (مثل الفلاش) وإعادة استخدامها في الموقع، مما يقلل من النفايات ويدعم الاقتصاد الدائري في عملية التصنيع.
6. خفة الوزن:
يؤدي إنشاء أجزاء أخف وزنًا إلى تقليل المواد وطاقة الشحن، بما يتماشى مع أهداف الاستدامة مع تلبية معايير الأداء.

الأسئلة الشائعة للعميل
البدء مع أبلاستيك
هل لديك أسئلة؟ لدينا إجابات.
نحن متخصصون في البثق والتشكيل بالتفريغ والتشكيل بالنفخ وصناعة القوالب الدقيقة، ونقدم حلولاً مخصصة لتلبية احتياجاتك التصنيعية المتنوعة.
نحن نعمل مع مختلف الصناعات، بما في ذلك السيارات والإلكترونيات والسلع الاستهلاكية والتعبئة والتغليف، مع التركيز على الشراكات بين الشركات وتقديم الحلول في مجالات البثق والتشكيل الحراري والقولبة بالنفخ وصناعة القوالب الدقيقة.
نعم، نحن نصمم حلولنا لتناسب متطلباتك الفريدة.
تواصل معنا
لا تتردد في مراسلتنا عبر البريد الإلكتروني أو ملء النموذج أدناه للحصول على عرض أسعار.
البريد الإلكتروني: uplastech@gmail.com
